复杂低品位伴生萤石高效回收技术研究与应用①
2022-09-09阳华玲王长福朱超英周清波冯章标
阳华玲,王长福,刘 铭,朱超英,周清波,冯章标
(长沙矿冶研究院有限责任公司,湖南 长沙 410012)
我国萤石资源储量丰富,但多属低品位伴生萤石类型,资源开发利用难度大[1⁃4]。以前受萤石选冶技术水平限制,大多数伴生萤石资源未得到有效利用而随尾矿丢弃,造成萤石资源大量浪费。本文针对我国伴生萤石资源选矿回收存在的主要问题,有针对性地开发关键技术,形成了三大特色的萤石回收新技术(萤石活化技术、耐低温萤石捕收剂研发技术和复杂脉石矿物分步抑制技术)。该技术在柿竹园、郴氟公司等矿山企业获得了工业应用,并产生了巨大经济效益。
1 我国伴生萤石资源特点及选矿回收存在的主要问题
1.1 我国伴生萤石资源特点
我国伴生萤石资源特点是:①伴生组分多,通常与铅锌钨锡等金属资源共伴生,资源综合利用价值大;②萤石品位低,与钨锡矿、铅锌、稀土⁃铁伴生的脉状或蚀变岩型矿的萤石品位一般为15%~20%;与石英、硫化物、石英⁃重晶石⁃方解石组成的脉状或层状矿床萤石品位一般为30%~60%;③除萤石外,矿石中往往还含有较多与萤石性质相近的含钙脉石矿物(如方解石、石榴子石等)。
1.2 我国伴生萤石资源选矿回收存在的主要问题
我国伴生萤石资源选矿回收存在的主要问题为:
1)萤石多与钼铋钨等金属共生,选矿工艺流程复杂,钼铋钨等金属浮选药剂对萤石选别影响较大,萤石被强烈抑制。
2)传统萤石捕收剂不耐低温,冬季用量大、技术指标差、回收率低。
3)矿石中萤石品位低,且含方解石等多种与萤石性质相近的含钙脉石矿物,分离难度大,萤石精矿品质不高。
2 萤石高效回收新技术研究
2.1 粗选萤石活化试验
我国伴生萤石多与钼铋钨等金属共生,在萤石选别前一般先浮选回收钼铋钨等资源,在回收这些金属资源过程中投加大量浮选药剂(如水玻璃等),萤石被强烈抑制,萤石精矿回收率低。如何有效剥离萤石表面吸附的浮选药剂,产生新鲜萤石表面,减少药剂对萤石的“二次污染”,恢复或改善萤石的可浮性是实现萤石高效活化的重点。因此对某浮钨尾矿进行了萤石粗选活化对比试验,使用Z⁃C1时其用量为500 g/t,试验流程见图1,结果见表1。

图1 粗选萤石活化试验流程
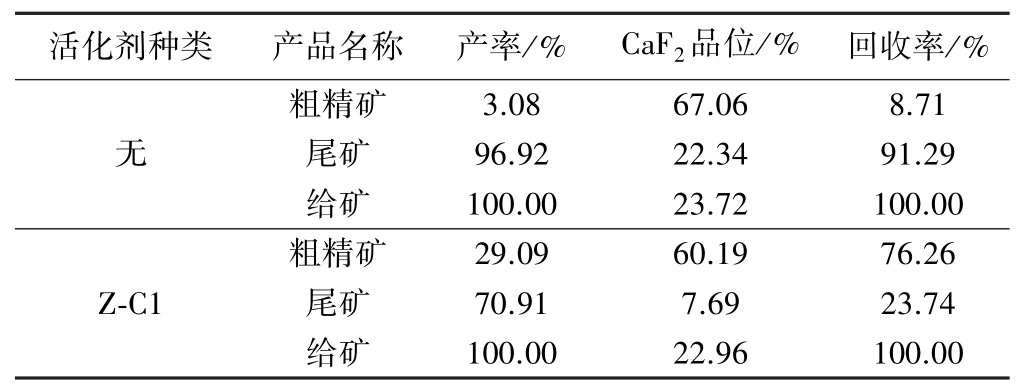
表1 粗选萤石活化试验结果
从表1可知,未添加活化剂时,萤石被强烈抑制;而添加Z⁃C1(自主研发的一种无机酸)后,粗精矿中萤石回收率明显提升。主要是Z⁃C1能有效剥离萤石表面吸附的浮选药剂,产生新鲜萤石表面,减少药剂对萤石的“二次污染”,恢复或改善萤石的可浮性。
2.2 新型萤石耐低温捕收剂的研制
萤石浮选以阴离子类捕收剂,尤以脂肪酸类捕收剂为主,但常规脂肪酸类萤石捕收剂往往不耐低温或不能兼具良好的捕收性能和选择性,导致萤石生产受温度影响大,往往出现冬季药剂用量大(增加2~3倍)而技术指标反而变差的情况。针对传统萤石捕收剂不耐低温的问题,通过化学合成,引入羟基、酰胺基等多种基团,自主研发出新型耐低温萤石捕收剂CYP⁃01,该捕收剂具有耐低温、易溶解、耐酸碱、兼具良好捕收性能和选择性等特点。CYP⁃01萤石捕收剂与油酸用量均为300 g/t时,捕收剂种类对比试验结果见表2。

表2 捕收剂种类对比试验结果
由表2可知,浮选温度升高,萤石回收率均逐渐升高。在相同用量条件下,CYP⁃01捕收剂获得的萤石回收率更高;粗精矿产率相近时,CYP⁃01捕收剂获得的粗精矿萤石品位更高。可见,CYP⁃01捕收剂与油酸相比具有更优良的耐低温性、捕收性能及选择性。
2.3 复杂脉石矿物分步抑制技术
我国伴生萤石资源往往品位低,且含有方解石、含钙铁硅酸盐等多种脉石矿物,这些脉石矿物与萤石可浮性相近,难浮选分离。本文利用萤石与方解石、石榴子石等脉石矿物存在不同的最佳pH值浮选区间,采用水玻璃、Z⁃C1及Z⁃C2(自主研发的一种酸性无机盐)等抑制剂组合进行分步抑制,从而实现萤石与方解石、石榴子石等脉石矿物的有效分离。试验流程见图2和图3,结果见表3。
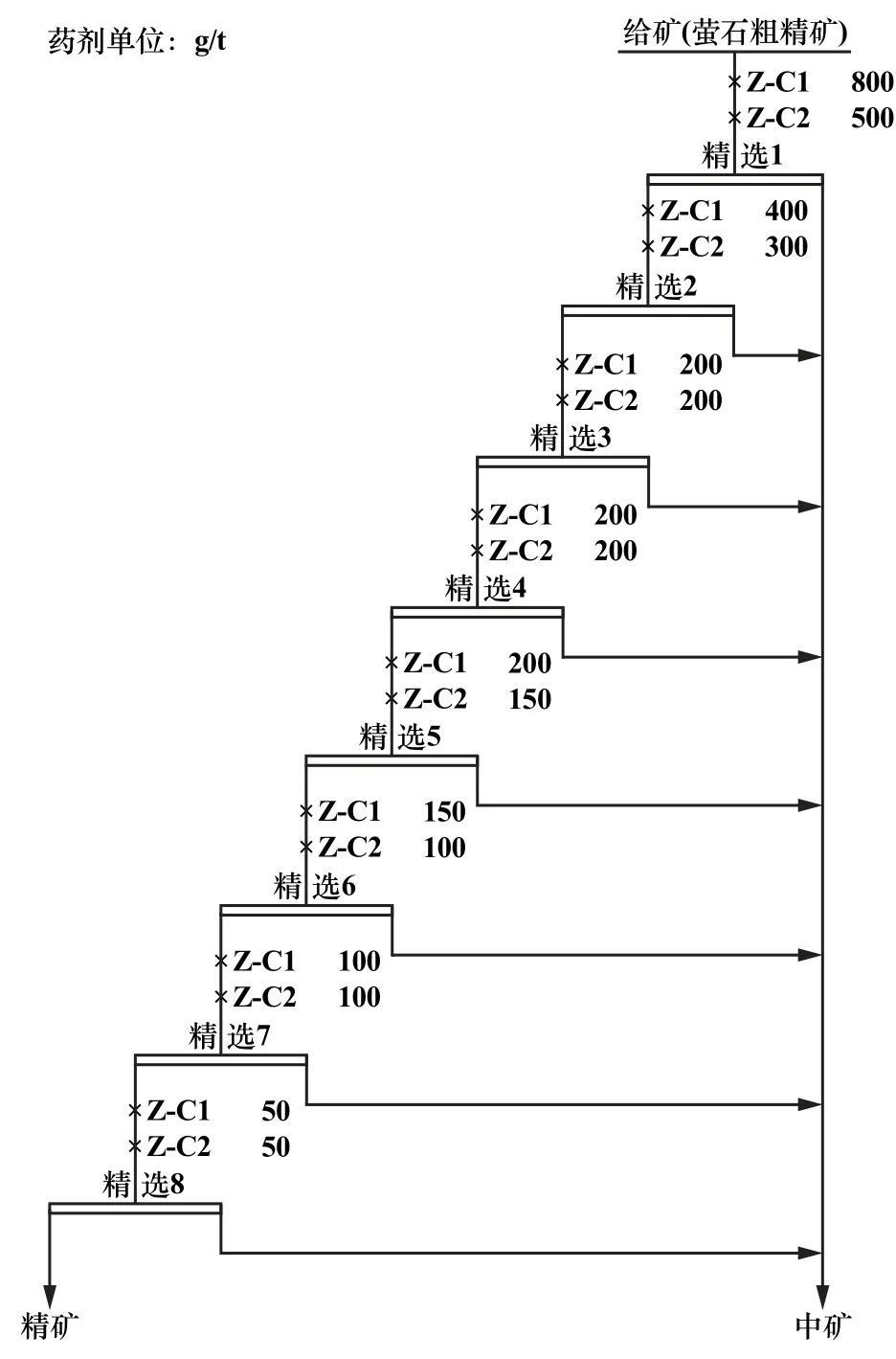
图2 精选流程1
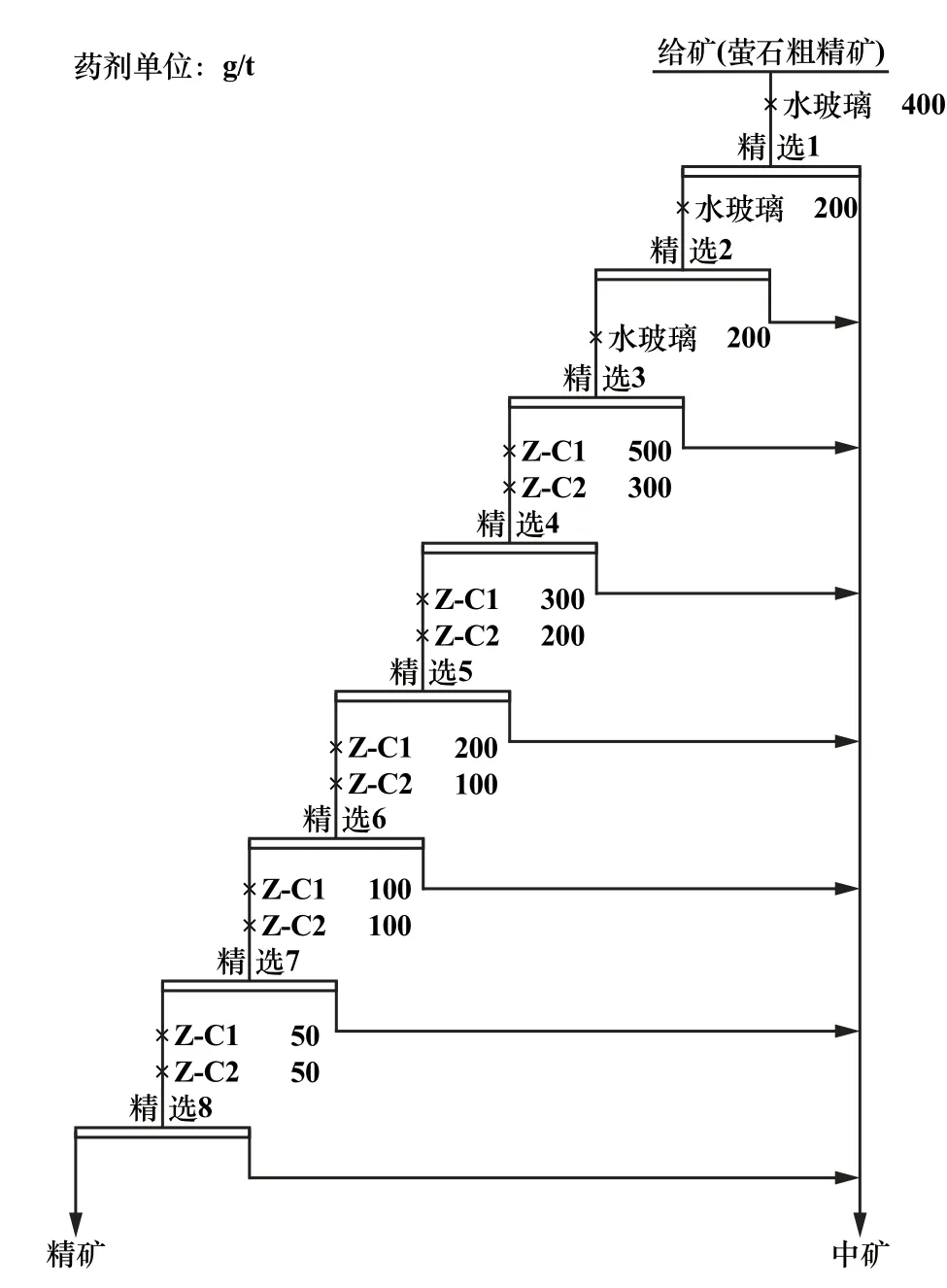
图3 精选流程2
由表3可知,采用先碱后酸的分步抑制工艺(精选流程2)获得的萤石精矿指标更好。
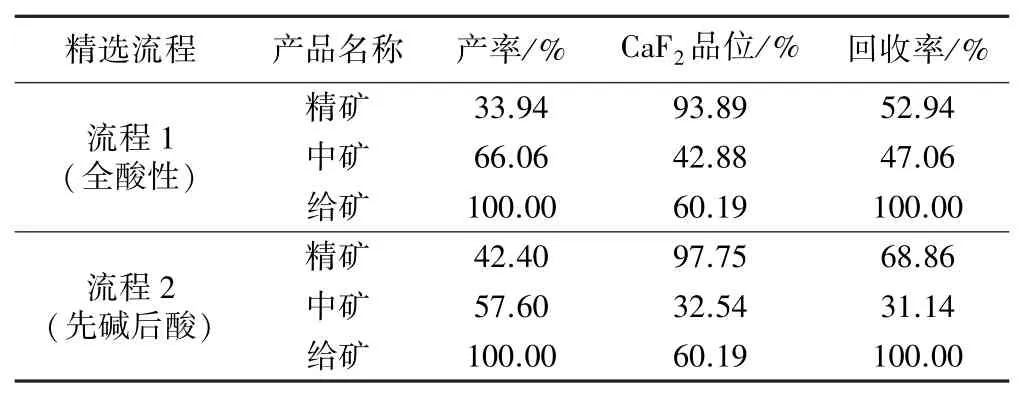
表3 分步抑制试验结果
2.4 全流程闭路试验
采用萤石高效回收新技术对某CaF2品位23.11%的浮钨尾矿进行了全流程闭路试验,试验流程见图4,结果见表4。
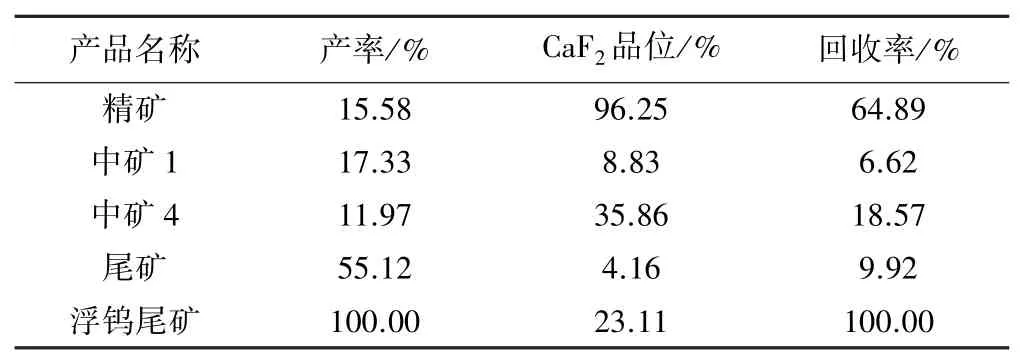
表4 全流程闭路试验结果

图4 闭路试验流程
由表4可知,全流程闭路试验可获得CaF2品位96.25%、回收率64.88%的高品位精矿,萤石资源获得高效回收。
3 工业应用
萤石回收新技术已在郴氟公司萤石选厂及柿竹园东波选厂获得工业应用,并取得良好的技术指标和显著的经济效益。
3.1 郴氟公司萤石选厂萤石回收工业应用
该选矿厂生产规模3 350 t/d,萤石给矿来源于柿竹园钼铋钨金属矿选厂浮钨尾矿矿浆,给矿CaF2品位17%~20%、CaCO3含量7%~12%。采用新工艺获得的技术指标与原工艺指标对比结果见表5。

表5 新工艺与原工艺技术指标比较结果
由表5可知,采用新工艺后,萤石生产技术指标得到大幅提升,高萤石精矿CaF2品位由87.47%提高到94.57%,回收率由46.34%提高到60.23%;综合萤石精矿CaF2品位由85.79%提高到92.40%,萤石总回收率由52.50%提高到66.73%。2017年10月在新技术工业应用基础上进行了低品位系统优化,进一步提高低品位精矿回收率,使萤石总回收率达到72%左右;2017年为选厂新增直接经济效益4 000万元以上,间接经济效益上亿元。
3.2 柿竹园东波3 000 t选厂萤石回收工业应用
该选矿厂生产规模3 000 t/d,萤石给矿来源于柿竹园东波选厂钼铋钨金属矿浮钨尾矿矿浆,给矿CaF2品位18%~23%、CaCO3含量2%~6%。采用新工艺获得的技术指标与原工艺指标对比见表6。

表6 新工艺与原工艺技术指标比较结果
由表6可知,采用新工艺后,萤石生产技术指标得到大幅提升,综合萤石精矿CaF2品位由85.79%提高到89.52%(其中高品位精矿CaF2品位93%以上),回收率由50.30%提高到59.29%,每年为选厂新增直接经济效益4 000万元以上。
4 结 语
1)针对我国伴生萤石回收存在的共性问题,开发出萤石回收新技术,新技术具有三大特色:①研发的萤石捕收剂CYP⁃01抗低温性能强,即使在10℃,仍具有高效的萤石捕收性能。②萤石高效活化技术可有效剥离萤石表面吸附的浮选药剂,产生新鲜萤石表面,减少药剂对萤石的“二次污染”,恢复或改善萤石可浮性。③通过调控浮选矿浆体系电位,改变矿物表面性质,实现含钙矿物、含铁硅酸盐及石英等复杂脉石的分步抑制,提高萤石精矿品位。
2)新技术有效解决了我国伴生萤石资源技术瓶颈问题,在柿竹园及郴氟公司等企业成功实现了工业应用,取得了良好的技术经济指标。
3)当前我国萤石资源以低品位伴生萤石资源为主,许多伴生萤石资源因技术瓶颈问题尚未得到有效开发利用。本文开发的萤石回收新技术有效解决了我国伴生萤石资源回收存在的技术瓶颈,可广泛应用于各类型伴生萤石资源的回收,应用前景广阔。
