某焊接车间通风除尘系统设计
2022-09-09袁恬蔡彪董峰曲建涛
袁恬 蔡彪 董峰 曲建涛
(中国石油天然气第一建设有限公司,河南 洛阳 471023)
0 引言
在焊接工艺过程中会产生大量的粉尘等有毒有害物质。作业人员长期在这种环境中作业,会对健康造成危害,严重时会引起各种职业病,同时这些粉尘及有毒有害物质也是成为主要环境污染的因素之一。根据焊接车间的实际生产情况,在自然通风的基础上,对该焊接车间进行通风除尘设计,尽可能地改善作业环境,在职业病预防上也有重要意义。
1 工程实例
某焊接车间主要从事石油化工非标设备制造,根据非标设备特点,其产品的尺寸大小、原辅材料具有不确定性。该车间的焊接工件较大,焊接位置灵活,主要焊接方式为手工焊和二保焊(二氧化碳气体保护焊),焊接过程中产生大量的焊接烟尘及有毒有害物质。虽然通过改进工艺使得源头产生的尘量减少,但为了实现“零排废”可对该车间进行通风除尘系统设计,尽可能降低作业现场的粉尘浓度。
2 集尘罩设计及计算
基于现场实际生产情况,本设计采用柔性活动臂对焊烟进行收集,支架采用可转动的形式,且支管中间采用软管连接,不仅增大了作业半径,还增加了作业范围的可能性。
2.1 集尘罩设计
为有效地捕集焊接烟尘,根据实际工作情况,将其设计成圆形伞形罩。罩口直径D=200 mm,进风管直径d=160 mm,为保证罩口断面风速均匀,集尘罩的扩散角应不大于60°,这里取,则集尘罩高度为h=93.3 mm,集尘罩的结构及尺寸如图2 所示。
2.2 排风量计算
集尘罩排风量的大小取决于其结构、控制点风速Vx 及控制点至吸气口的距离X,对于自由悬挂的伞形罩,排风量的计算公式为:
根据罩口直径D=200 mm,可得出罩口面积:
对于焊接烟尘,控制风速Vx 取0.5 m/s[1],在设计罩口时应尽量靠近有害物源并减小吸气范围,因此,在不影响焊接作业的情况下,X 取0.3 m。由公式(2-1)可以得到排风罩的排风量:
在整体的通风系统中共设计5 个焊接工位,集尘罩的尺寸大小均相同,因此同理可得L1=L2=L3=L4=L5=1 677 m3/h。
3 通风管道水力计算
3.1 绘制排风系统图
根据实际生产情况绘制通风除尘系统轴测图,并进行编号,本系统①~⑥为最不利环路。
3.2 管道阻力计算
3.2.1 各管道沿程损失
以管段①为例,排风量为1 677m3/h,管径为150 mm,通过查圆形风管摩擦阻力线算图[1]或利用内插算法得出实际速度v=26 m/s,比摩阻Rm=55 Pa/m。
由于吸气臂及部分管道选用的是金属骨架包塑软管,管道内壁成波纹状,取管壁粗糙度修正系数k=2.0,根绝管壁粗糙度修正公式得
因此管段①的沿程阻力为:
其中l1 为管段①中镀锌管的总长度,l2 为管段①中软管的总长度。
同理可以得出其他管段的管径、实际流速、比摩阻,计算出沿程损失,具体结果见表1。

表1 通风管道沿程损失计算表
3.2.2 各管段局部损失以管段①为例,根据集尘罩为圆形伞形罩,其扩张角30,按照插值法算得ζ=0.09,90 弯头2 个,ζ=0.15×2=0.3,合流三通直管段,见图3。
其中,Pd为管段①的动压,ρ为空气密度,此处取1.2 kg/m3,同理可以得出其他管段的局部阻力系数(表2),以及局部损失(详见表3)。
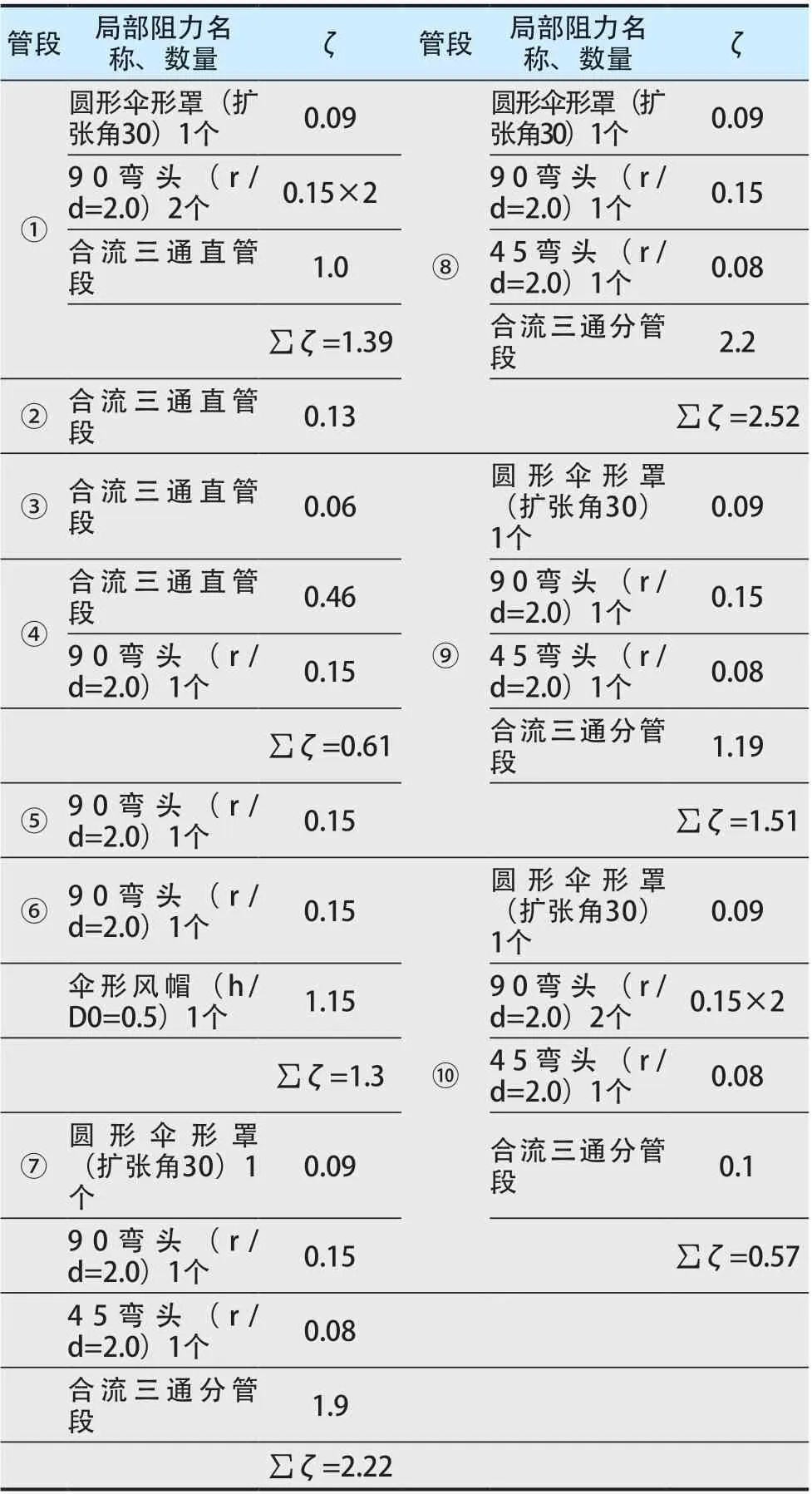
表2 各管段局部阻力系数统计表

表3 各管段局部损失、总损失计算表
则管段①的总损失:
3.3 管道压力平衡核算
为保证系统能够按照要求的流量进行分配,并联环路的阻力必须平衡。对除尘系统而言,各并联环路间的压损差值不宜超过10%。
汇点A 处,于管段⑦与管段①的不平衡率:
则汇点A 处平衡。
同理,得出汇点B 处,管段⑧与管段①+②的不平衡率为14.1%,此处平衡。
汇点C 处,管段⑨与管段①+②+③的不平衡率:
调整管径:
同理算出汇点D 管段⑩与管段①+②+③+④的不平衡率为47.6%,若将管段⑩调至D10=130 mm,不平衡率仍超过15%,因此采用D10=150 mm,用阀门调节。
4 选择风机和除尘器
4.1 风机选择
根据表3 可以得出该通风除尘系统的总阻力为:
其中KL是为了考虑系统漏风所附加的安全系数,这里取值1.1。
其中Kf是为考虑管道计算误差及系统漏风等因素采用的安全系数,这里取值1.15。根据风量和风压查看风机样本选择C4-73-11No.4.5C 型风机和Y160M2-2 型电机,转速为3550 r/min,流量为10 900 m3/h,全压为3 383 Pa,功率15 kW。
4.2 除尘器选择
该焊接车间主要有害物为矿物粉尘、烟尘、金属粉尘,这些粉尘的粒径通常在1 μm 以下,针对焊接烟尘的特性,本通风除尘系统选取滤筒除尘器。
滤筒除尘器以滤筒作为过滤元件所组成或采用脉冲喷吹的除尘器,含尘气体进入除尘器灰斗后,由于气流断面突然扩大及气流分布板作用,气流中一部分粗大颗粒在动力和惯性力作用下沉降在灰斗;粒度细、密度小的尘粒进入滤尘室后,通过布朗扩散和筛滤等组合效应,使粉尘沉积在滤料表面上[2],净化后的气体进入净气室由排气管,最后经风机排出。
该除尘器采用8 只滤筒,由于滤料折褶成筒状使用增大过滤面积,单只滤筒的过滤面积可达23.6 m2,并使除尘器结构更为紧凑,与同体积除尘器相比,过滤面积相对较大,过滤风速较小,阻力较小,除尘效率可达99.9%,减少污染物排放,同时还具有使用寿命长等特点。
5 结论
本文结合工程实例对石油化工非标设备焊接车间的通风除尘系统进行设计。针对焊接的非标设备的特性,选用可移动式吸气臂增大作业半径的同时,增大作业半径的可能性;根据焊接特点设计集尘罩,通过计算各排风罩风量,得出整体系统所需风量。
系统总风量为8 385 ,系统总阻力为,选择C4-73-11No.4.5C 型 风 机 和Y160M2-2 型 电 机, 转速为3 550 r/min,流量为10 900 m3/h,全压为3 383 Pa,功率15 kW。
基于焊接烟尘的特性采用滤筒除尘器,该除尘器具有过滤面积大、低排放、体积小、使用寿命长等特点。
