滚珠丝杠进给系统机电能耗实验研究
2022-09-19陈木荣
陈木荣
(广东理工学院电气与电子工程学院,广东肇庆 526100)
0 前言
近年来,为了减少人类活动对环境的影响,能耗问题的研究日益受到重视,尤其在制造业领域。数控机床是现代制造业最重要的核心设备之一,其能耗约占世界范围内制造业总能耗的30%。数控机床关键子系统中,进给系统是能耗的主要环节。因此,对进给系统能耗进行深入研究,是实现数控机床总体能耗控制的关键,同时可以为滚珠丝杠副、伺服驱动电机等部件的选型提供重要参考。
目前,国内针对数控机床能耗的研究多集中于加工过程能耗方面。刘亚娟等以电解加工平面为例,对数控电解加工机床的能耗控制进行了研究;陈世平等提出了一种基于数据驱动的BP-Adaboost数控机床能耗预测模型,对材料切削能耗进行了预测;徐秀玲等以SIEMENS840D sl数控系统为例,在多种工况下对数控机床的能耗控制进行了研究;王声威等针对数控机床主传动系统,提出一种基于业务流程建模规范BPMN2.0的动态能耗建模方法。
国外学者针对数控机床进给系统能耗开展了广泛的研究。HAYASHI等考虑了伺服放大器引起的电气损耗和系统摩擦引起的机械损耗,对进给系统的能耗进行了研究。SATO等针对五轴加工中心,研究了工件装夹位置与进给系统能耗间的关系;WANG等研究了固定时间间隔内执行单轴点对点定位任务的进给系统实时能耗最优化轨迹生成问题;FARRAGE、UCHIYAMA提出了基于傅里叶级数的非线性摩擦补偿模型,以减少进给系统中未知摩擦力造成的能耗;KHALICK等基于非线性滑模轮廓控制,对进给系统能量降耗进行了研究;WEI等基于运动学原理,系统研究了润滑及预载等因素对滚珠丝杠效率的影响。然而,上述研究多集中于进给系统的整体能耗问题,对其中各部件能耗的研究较为缺乏。
综上,本文作者对数控机床进给系统及其各部件的功耗进行了实验研究。通过设计一个新的实验装置,测量并计算了伺服电机在不同转速和不同转矩下的效率,进行了多组实验,确定了系统各部件的机械功耗(Mechanical Power Consumption,MPC)。通过考虑4种不同导程的滚珠丝杠,研究了系统的MPC特性。最后,阐明了影响系统总功耗的关键因素及电功耗与MPC之间的折中关系。
1 实验装置
1.1 进给驱动系统
进给驱动系统由伺服电机、联轴器、两个支撑轴承、滚珠丝杠副和两个支撑工作台的直线导轨组成,如图1所示。伺服电机为三相永磁同步电机(安川电机SGMGV-05ADA21),其主要参数如表1所示。滚珠丝杠(THK)由两个滚珠轴承支撑:电机侧滚珠轴承实现角度约束,另一侧为深沟球轴承以提高轴向刚度,同时使滚珠丝杠副满足ISO标准约束配置。本文作者采用4种不同参数的滚珠丝杠,表2列出了每种滚珠丝杠的主要结构参数。滚珠丝杠A、B和C是具有不同导程(分别为20、10和5 mm)的单螺母型,而滚珠丝杠D为具有5 mm导程的双螺母型。当滚珠丝杠开始旋转时,测量每个螺母的旋转扭矩(预载)。从表2可以看出:滚珠丝杠D的旋转扭矩是滚珠丝杠C的两倍以上。旋转扭矩的差异可能会对功耗产生影响。利用旋转编码器对电机转速进行测量,进而采用比例-积分控制器进行电机转速控制(如图2所示),控制系统由带DSP板(dSPACE-DS1104)的计算机实现。

图1 进给系统实验装置
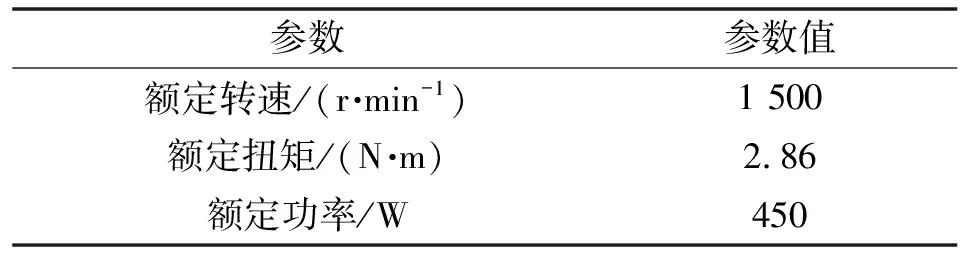
表1 伺服电机参数配置

表2 滚珠丝杠参数配置

图2 控制系统简图
1.2 电功耗测量方法
使用图3所示的装置测量电机的电功耗,该装置由2个用于测量电压的差分探头(分辨率为1/1 000)和2个用于测量电流的安培钳组成,并通过DSP板上的AD转换器记录所测电压与电流。测量信号经过放大后,使用截止频率为1 600 Hz的模拟低通滤波器以避免混叠。数据采样频率为4 000 Hz。由于采用了无中线的三相电机,因此可以使用3个电流和电压中的2个来计算电功耗,如式(1)所示:

图3 电功率测量装置
=++=++
++=0
=+(--)+=(-)+
(-)=+=+
(1)
其中:、和是各相电压;、和是各相电流;、和是各项电功率。根据电流和电压信号,采用式(2)计算电压及电流的均方根值(=3):

(2)
其中:和分别是第相电压和电流。
进一步,使用图4所示的装置测量伺服电机效率。测试装置由2个面对面并通过联轴器连接的伺服电机组成。电机A为待测电机,电机B为负载电机,两台电机由同一块DSP板控制。电机的机械功率由控制器检测到的转矩和角速度计算得出,并按式(3)计算各平均值:

图4 电机效率测量装置

(3)
其中:和分别是转矩和角速度;、和分别是总功率、机械功率和电功率。因此,电机效率按式(4)计算:

(4)
2 电机效率评估
为了评估电机的电效率,进行了多组实验。每组实验中,电机A转速均为24个值,其范围为1~70 rad/s(约10~670 r/min);电机B在每次试验期间提供恒定的负载转矩,转矩数值为0~2.7 N·m间的15个值。对于电机A的每种转速,均实现正反两方向旋转,当电机A正转(顺时针)时,电机B反转(逆时针)产生正扭矩。图5和图6显示了电机B提供0.3 N·m负载扭矩时,所测量的电机A转矩、角速度、电压和电流信号。显然,当电机B产生负扭矩时,电机A的转矩和电流都较高。实验中,对于每种速度,为与实际使用情况相同,只考虑电机B产生负转矩的情况,且每次测试中只记录电机A转速稳定条件下的信号。此时,根据式(3)计算电机A转矩和角速度的平均值以及电压和电流的均方根值,并利用式(4)计算电机效率。

图5 电机转速及转矩测试曲线示例
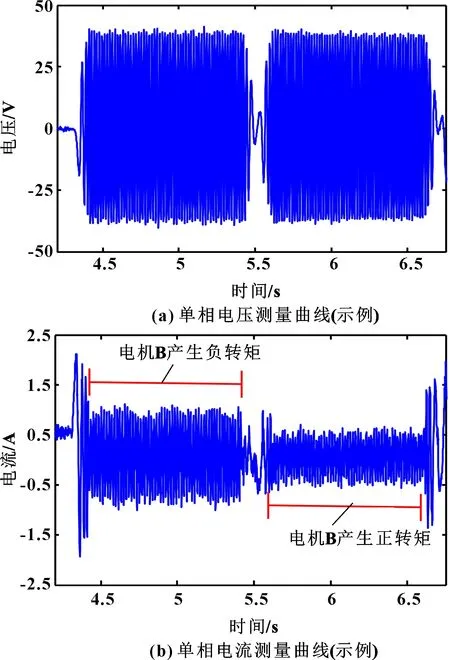
图6 电机电压及电流测试曲线示例
电机效率评估结果如图7所示,可看出:电机效率与转速和负载转矩直接相关。当转速降低时,电机效率下降。由于在实际加工过程中,机床进给系统驱动电机的典型转速低于其额定转速,因此实验过程中采用的电机转速最大值为670 r/min。当电机转速恒定时,其效率取决于负载转矩,且每种转速下都存在最佳负载转矩。

图7 电机效率测试图
3 机械部件能耗测试
研究的主要目的之一是评估进给驱动系统中各元件的功耗与系统总输入功率的关系。因此,在分析电机功耗的基础上,有必要对其余各部件的机械功率损耗(Mechanical Power Consumption,MPC)进行研究。在不施加任何负载的情况下,对进给驱动系统的功率消耗进行了测量。此时,功率消耗仅由每个组件相对运动产生的摩擦引起。
3.1 测量方法与条件
通过控制器对工作台进行位置和速度控制,研究了进给系统MPC与工作台工作速度之间的关系。采用专门设计的定位指令进行了各种工作台速度下的测量试验。位置指令由11个往复运动周期组成,测试速度根据ISO3:1973首选数字系列选择,分别为6、7.5、9.6、12、15、18.9、24、30、37.8、48、60 mm/s。每个运动循环包括前述电机的15种转速,每次实验中在电机稳态运行阶段测量获得时长为1 s的转矩和角速度信号(如图8所示),并根据式(3)计算相应的平均值。
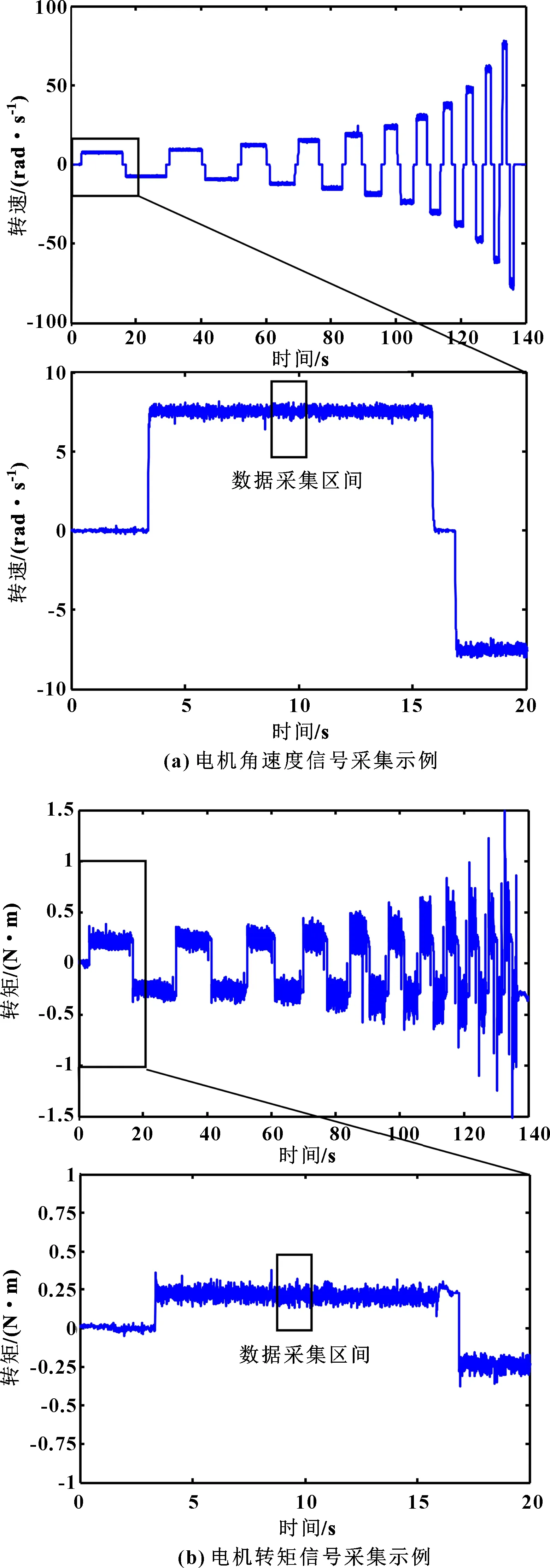
图8 不同工作台速度下电机角速度及转矩信号采集示例
对进给系统中的4个部件的MPC进行了评估:电机、轴承、滚珠丝杠螺母和直线导轨。为研究每个部件的MPC在总功耗中的占比,将各部件单独考虑。首先,对于伺服电机,在稳态转速区间获得其转矩和角速度信号(如图8所示),并通过式(5)计算其MPC,从而确定电机的功耗-速度特性。然后,将电机和轴承合并考虑,使电机与滚珠丝杠联接,但滚珠丝杠螺母不与工作台相联。因此,丝杠和螺母之间没有相对运动,不存在由于螺母摩擦而导致的功率消耗。通过式(6)计算每种电机转速下的总功耗,并利用式(7)计算轴承功耗。进一步,为了确定直线导轨功耗,参照文献[14]中的条件,采用直线电机对工作台进行驱动,并将工作台从滚珠丝杠的螺母上断开,进而确定工作台速度与功耗之间的关系,并通过式(8)计算直线导轨的功耗。注意:鉴于直线导轨的摩擦特性,此时直线电机质量对直线导轨摩擦特性的影响,以及由此产生的功率消耗可忽略不计。最后,将进给系统各部件全部联接,通过式(9)计算总功耗,并基于式(10)得出滚珠丝杠螺母摩擦功耗。总MPC由式(11)进行定义。

(5)

(6)
=-
(7)

(8)

(9)
=--
(10)
=+++
(11)
3.2 各部件功耗评估
图9为进给系统每个部件的功耗评估结果。总功耗可分为每个部件的MPC和伺服电机的电功耗。MPC来源于各部件相对运动产生的摩擦,而电功耗由伺服电机产生并与其效率有关。随着工作台速度变化,各部件的功耗幅度会发生变化。然而,对于所有的工作台速度而言,滚珠丝杠螺母产生了最大的MPC,约占总MPC的60%~70%(工作台移动速度为60 mm/s)。同时,在所有情况下,功耗与工作台速度近似呈线性关系,表明黏性摩擦对功耗的影响较小。此外,可以看出,由于导程较小、角速度较高,因此滚珠丝杠C和D的轴承功耗较高。注意到,由于预紧力很难量化和控制,因此本文作者以滚珠丝杠的旋转扭矩为预载指标。如图9(c)和(d)所示:由于滚珠丝杠D的静态旋转扭矩是滚珠丝杠C的两倍以上,且2个滚珠丝杠的导程都为5 mm,因此增加滚珠丝杠的预紧力会增加其MPC。此外,由图9(b)和(c)可以看出:导程对滚珠丝杠MPC也具有较大影响。
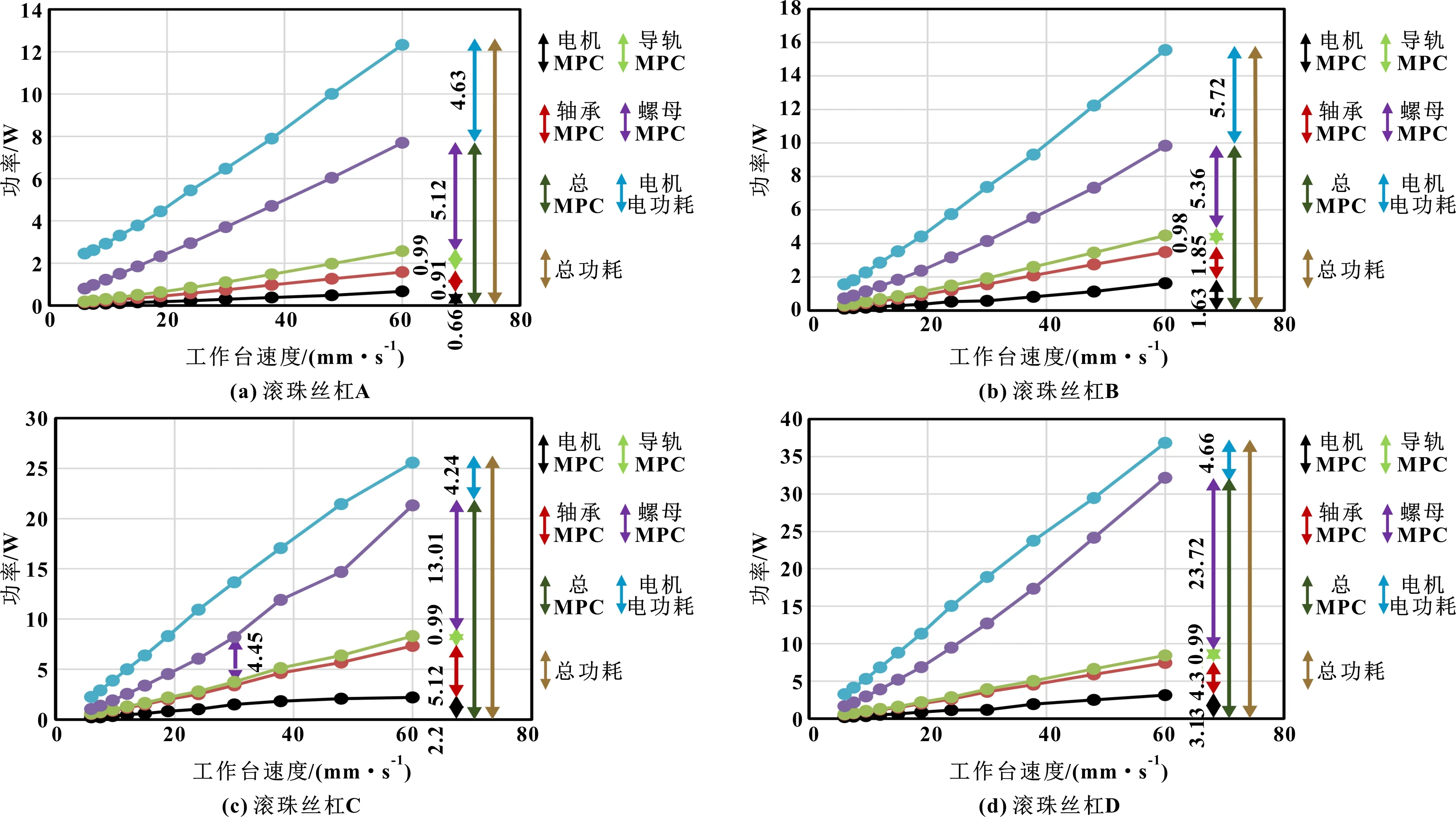
图9 采用不同滚珠丝杠的进给系统及其各部件能耗
滚珠丝杠B在工作台速度为60 mm/s时的角速度与滚珠丝杠C在工作台速度为30 mm/s时的角速度相同。工作台速度为60 mm/s时,滚珠丝杠B螺母MPC为5.36 W;工作台速度为30 mm/s时,滚珠丝杠C螺母MPC为4.45 W,二者功耗值相近,其差异由各部件摩擦力矩与转速关系不同所导致。图10表示了不同工作台速度条件下,4种滚珠丝杠总MPC之间的比较:相同速度下,滚珠丝杠A的MPC最低,滚珠丝杠D的MPC最高。

图10 不同工作台速度下各类滚珠丝杠的MPC
4 进给系统总功耗分析
进给系统的总功耗既取决于其部件摩擦消耗的功率,也取决于电机效率低下造成的功率损失,如图9所示。图11和图12显示了工作台移动速度分别为12、48 mm/s时,采用不同类型滚珠丝杠条件下进给系统总MPC及总功耗。可以看出,随着丝杠导程的减小,保持工作台速度恒定所需的MPC增加。其原因在于:对于导程较小的滚珠丝杠,当工作台移动速度相同时,伺服电机必须提供较高的转速,因此在摩擦力矩恒定的条件下,丝杠的MPC更高。此外,由图12(a)可以看出,采用滚珠丝杠B的进给系统总功耗的变化趋势与图11及图12的其他情况不同,其原因在于:进给系统的总功耗取决于两个方面,即克服摩擦损失所需的功率和电机低效率造成的功率浪费。

图11 两种典型工作台速度下各滚珠丝杠MPC值对比
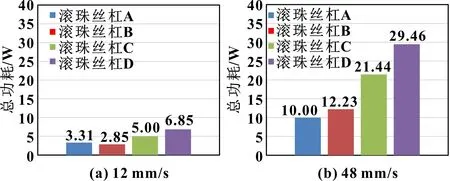
图12 两种典型工作台速度及不同类型滚珠丝杠条件下进给系统总功耗值对比
工作台移动速度为12、48 mm/s时,驱动4种滚珠丝杠的伺服电机工作点如图13所示,各工作点根据实验数据计算出的平均转矩和角速度确定。参考图12(a),20 mm导程滚珠丝杠A的总功耗略高于10 mm导程滚珠丝杠B,然而驱动滚珠丝杠B所需的电功率较低(因为角速度较高),电机工作在更高的效率区(如图13所示)。可以看出:工作台移动速度为12 mm/s时,滚珠丝杠A工作于电机低效率区域,而滚珠丝杠B工作在电机高效率区域。因此,由于摩擦造成的MPC几乎相同,驱动滚珠丝杠B时的电功耗降低,从而解释了图12(a)中的特殊情况。在其他情况下,MPC的增长高于电功率的降低,总功耗是两个相反趋势之间的折中:随着速度的增加,MPC增加,电功耗减少,如图14所示。此外,对比图13、图14可以看出,对于相同的工作台速度及滚珠丝杠类型,电机效率值略有不同,其原因在于:图13使用图4所示的装置进行测量,确保了对电机和负载转矩的控制;而图14中电机效率的测量考虑了进给系统,此时电机转矩受到多种因素的影响,例如摩擦波动和机械振动。

图13 2种典型工作台速度条件下驱动不同滚珠丝杠的电机工作点(采用图4装置测量)
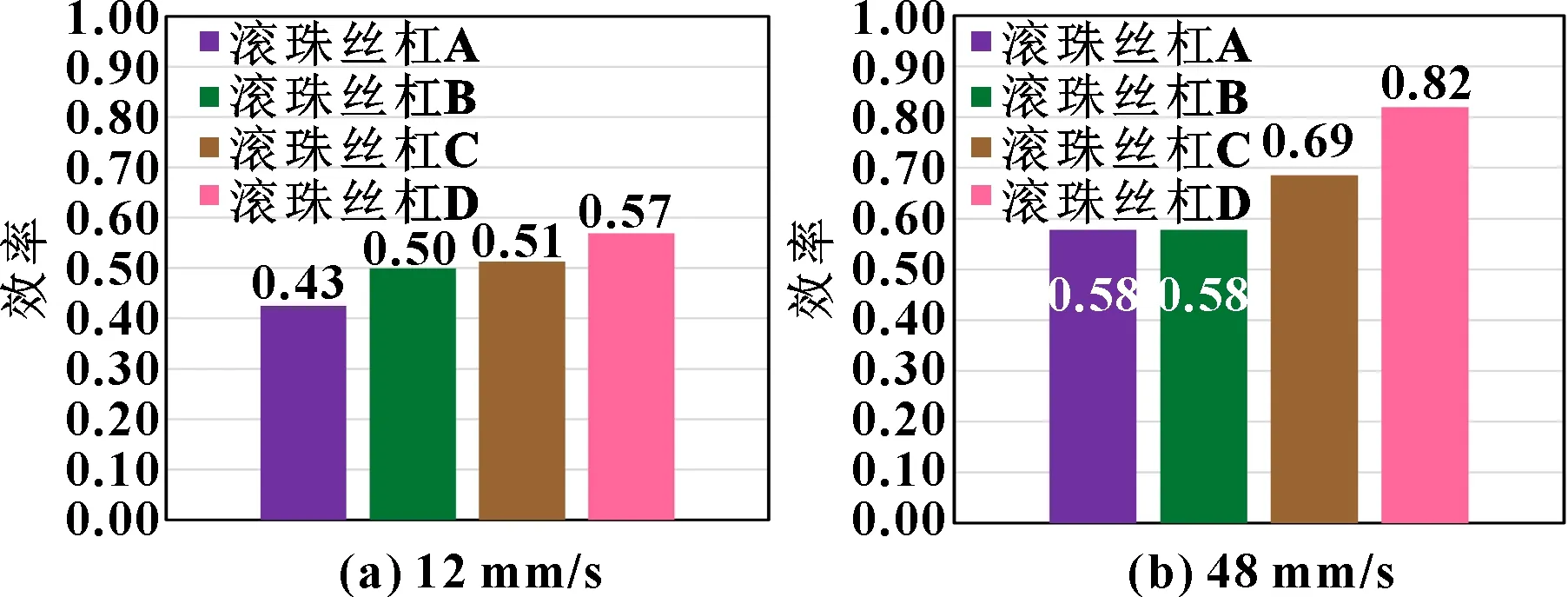
图14 2种典型工作台速度条件下驱动不同滚珠丝杠的电机效率值(整体系统测试)
5 结论
对滚珠丝杠驱动进给系统的机电功耗进行了实验研究与分析,总功耗来源于电机电功耗和各机械部件摩擦产生的MPC;提出一种全新的装置对电机效率进行了评估,并对进给系统各部件MPC进行了研究;阐明了进给系统滚珠丝杠导程、电机效率和功耗之间的关系,得出以下结论:
(1)进给系统伺服驱动电机的功耗和效率很大程度上取决于其角速度和输出转矩。
(2)进给驱动的总功耗随工作台速度的增加而增加;此外,总MPC主要来源于螺母摩擦功耗及电机机械功耗。
(3)滚珠丝杠导程越大,其MPC越小,在工作台速度相同情况下,所对应的电机效率越高。
(4)工作台速度恒定时,总功耗在很大程度上取决于所选滚珠丝杠的导程,因为导程决定了电机的角速度,从而决定了其电功耗和MPC。
(5)后续将进一步拓展对电机瞬时运动功率因数和电机效率的研究,并研究滚珠丝杠的机械效率,以便对进给驱动系统的功耗进行优化。
