核电厂射流蒸汽电锅炉电极安装工艺改进
2022-09-17刘驰程韩文轩包彦省钱华隆
刘驰程,孙 浩,韩文轩,包彦省,钱华隆
(1.中核核电运行管理有限公司,浙江 海盐 314300;2.万纳神核控股集团有限公司,浙江 海盐 314300)
核电厂通常都配置辅助蒸汽电锅炉,用于首堆启动阶段或无其他汽源时向核电站设备提供必要的启动蒸汽[1]。当核反应堆功率上升到某一定值后,辅助蒸汽电锅炉将被置于热备用状态以备为下次机组冷启动提供汽源保障。
辅助蒸汽电锅炉具有运行效率高、蒸汽品质好及环保无烟排放等优点。目前国内外大部分核电站均建有大功率辅助蒸汽电锅炉,主要分为浸没式高压电极锅炉及射流式高压电极锅炉两类[2-4]。
某核电配置有两台射流式高压电极蒸汽电锅炉,由美国Precision Boilers公司生产制造,型号HVJ-338-250,功率25 MW,额定运行电压13.8 kV,设计有三相6组电极,每相各有单、双电极1组。为确保锅炉安全稳定运行,电厂结合制造厂运维要求及特种设备管理规定,每5~6年实施一次高压电极解体检修,但统计历次锅炉电极解体检修情况,鲜有6组电极安装后均不漏汽案例。因此,查明制约电极安装质量的关键因素并提高电极安装成功率具有很强的必要性。
1 射流式蒸汽电锅炉高压电极结构
射流式蒸汽电锅炉高压电极由外部瓷套管、中间瓷套管、内部瓷套管、导电杆、电极底座、均压屏蔽罩及多种密封垫组合而成,如图1所示。三种套管经导电杆、电极底座、锅炉电极支座、电极顶盖及紧固螺栓压装成整体。各瓷套管密封面均配置有密封垫,其中内部瓷套管与电极底座、锅炉电极支座之间采用柔性石墨密封垫。导电杆及电极底座承受13.8 kV电压,锅炉内部蒸汽温度达到130 ℃以上,蒸汽气压在1.0~1.2 MPa范围。
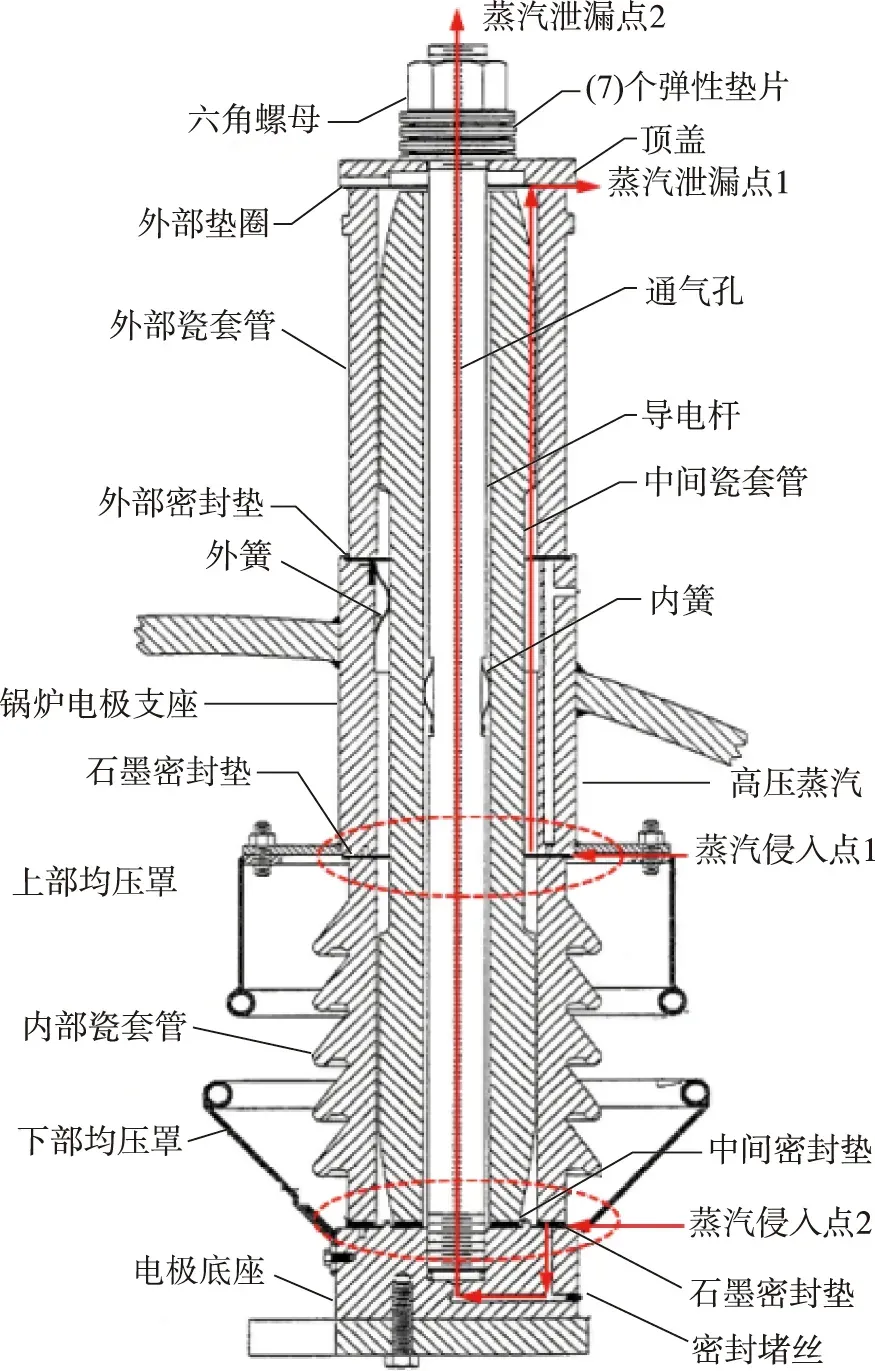
图1 射流式辅助蒸汽电锅炉高压电极Fig.1 The high voltage electrode of the jet auxiliary steam electric boiler
锅炉运行期间,内部瓷套管两端及石墨密封垫的安装质量,直接影响电极在高压蒸汽环境的严密性。对存在安装工艺缺陷的电极,高压蒸汽将可能侵蚀密封薄弱点并泄入大气。含电解质的水汽受冷凝结在外部瓷套管表面,将直接导致电极带电部位与锅炉电极支座闪络,引发严重短路事故[5]。
2 高压电极漏汽成因分析
针对高压电极组装成功率偏低问题,对两台锅炉历次电极检修情况进行统计,见表1。其中多组高压电极在由美国专业工程师实施组装后,也曾出现蒸汽泄漏问题。因此,基本排除人员技能不足导致电极组装成功率偏低因素。
2.1 高压电极密封垫预紧力
加工电极严密性检验工装,选择典型的蒸汽泄漏电极作为试验对象,将各套管、导电杆及电极底座等组合成严密性检验系统,如图2所示。考虑安全性因素,依据国标《GB 150—2011压力容器》建议,选择水压试验替代气密性试验。在试验工装接口连接增压泵,将水压提升至约1.2 MPa,观测试验压力表及内部瓷套管密封面漏水情况。
图2 电极严密性检验工装Fig.2 Electrode tightness inspection tooling

表1 辅助蒸汽电锅炉历史检修状况统计Table 1 Statistics of historical maintenance conditions of the auxiliary steam electric boiler
现场实施了5次试验,通过紧固导电杆端部螺栓增大内部瓷套管端面密封垫预紧力。在测得紧固螺栓配套蝶形垫片边沿间隙不小于1.0 mm极限距离的情况下,每增加10 N·m进行一次试验,每组试验持续60 min,结果见表2。试验表明,在增大高压电极内部瓷套管端部密封垫预紧力时,试验电极仍出现泄漏现象,因此,研判密封垫所受预紧力非制约电极严密性的关键因素。

表2 电极密封垫预紧力试验结果Table 2 The test results of electrode sealing specific pressure
2.2 电极组件密封面检查
将出现蒸汽泄漏的高压电极全部解体,检查内部瓷套管、电极底座及锅炉电极支座涉及严密性的位置,发现内部瓷套管密封面存在普遍性径向斜纹,电极底座密封面有不同程度的贯穿性纹理,如图3所示。
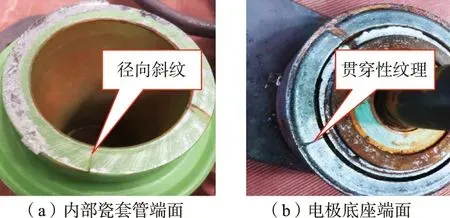
图3 内部瓷套管及电极底座密封面Fig.3 The sealing surface of the internal porcelain sleeve and the electrode base
检查内部瓷套管两端的柔性石墨密封垫,发现石墨密封垫表面有不同程度的隐性裂纹,如图4所示。因此,推测电极密封表面可能存在粗糙度过大的因素,导致组合后的电极密封垫承压不均,致使其物理性受损。

图4 电极石墨密封垫隐性裂纹Fig.4 The hidden crack of the electrode graphite gasket
另发现制造厂提供的相同型号的石墨密封垫,其外观却存在明显差异,优质石墨密封垫具有明显的韧性,且密封垫中间带有增强型不锈钢齿板,其余石墨密封垫则无该工艺,且密封垫脆性明显,容易因弯折出现断痕,如图5所示。

图5 柔性石墨密封垫差异性对比Fig.5 The difference comparison of the flexible graphite gasket
随机选择两组漏汽高压电极的电极底座及内部瓷套管进行粗糙度测定,并将其与未发生蒸汽泄漏的电极进行比对,详见表3。
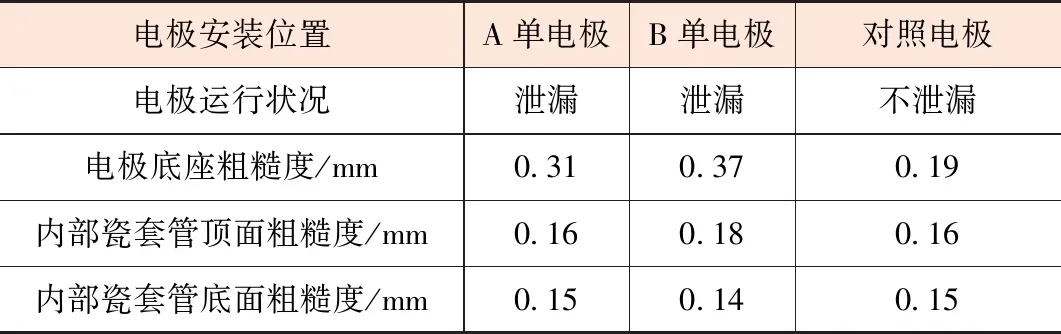
表3 电极相关密封面粗糙度测定Table 3 Planeness measurement of the sealing surface related to the electrode
综上,可以推断蒸汽锅炉高压电极密封面粗糙度是影响电极严密性的关键因素,而柔性石墨密封垫如选型不佳,容易因电极粗糙度过大而损坏,也会影响电极严密性。
3 高压电极安装工艺改进
3.1 电极密封面研磨
对试验电极底座、内部瓷套管密封面实施研磨。密封面研磨均周向研磨,尽可能使研磨所致的微小划痕呈类似同心圆分布,以增强柔性石墨密封垫在压紧情况下的外移阻力,研磨后的电极组件如图6所示。

图6 对电极底座及内部瓷套管实施研磨Fig.6 Grinding of the electrode base and the internal porcelain sleeve
将研磨后的电极组件分别与增强型石墨密封垫及无齿板型石墨密封垫组合,安装至电极严密性检验工装试漏。两组试验在4 h后压力均降低约0.007 MPa,未发现集中性泄漏痕迹,电极严密性均有明显改善。这表明电极密封面粗糙度确是构成电极严密性的关键因素。
另外,在多次电极拆装过程中发现,柔性石墨密封垫在常温冷态安装后,即使压装紧密,其与经过高压蒸汽作用的密封垫仍有非常明显的差别。柔性石墨密封垫内部密布纤维气隙,结构疏松,在高温高压环境下,柔性石墨密封垫因其优越的弹性及补偿效应,其密封效果将进一步增强[6]。因此,基于冷态单体试验完善电极安装后严密性经验检测的判据具有很强的必要性。
3.2 高压电极冷态单体严密性试验
因大型锅炉不宜实施整体气密性试验,因此,尝试通过严密性试验考核单个电极安装后的严密性。在图1所示的蒸汽泄漏点2处连接充气工装,充压约1.2 MPa,可对电极安装过程容易发生碰磨的电极底座与内部瓷套管密封面实施严密性检测,同时在密封面喷涂检漏液检漏,如图7所示。虽然该试验方案不能对内部瓷套管与锅炉支座密封面进行严密性考核,但作为独立引入的电极严密性验证手段,效果依然非常显著。
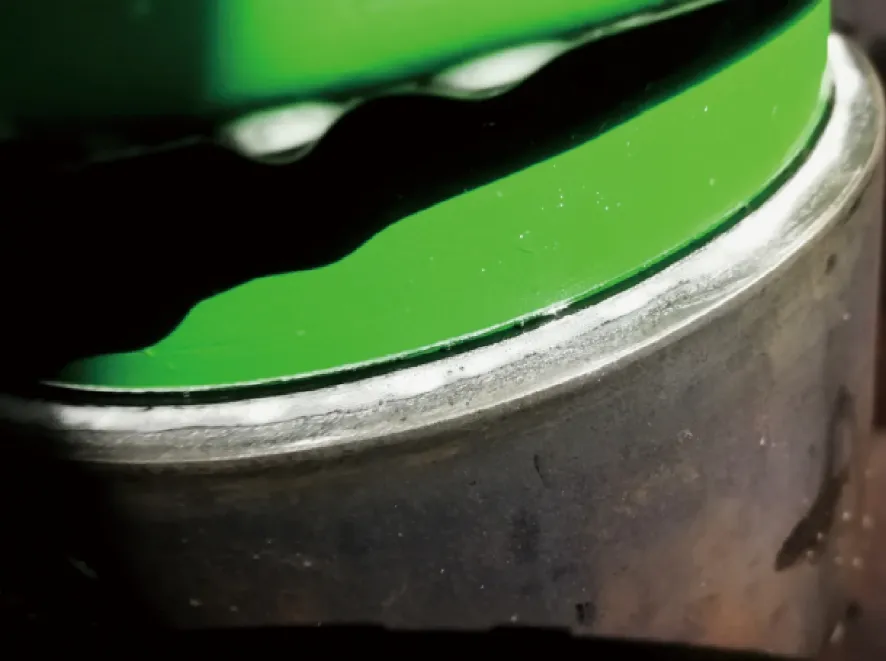
图7 安装后的电极冷态单体严密性检测Fig.7 The tightness test of the electrode cold monomer after installation
经数十次试验对比,针对锅炉电极冷态严密性检测的经验判定依据,归纳如表4。

表4 电极冷态单体严密性检验经验判据Table 4 The empirical criteria for tightness check of the electrode cold monomer
该蒸汽锅炉高压电极安装工艺改进方案,在同型另一蒸汽锅炉解体检修中得到了应用。期间,锅炉6组电极1次安装成功并运行至今,验证了改进工艺的有效性。
4 结束语
核电厂配置的射流式辅助蒸汽电锅炉,其高压电极安装工艺对锅炉启动后的运行可靠性有重要影响。通过改善电极组件密封面粗糙度,选择优质柔性石墨密封垫,并在电极安装后实施电极冷态单体严密性检测,可将现有高压电极安装期间单纯的经验性工艺,转化为指标量化、定性特征明确的技术性判据。该方案能有效提高辅助蒸汽电锅炉高压电极安装质量,显著提升蒸汽电锅炉启动成功率,确保其持续安全稳定运行。