抛物线插值法用于液压机工艺曲线的研究
2022-09-14贺永森
贺永森,陈 江
(合肥合锻智能制造股份有限公司 技术中心,安徽 合肥 230601)
1 背景与现状
实际生产中,封头液压机需要控制压边滑块的压力随着拉深滑块的位移按照一定工艺曲线变化,才能保证工件在拉深过程中变形均匀,既不起褶皱也不会减薄。根据压边力与拉深滑块位移的对应关系可以生成压力-位移曲线。这种曲线是非线性函数关系,无法直接使用某个函数表达式表示出来。
为了拟合这种压力-位移曲线,各压机生产厂家使用了不同的控制方法。目前绝大多数厂家使用分段定值法来对该曲线进行拟合。分段定值法就是将需要控制的参数划分出若干区域,每个区域给不同的固定数值使其结果更贴近所需要的曲线。分段定值法原理简单,理论上讲分段定值法分段越少误差越大,分段越多精度越高,只要能够分足够多的段即可完美模拟出所需轨迹曲线。但随着分段越多,需要设置的参数就越多,程序就越复杂,现场使用越麻烦,因此只应用在精度要求不高的场合。分段定值法的表达式如式(1),其示意图如图1 所示。
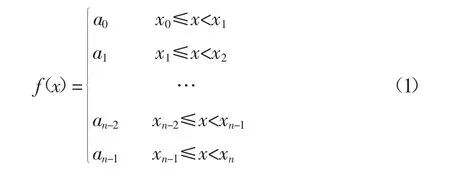
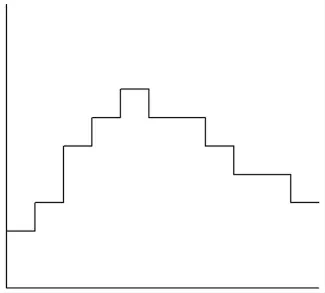
图1 分段定值法示意图
少部分液压机的控制采用分段的线性插值法来拟合。线性插值法是指先在需要拟合的轨迹上选取若干基准点,然后使用直线段将这些基准点依次连接起来,通过计算各线段的斜率和各个基准点的坐标值即可在各级点之间插入若干数值来拟合曲线轨迹。其表达式见式(2),示意图如图2 所示。

线性插值方式比分段定值方式有很大进步,基本可以满足大部分生产工艺的需要,由于各基点之间都是直线段,因此各线段的转折处都比较生硬,对一些要求变化平滑的工艺仍然无法满足需要。
理论上来说使用三次样条曲线来拟合轨迹曲线是可行的,但由于求三次样条曲线需要求导,大多数PLC 语句都不支持,而且编程复杂,占用运算资源太大,不适用于PLC 控制系统。
针对这种情况本文提出使用抛物线插值法来实现平滑的工艺曲线的拟合。同时使用抛物线插值法拟合曲线轨迹在使用PLC 控制时不占用太多资源,减少了算法对PLC 扫描周期的影响。
2 基本原理
抛物线插值法(parabolic interpolation method)又称二次插值法,是一种多项式插值法,是逐次以拟合的二次曲线的极小点,逼近原寻求函数极小点的一种方法[1]。其抛物线表达式为

该表达式依次经过曲线的三个点P1,P2,P3,且在t=0 时曲线在起点P1,在t=1 时曲线在终点P3,在t=0.5 时曲线在点P2,且切矢量等于P3-P1。
张永利在分段二次抛物样条插值法[2]一文中对该曲线进行了推导,得到了矢量化的抛物线多项式P(t)=(2t2-3t+1)P1+(-4t2+4t)P2+(2t2-t)P3(0≤t≤1)
然后对两条曲线段的搭接进行了加权合成,得到了一个方程组

该组方程可平滑地拟合出多点的样条曲线。可以用该方程组来拟合需要的曲线轨迹,如图3 所示。
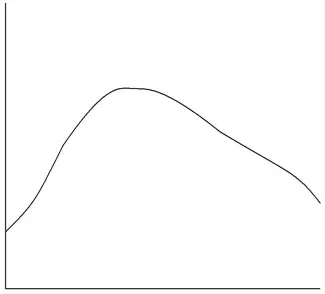
图3 抛物线插值法
杨连发[3]在研究变压边力的拉深装置时指出,滑块的压边力在拉深过程中呈现先增大后减小的曲线时拉深工件的质量最好。对该曲线可以用抛物线插值法进行拟合。先绘制出理想的压边压力(P)-拉深深度(S)轨迹曲线,如图4 所示,再将拉深深度S 对应图形的X轴,压边压力对应Y轴,沿X 轴方向将曲线段平均分为十段,定义11 个基准点S1~S11,对应Y 轴上定义11 个点P1,P2…P11作为曲线拟合的基准点。
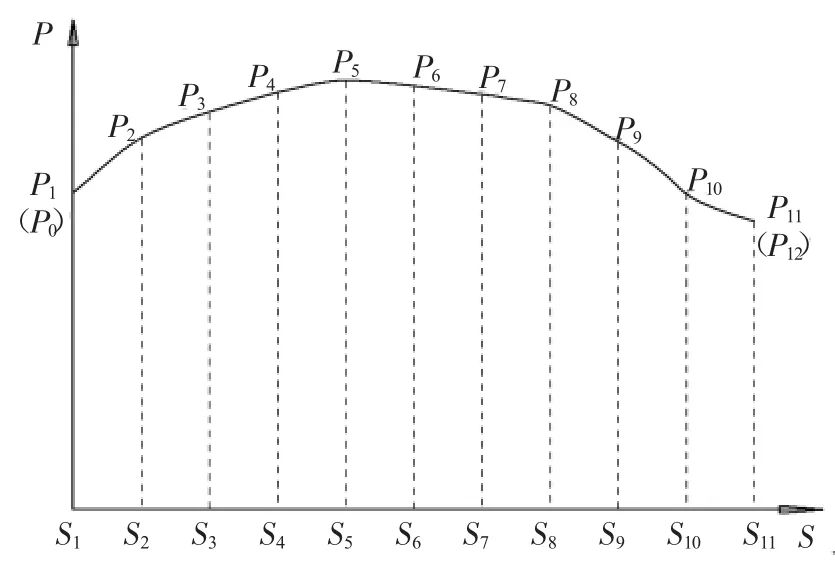
图4 压力(P)-位移(S)轨迹曲线
由于Pi+1(t)函数表示的是点Pi+1到Pi+2之间的线段,因此这种方法从n 个点中只能得到n-3 条线段,最两侧的线段无法得到。我们可以在两侧增加辅助点的方法得到两侧的线段。在线段前侧增加P0,使P0=P1,在线段后侧增加P12,使P12=P11。这样就能完整地将这条曲线段拟合出来。
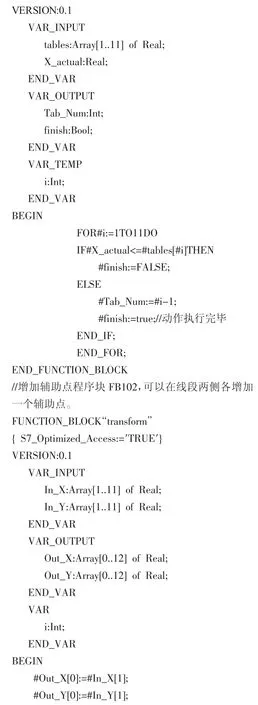
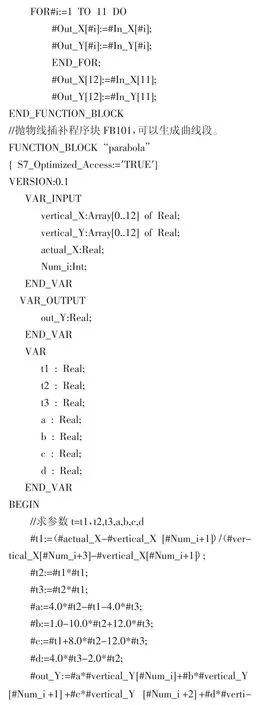
3 PLC 程序设计
根据上述理论可以完成程序的编制。以封头液压机的压边力控制为例,使用拉深滑块的深度作为X轴,以压边滑块的压力目标值作为Y轴,使用抛物线插值法进行拟合。本例使用西门子TIA Portal 编制控制程序。需要先使用SCL 语言建立查表、转换和抛物线插补的FB块,然后在OB1 组织块中进行调用。程序通过位移传感器实时读取拉深滑块的位移,通过查表程序判断滑块走到哪一段曲线,然后调用抛物线插补程序得到压边滑块的目标压力值。最后使用PID 运算控制伺服阀实时跟随压边滑块的目标压力值。FB 块程序如下:


4 实验模拟
对该程序使用了TIA Portal 自带的S7-PLCSIM进行仿真。在中断中生成数据发生器来模拟滑块运行的拉深深度,生成轨迹过左侧设定的十个基准点。最终生成轨迹曲线如图5 所示,过十个基准点的曲线是一个平滑的样条曲线,这样的轨迹可以减少压力突变带来的震动和工件拉深过程中产生的褶皱,可有效提升工件质量。
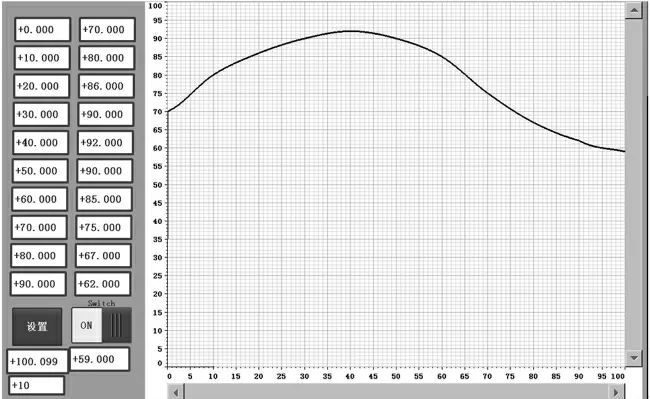
图5 位移-压力轨迹图
5 结束语
使用抛物线插值法生成平滑曲线轨迹并用于封头液压机压边力的控制,从而提高了压边力变化的平滑度,可有效提升产品的质量。该方法还可以在其他类型的液压机上进行推广。例如内高压成形液压机在压制过程中需要控制两侧液压缸随着高压缸压力的增加而增加,两侧缸的推进位置与高压缸压力形成一条非线性曲线。铝合金热压构件在压制时随工件温度降低其压力要随着工件温度按照非线性曲线降低才能得到满意的强度和表面质量。这些工况都可以使用抛物线插值法来拟合。这些算法的加入,必将有效提升液压机整体的性能。
