特大型对数曲线调心滚子硬车削工艺
2022-09-16张玉玲秦昆阳张天立
张玉玲,秦昆阳,张天立
(1.洛阳LYC轴承有限公司,河南 洛阳 471039;2.航空精密轴承国家重点实验室,河南 洛阳 471039;3. 河南省高端轴承产业研究院,河南 洛阳 471039;4. 河南省轴承技术创新中心,河南 洛阳 471039)
特大型对数曲线调心滚子可以使接触应力分布均匀,有效解决边缘应力集中问题[1-2],应用越来越广泛。目前,特大型对数曲线调心滚子多采用磨床将砂轮修整成几段圆弧来进行拟合加工,加工效率低[3]。随机械制造业的快速发展,高性能、高精度数控机床和高硬度刀具也取得了巨大进步。硬车削工艺在铸铁、齿轮等工件加工中已广泛应用,轴承套圈以车代磨、车磨复合工艺已日趋成熟,取得了良好的应用效果[4-5]。与磨削相比,硬车削具有良好的加工柔性、经济性和环保性。为提高特大型对数曲线调心滚子的加工效率, 现探讨特大型对数曲线调心滚子硬车削工艺的可行性。
1 磨削工艺
特大型对数曲线调心滚子原磨削工艺流程为:粗磨滚动面→终磨基准面→终磨非基面→修整倒角→细磨滚动面及修形面→终磨滚动面及修形面→超精滚动面及修形面。滚动面采用端面和外径面定位,滚子只做旋转,将砂轮修整成凹形(根据产品精度要求选用3段、5段圆弧进行修整)进行切入式磨削[6]。
缺点:1)工序复杂,加工周期长;2)易产生磨削烧伤;3)细磨、终磨滚动面和修形面时,需频繁修整砂轮以保证产品技术要求。
2 硬车削工艺
以某特大型对数曲线调心滚子为例,如图1所示,滚子直径Dw为90 mm,滚子长度为103.5 mm,素线中间圆弧半径R为714.5 mm,两端为对数修形设计。滚子素线方程为

图1 某特大型对数曲线调心滚子结构示意图

(1)
为提高对数曲线滚子修形段的拟合度,硬车削加工数控编程将对数曲线分段取点,理论上取点越多,轮廓拟合度越高,经试验对数曲线修形段间隔1 mm取点最佳,根据滚子素线方程计算各点坐标,相邻点采用圆弧插补,形成连续的加工轮廓。硬车削工艺流程为:粗车端面和滚动面→精车端面和滚动面→终车端面和滚动面。
硬车削加工设备采用美国哈挺公司ELITE 51 ULTRAⅡ卧式高精度数控机床,机床主轴跳动为1 μm,最大加工直径为284 mm,最大加工长度为456 mm。滚子一端为穴,采用三爪软爪夹持,另一端为顶尖孔,采用顶尖定位,一次装夹加工成形以保证滚子精度。刀具选用55°的菱形CBN刀片,粗车、精车工序刀片刀尖圆弧半径为0.8 mm,终车工序刀片刀尖圆弧半径为0.4 mm。硬车削工艺试验加工参数见表1。
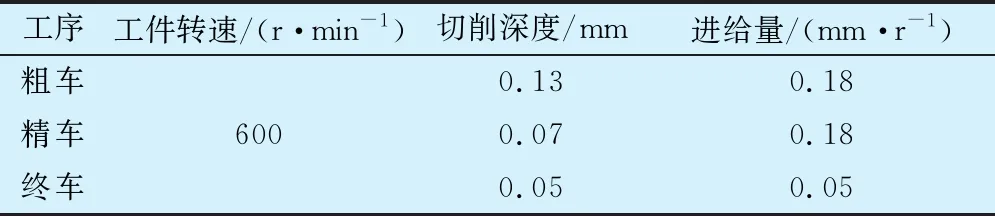
表1 硬车削工艺试验加工参数
随机选取磨削和硬车削加工的滚子各5粒,测量其表面粗糙度Ra值及轮廓度,结果见表2,滚子的圆度、波纹度分别如图2、图3所示。
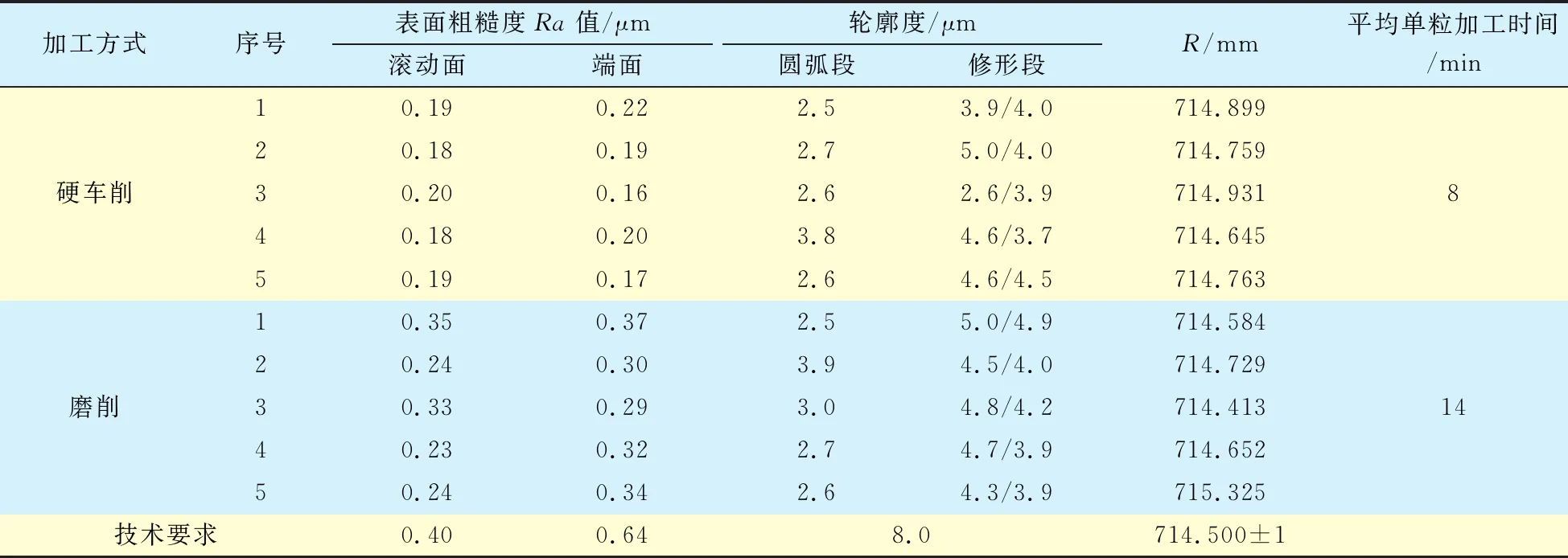
表2 磨削和硬车削滚子的表面粗糙度Ra值及轮廓度

(a)硬车削滚子
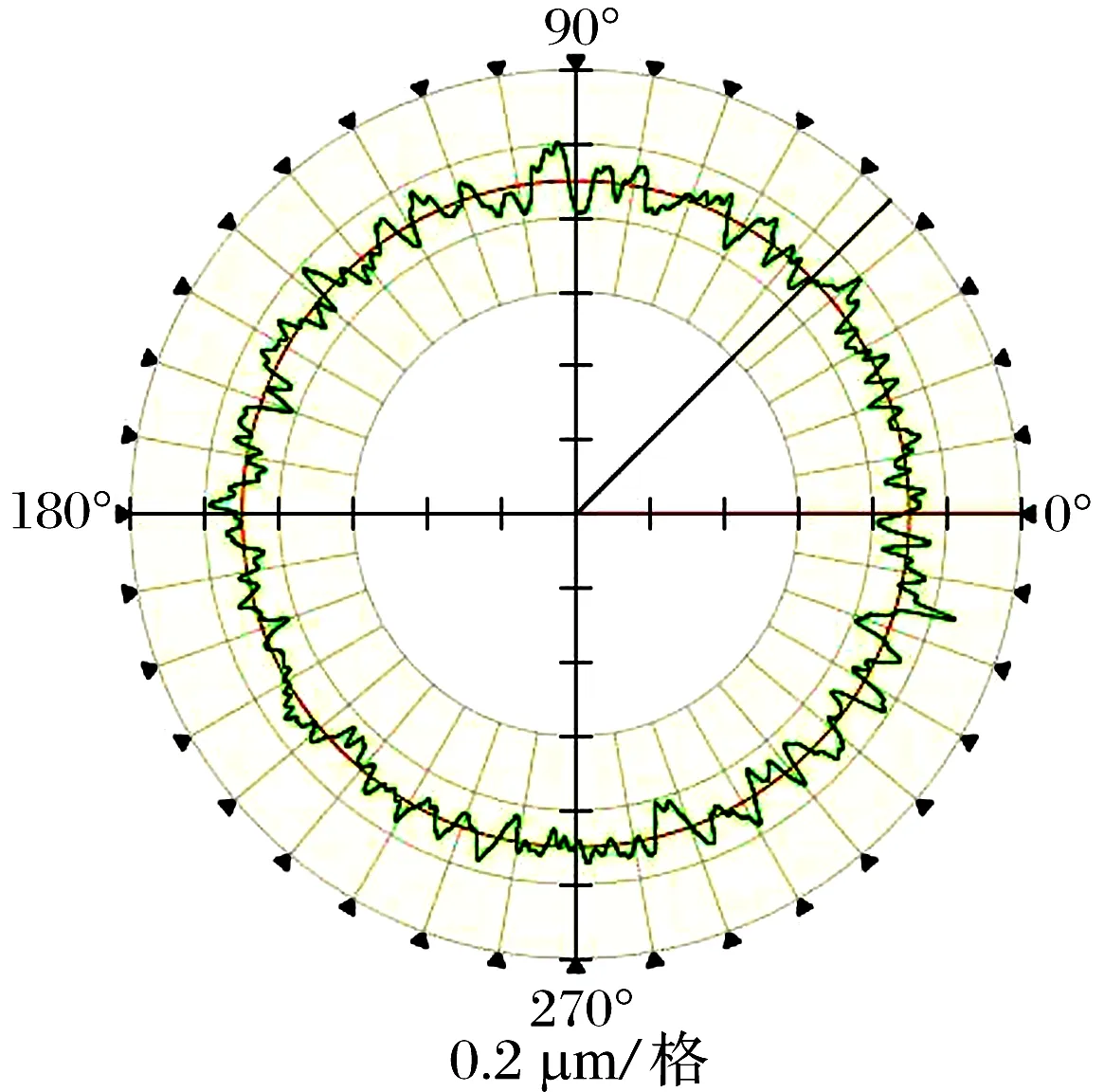
(a)硬车削滚子
由表2可知:硬车削滚子各项技术指标均满足技术要求,滚子表面粗糙度Ra值优于磨削滚子,其余各项技术指标与磨削滚子相当,加工效率明显提高。由图2和图3可知,硬车削滚子的圆度和波纹度均优于磨削滚子。
3 结束语
以某特大型对数曲线调心滚子为研究对象,进行了硬车削工艺试验,硬车削滚子满足技术要求,表面粗糙度、圆度和波纹度均优于磨削滚子,且加工效率明显提高。
