德兴铜矿尾矿低碱度浮铜试验研究
2022-09-14杜文平
杜文平
(江西铜业集团有限公司德兴铜矿)
作为日处理量超10万t的大型铜矿山,德兴铜矿每年流失在尾矿中的铜高达上万吨。对尾矿中铜矿物进行浮选回收,可防止有用资源的浪费,提高资源的利用率,延长矿山服务年限,创造更好的经济及社会效益[1-2]。
现场尾矿中的主要铜矿物黄铜矿主要与黄铁矿、脉石矿物连生体,少量黄铜矿以单体形式存在,且主要为微细粒,这些含铜矿物普遍可浮性较差,且与黄铁矿分离难度大。为获得合格的铜精矿,通常使用大剂量的石灰来抑制硫铁矿,这就导致尾矿水的碱度太高,存在较大的环保隐患。针对上述问题,探索低碱度条件下实现铜矿物的有效回收意义重大。
1 矿 样
1.1 试样的成分分析
本研究以德兴铜矿尾矿回收厂选二工段40 m3粗粒浮选机泡沫产品为试样,该浮选机的给矿为泗洲选厂尾矿及部分碎矿车间除尘灰。试样中的铜矿物主要为黄铜矿,其次为黝铜矿及铜蓝,其他金属矿物有黄铁矿、磁铁矿、赤铁矿、闪锌矿等;脉石矿物主要有石英、长石、云母等。黄铜矿的含量约为0.30%,黝铜矿及铜蓝的含量约为0.09%,黄铁矿的含量约为7.30%,其他金属矿物的含量都较低;脉石矿物总含量超过92%。试样中约有90%的黄铜矿以连生体的形式存在,多数黄铜矿难以实现充分的单体解离。黄铁矿主要以单体形式存在,其次是与铜矿物连生;黄铁矿粒度相对较粗,主要分布在0.05~0.13 mm 粒级。试样主要化学成分分析结果见表1,铜物相分析结果见表2。


?

?
从表1可以看出,试样的铜品位为0.15%,硫含量为3.85%。
从表2 可以看出,试样中的铜以硫化相为主,占95.43%,铜的氧化率仅为4.57%。
1.2 试样中黄铜矿的粒度分布
试样中黄铜矿在各粒级的分布率见表3。

?
从表3 可以看出,试样中的黄铜矿主要分布在0.043~0.015 mm粒级。
1.3 试样中黄铜矿的嵌布特征
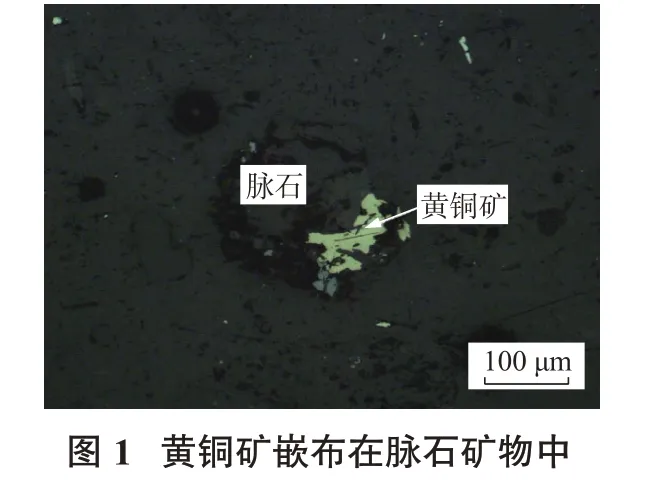
试样中绝大多数黄铜矿与脉石矿物连生,主要以不规则状嵌布于脉石矿物裂隙、粒间(图1),或呈微细粒浸染于脉石矿物中(图2),少量黄铜矿与黄铁矿一同嵌布在脉石矿物中(图3)。
工艺矿物学研究表明,试样铜品位较低,铜矿物的嵌布粒度较细,大多以连生体形式存在;硫铁矿含量和单体解离度均较高,是影响铜精矿品位提高的重要不利因素。

2 试验结果与讨论
现场对40 m3粗粒浮选机的泡沫产品进行浓密—磨矿—1 粗1 扫2 精、中矿顺序返回流程浮选,以回收其中的铜。试验研究基于现场工艺流程进行。
2.1 粗选条件试验
粗选条件试验采用1次粗选流程。
2.1.1 捕收剂种类试验
捕收剂种类试验的磨矿细度为-0.043 mm 占85%,起泡剂BK204 用量为21 g/t,捕收剂用量均为28 g/t,试验结果见图4。

从图4 可以看出,以APIII为捕收剂情况下,粗精矿铜回收率最高,铜品位略低于AP,总体来说,选择APIII 为捕收剂粗精矿指标最好。因此,确定粗选采用APIII为铜捕收剂。
2.1.2 调整剂种类试验
调整剂种类试验的磨矿细度为-0.043 mm 占85%,APIII用量为28 g/t,BK204用量为21 g/t,试验结果见图5。

从图5 可以看出,调整剂的添加可以一定程度上提高粗精矿的铜品位和铜回收率;以石灰和亚硫酸钠为调整剂的粗精矿指标较好,其中以石灰为调整剂比以亚硫酸钠为调整剂的回收率略高,但品位略低。基于试验以低碱度选铜为追求目标,因此,后续试验选择亚硫酸钠为调整剂。
有研究表明,亚硫酸钠在铜硫分离中的作用可分为两方面[3-5]:一方面,亚硫酸钠具有擦洗清洁黄铜矿表面,使其活性提高的作用;另一方面,亚硫酸钠可在黄铁矿表面形成亲水性亚硫酸铁和氢氧化铁沉淀,从而降低了黄铁矿的可浮性,增强了黄铜矿与黄铁矿的分选效果。
2.1.3 亚硫酸钠用量试验
亚硫酸钠用量试验的磨矿细度为-0.043 mm 占85%,APIII用量为28 g/t,BK204用量为21 g/t,试验结果见图6。

从图6 可以看出,随着亚硫酸钠用量的增加,粗精矿铜品位提高,回收率先升后降。综合考虑,确定粗选亚硫酸钠用量为500 g/t。
2.1.4 磨矿细度试验
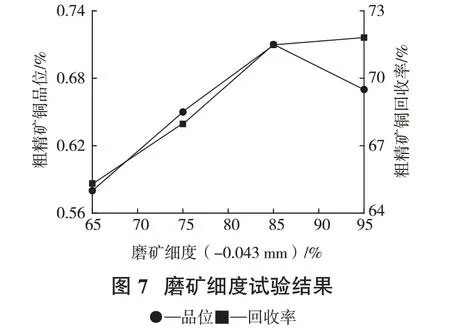
磨矿细度试验的亚硫酸钠用量为500 g/t,APIII用量为 28 g/t,BK204 用量为 21 g/t,试验结果见图 7。
从图7 可以看出,随着磨矿细度的提高,粗精矿铜品位先升后降,铜回收率上升。综合考虑,确定磨矿细度为-0.043 mm占85%。
2.2 精选条件试验
精选条件试验给矿为上述条件下的粗精矿,试验采用2次精选流程。
2.2.1 抑制剂种类试验
抑制剂种类试验不添加其他药剂,精选1所添加的抑制剂用量均为200 g/t,精选2 均为50 g/t,试验结果见图8。

从图8 可以看出,2 次空白精选难以获得铜品位合格的铜精矿;BK526、水玻璃+次氯酸钠的添加,均可以获得合格品位的铜精矿,但以BK526 为抑制剂的回收率显著较高。因此,后续试验采用BK526 为精选抑制剂。
2.2.2 BK526用量试验
BK526精选1用量试验结果见图9。

从图9 可以看出,随着BK526 精选1 用量的增加,精矿铜品位先升后降,回收率下降。综合考虑,确定BK526的用量为200 g/t。
2.3 闭路试验
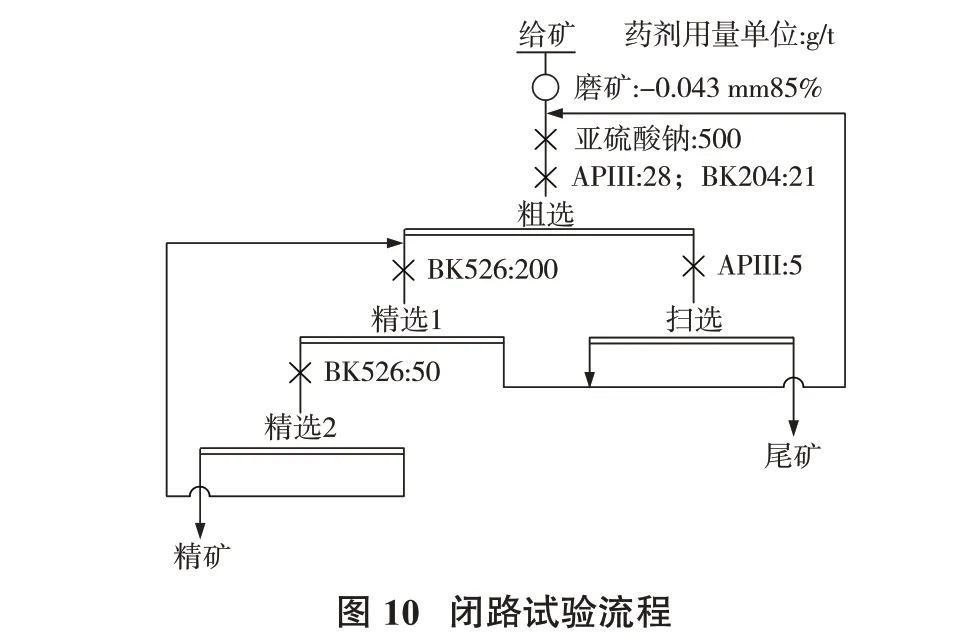
在条件试验和开路试验基础上进行了闭路试验,试验流程见图10,结果见表4。

?
从表4可以看出,试样采用1粗1扫2精、中矿顺序返回流程处理,最终获得了铜品位16.43%、铜回收率63.12%的铜精矿,较好地实现了试样中铜矿物的低碱度回收[6]。
3 结 语
(1)德兴铜矿尾矿回收厂选二工段40 m3粗粒浮选机泡沫产品中的铜矿物主要为黄铜矿,其次为黝铜矿及铜蓝,黄铜矿含量约为0.30%,黝铜矿及铜蓝含量约为0.09%;黄铁矿含量高达7.30%。黄铜矿主要分布在0.043~0.015 mm 粒级,90%的黄铜矿以连生体的形式存在,多数难以充分单体解离。黄铁矿主要以单体形式存在,粒度较粗,主要分布在0.05~0.13 mm 粒级。黄铁矿是影响铜精矿品位提高的重要不利因素。
(2)试样在磨矿细度为-0.043 mm 占85%的情况下,以亚硫酸钠为抑制剂进行1 粗1 扫2 精低碱度浮选,最终获得了铜品位16.43%、铜回收率63.12%的铜精矿,较好地实现了试样中铜矿物的低碱度回收。
