烟盒六面外观检测装置的设计
2022-09-09欧阳冰
欧阳冰
(深圳烟草工业有限责任公司 广东省深圳市 518000)
伴随着智能制造业的不断发展与完善,在烟盒的生产过程中,烟盒六面的质量水平已经变得越来越重要,烟盒六面的外观质量不但直接体现着香烟产品的生产质量水平,更是代表着企业的实际生产工艺质量,是一个香烟企业综合实力的有效体现。因此,当前的香烟制造企业对烟盒六面的外观检测工作给予了高度的关注与重视,特别是在烟盒六面外观检测装置的设计上,检测装置设计的科学与否,直接影响到实际的烟盒六面检测效果,需要当前的设计人员切实做好设计工作,确保检测工作的顺利进行。
1 功能特征
在信息技术不断发展与完善的时代背景下,互联网产业与当前的制造业开始相互融合发展,进而在制造业中引发了极大的变革,制造业的生产目标也开始由以往的数量型生产逐步转向成为质量型生产。制造业开始通过提升产品质量来有效的提高产品的附加价值以及销售利润,从而最大限度的提升产品的市场竞争力以及市场竞争地位,而且是提升产品质量的方式有很多,但是最为常见的方式还是以检测其外观质量为主。影响香烟产品质量的内外部因素有很多种,例如,产品的外观、品质以及口感等。不仅是用户,当前的制造业对于生产出来的产品质量的要求也变得越来越高。特别是对产品的外观质量的要求,更是在逐年的提升。当前消费者对于产品外观的要求已经逐渐高于产品本身的质量需求。倘若烟盒在生产出来后,其六面存在一些变形、划伤以及污渍等问题缺陷,势必会导致烟盒的美观度下降,其产品的市场价值也会随之受到一定的影响。
当前借助应用成像原理而设计出来的小包外包装检测装置已经在诸多的烟厂开始进行实际的应用,本企业切实依据生产制作小包检测装置的设计经验以及各大烟厂的实际使用情况,生产设计出了适应能力强且检测效率高的小包外观检测仪器。该小包外观检测仪器适用于当前小包硬盒生产线,其自身所具有的特点具体如下。
本企业所研发设计出的小包外观检测仪器共配备四个相机,可以对烟盒的六个面进行同时检测,与以往的烟盒外观检测仪器相比较而言,本企业所设计的小包外观检测仪器成功的避免了两个相机检测五个面的问题。每个相机的实际检测窗口一般都可以达到128个。在对烟盒六面外观进行检测的过程,可以对烟盒进行自主的分包,从而在一定程度上避免连包问题,进而有效的降低检测过程中的漏检、漏剔以及误剔等检测问题的出现,同时该项烟盒分包技术已经申请并获得了国家专利的认可。
本企业所设计研发出来的烟盒六面检测装置使用了高亮度的LED无影柔光光源,以及频闪光源控制器,不仅不会在烟盒的六面外观上形成阻碍检测的光斑以及光影,同时还可以有效的延长光源的使用时间,其检测图像的成像清晰度也要高于以往的烟盒六面外观检测仪器。质量好的光源对于获取烟盒六面外观的质量图像有着极为重要的作用,本企业所设计使用的光源能够在一定程度上提升预处理图片的物体体征,并降低不需要关注的物体以及噪声的干扰。烟盒六面的外观质量问题属于小目标,检测人员用人眼是很难发现的,需要借助亮度相对较高的光源才能使图像变得清晰,因此检测设计人员在仪器上才选配了无影柔光光源,以及频闪光源控制器。
小包外观检测仪器中所使用到的主要元器件都是使用国外进口的产品,全部出自大品牌之手,其元器件的性能不仅稳定可靠,而且其工作效率也相对较高,当元器件出现故障时,可以直接使用备用件对其进行更换,简单方便。小包外观检测仪器中所使用的图像处理器,是日本Keyence公司所研制的新一代处理器,能够在实际的工作中安置多个检测点,以此来对烟盒六面外观进行高质量的检测,同时真正的实现通信功能,使用的是嵌入式系统,在高速运转的过程中,可以保持长久的稳定性并不会死机。同时MAC高速气阀吹气剔除,从而可以完成实时的持续准确剔除。
除此之外,小包外观检测仪器不仅运行稳定,且实际工作中的故障率相对较低,并具有一定的防尘、防震以及抗干扰等功能。针对检测数据和NG图片的数据采集而言,对所采集的NG窗口、时间以及频率等数据,这些数据一般的保存时间为1年,检测仪器会自动删除一些时间相对较早的NG图片数据,并留有数据采集的接口。小包外观检测仪器利用图像传感器对生产出来的良品烟盒进行学习,并将其他与之不相符的烟盒评定为不良制品,并对烟盒产品的实际出厂参数进行快速的检测,从而在一定程度上减少当前操作人员的调试以及检测工作作业量。因为要对烟盒的六面外观进行检测,因此需要截取原有皮带机的400毫米来对当前的烟盒六面外观检测仪器进行安装,在对烟盒六面外观检测仪器安装完成后,再将皮带机进行重新的连接,对皮带机进行接驳时,要是专业的接驳设备,以此来提升皮带机的接驳速度,通常情况下,可以在30分钟内完成皮带机的接驳,根据多家使用单位的实际经验考证,皮带进行接驳后的实际使用年限为5到8年。
2 系统组成
2.1 电气结构
本企业所设计研发的小包外观检测仪器的电气结构主要有以下几部分组成,分别为光源控制器、图像处理器、相机、光源、PLC等。烟盒六面外观检测仪器电气结构图如图1所示。
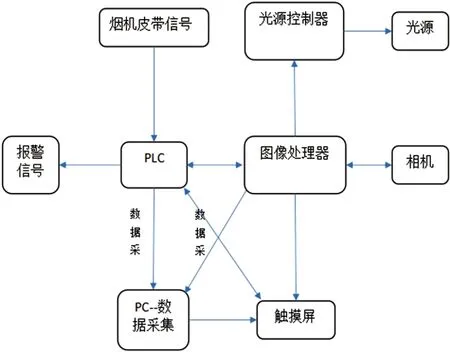
图1:烟盒六面外观质量检测仪器电气结构图
本文以电气结构中的相机为例,对其相机的有关设计进行简单的阐述。根据当前的扫描方式的不同,用于烟盒六面外观质量检测的相机属于工业相机,其中工业相机又可以分为面阵相机以及线阵相机,因为需要对烟盒六面外观质量进行检测,检测人员需要得到一定的二维图像特征,因此在设计中所使用到的相机为面阵相机。相机按拍照的色彩也可以分为黑白或是彩色。当烟盒通过传感器位置时,如果选用了黑白相机,将无法对烟盒六面的外观质量进行有效的核查,因此,随时用的为彩色相机。上文曾提及在检测过程中会留存数据通信接口,一般情况下,工业相机的常见数据接口一般有USB2.0、USB3.0以及GigE等接口,在实际的设计中会切实依据当前小包硬盒生产线的实际检测需求来甄选最为合适的通讯数据接口。如表1所示。

表1:数据接口优劣势对比表
Camera Link 采集速度相对较快,相机参数设置简易。相机数量少,且价格昂贵,需要一定的相机文件作为支持。
同时,相机的实际分辨率对烟盒六面外观的细节处理有着相对重要的作用,相机的自身分辨率越高,对烟盒六面外观的图像采集就越清晰,其中一些小的缺陷或是质量问题就越容易被检测出来。相机的镜头就是人体的眼睛一样,更为精准点说,相机就像人体眼睛中的晶状体,外界物质通过光线的照射,再将光线反射到人体的眼睛之中。在小包硬盒烟盒的检测过程中,相机镜头会向所要照明的物体经过光线的发射,来传递到传感器上、之后相机就会将接收到了的电信号转化成为图像信号,镜头与相机之间的实际匹配质量将之间影响着图像的清晰度,对烟盒六面外观的检测工作也有着极大的影响,所以检测技术人员需要在实际工作开始之前,甄选出最为合适的镜头,所使用的CCD机型其参数初始数值为表2所示。

表2:CCD机型的参数初始值表
当使用相机对烟盒六面外观进行检测时,一旦良品烟盒被判定为NG产品时,检测人员需要按照程序对其进行处理。当良品烟盒被误判成为NG产品时一般可以分为以下三种情况,第一,检测到烟盒六面上存在浅谈的缺陷,第二,误检到工件以及图形的轮廓忽视特定的位置,第三,误检到了细小的缺陷、这时检测人员可以在操作屏幕上点击“追加学习”按键,对烟盒进行重新的检测。若是在“追加学习”后,小包外观检测仪器还是可以检测出烟盒存在一定的缺陷,检测人员可以对“缺陷浓度下限”进行提升。若是仍然发生误检的行为,检测人员可以在良品学习的界面将“降低干扰”选项进行勾选,并提升其初始参数。倘若是位置偏移补正失败,检测人员可以通过“位置偏移补正”来对其参数进行设定。倘若在“追加学习”后,小包外观检测仪器仍可以检测出良品烟盒存在细小的缺陷,可以将“缺陷量”的初始参数进行上调。
最后,是对电机的选择,电机一般可以分为两种,分别为步进电机以及伺服电机两种。步进电机是通过对脉冲的数量来控制其相机的转动角度,每一个脉冲信号都可以控制着一个步距。在步进电机进行慢速运动时,会出现一定的低频波动。而伺服电机与步进电机相比较而言,具有一定的优势。第一,在实际的运行过程中,当相机的驱动器接收到脉冲反馈时,电机将会计算其脉冲数量,并对其步距位置进行计算,一般可以精确在0.001毫米。伺服电机具有一个的自我调节能力,在慢速运动下,可以自主的寻找共振点,以此来促进电机的平稳运行。同时伺服电机的实际控制方式为闭环控制,内部运行的主体架构是相互补充的,并且其实际的反应速度是相当快的,一般只需要几毫米的时间。
2.2 分烟机构
上文曾提及到本企业所设计研发的分烟机构已经申请并获取了国家专利的认证,切实符合小包硬盒生产线的实际检测以及分烟需求。适应“烂烟”以及“胀包”等类型的分烟,在当前的实际检测工作中适应性相对较强,最大限度的避免了传统检测仪器在实际的检测工作中,无法进行剔除连包烟盒的检测缺陷。分烟机构示意图如图2所示。
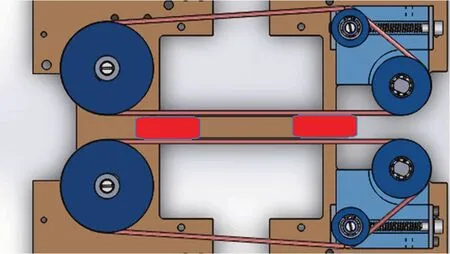
图2:分烟机构示意图
图2中的圆形皮带的实际线运转速度是小包烟盒运输到皮带速度的1.9倍,二者之间所产生的速度差,是可以将连包烟盒进行有效的分离的,一般的分离距离为50毫米到80毫米左右,其中普通小包的长度为90mm,同时可以持续的剔除机构的入口处,以此来保证烟盒在整体的运行过程中都是经由皮带所夹住,来进行运行的,从而有效的实现了烟盒的自主分包。
2.3 处理算法
在对小包外观进行六面的实时检测过程中,小包外观检测仪器会对传送带上的烟盒进行六面拍摄,将拍摄的图片输入到计算机的图像处理软件之中,之后借助图像处理算法来对烟盒的图像的特征进行分析,之后技术人员可以借助计算机的帮助,来将外观检测仪器所拍摄的图像与企业产品标准图像进行对比,并对其对比数据进行分析,将所得到的结果输出,并通过有关的指令控制I/O对其执行有关动作。当前由企业所生产的烟盒在产出过程中一般所存在的外观缺陷主要可以分为六点。
(1)有烟盒上没有封签、封签没有在烟盒的居中位置,封签的部位出现了损坏。
(2)没有烟盒的包装纸。包装出现搓搓,包装纸存在错牌。
(3)烟盒的包装纸倾斜或是错位,其连接处有些许翘起。
(4)烟盒的包装纸存在一定的破损,印刷处存在一定的污染。
(5)烟盒的油封线错位。
(6)烟盒出现严重的形变。
针对烟盒外观进行检测,其中所包含的算法是相对较为困难的开发技术难点,因为,在相对较为优异的算法控制下,其烟盒外观的检测质量及效率才会切实的提升,在算法图库中存在着诸多的图像处理函数,在这些函数的基础上,地当前的烟盒外观检测算法进行优化与设计,可以切实提升当前烟盒外观检测质量,降低复检次数,为企业节约烟盒检测成本。值得注意的是,为行之有效的满足当前检测系统的要求,其设计软件需要具备一定的数据上传性能。为有效的满足当前烟盒外观检测质量与效率,技术人员在确保检测仪器架构无误的情况下,要对其硬件配置进行合适的搭配,其所要使用的硬件设施要具有一定的经济适用性以及运行可行性。在硬件配置中需要含有数字照相机、照明机构以及I/O控制系统。以此来充分的保证其检测质量与效率。
在其算法的基础上,技术人员需要借助I/O控制系统,对烟盒外观的检测情况进行分析与控制。在小包外观检测装置上的相机对烟盒进行拍摄后,就需要将工控机上的图像进行分析处理。倘若烟盒外观的色差以及角度都要算法的公差之内,那就可以说明该烟盒的外观质量是合乎规定的,反之,就是外观不合理。要对其处理完成后,就可以借助I/O控制面板将数据信息及时的输送给主控系统,再由主控系统对其进行数据处理,对不合格的烟盒进行剔除并对其进行跟踪,同时主控系统也会将检测结果上传到企业的信息服务器之中,为后续的烟盒外观检测以及烟盒外观检测标准的制定提供客观真实的数据信息。同时其所预留下来的数据控制接口可以用来接收远程命令,以此来对当前的烟盒检测工作进行集中控制,从而有效的提升当前烟盒外观检测工作的质量与效率。
2.4 控制系统
小包外观检测仪器的控制系统一般分为两个主体部分,分别为逻辑控制部分以及检测控制部分。逻辑控制部分一般是指一些电机的启动与关闭、剔除控制以及反向堵烟判断等,而检测控制部分则包含触发控制、NG窗口统计以及PC通信检测数据等。同时检测装置中的烟盒输送方式的设计,是直接关系到烟盒的六面外观能否被同时进行相机覆盖的主要因素,并且其检测装置的实际结构也要受到其影响。检测控制部分一般都是使用二次成像技术,在烟盒被皮带夹持时,相机会对烟盒的上下两个面进行检测,同时其他相机就会对烟盒的前后左右四个方位进行检测覆盖,以此来完成对烟盒的六面检测。
小包外观检测仪器使用了日本KEYENCE公司的CV-X系列图像处理器,该项图像处理器是KEYENCE公司的新一代研发产品,可以兼容CV-5000系列的处理器中的所有功能,并在其中增加了一项智能学习功能,将以往的手柄操作模式调整为当前的鼠标操作。其中智能学习功能是指小包外观检测仪器借助对良品烟盒的学习,以此来有效的增加当前烟盒产品的检测参数,进而降低检测人员的工作量,倘若需要对烟盒的某一部位进行重点检测,只需要技术人员在其中增加一定的小窗口数量即可,小包外观检测仪器对良品烟盒的智能学习步骤如下,首先,需要对其定位进行设置,之后要将检测窗口进行设定,并在皮带上传送一些良品烟盒,让小包外观检测仪器对良品烟盒进行智能学习。同时,可以对其上下限的参数进行检测,在操作界面上点击良品学习后,便可以对其进行复数的追加,对良品烟盒的偏差数据进行保存,在操作屏幕上,检测人员只需要点击“REC”按键,并放置良品,之后点击“追加学习”便可以将良品烟盒的图像进行存储,同时值得注意的是,在外部也可以触发良品烟盒的存储图像,小包外观检测仪器每追加一次智能学习,在其指示区域内就会增加一个指示图标,一页的指示图标约为30个。
2.5 剔除机构以及数据采集
为了更好的适应加速后的烟包剔除,本企业使用了流量相对较大的MAC高速电磁阀,并对小包外观检测仪器的剔除喷嘴做了相对较为专业的研究与分析,从而使得当前的NG烟包在满足剔除标准时可以被仪器进行高效率的剔除。借助计算机技术、图像处理器、PLC通讯以及NG图片的采集来有效的完成当前的检测数据采集。
3 技术规格
本企业所设计的小包外观检测仪器其基本规格类型主要有以下几种,分别为电源电压、实际功率、检测箱尺寸、控制箱尺寸、设备总质量以及剔除机构尺寸。其中电源电压为220V•AC±10%/50Hz,实际运行功率为400W,检测箱规格(包含分烟机构)为516×420×430(cm),控制箱尺寸为550×400×450(cm),设备总体质量为70千克。其中检验规格表具体如表3所示。

表3:检测仪器检测规格表
4 安装位置以及方法
对小包外观检测仪器的安装需要将原有的小包跑道进行截断,截断长度约为400mm,并将我司专利设计的分包机构加装到截断的缺口处。并对截断的小包跑道进行重新的更换或是对其进行接驳,之后将控制箱以及安装箱进行安装,最后将剔除机构进行最后的安装,其中检测以及剔除部分的实际长度约为700毫米。同时在对烟盒进行六面检测时,其底面的检测是最为薄弱的环节,为切实做好六面检测,需要在烟盒的传输方式上进行特殊的设计,使得数字相机可以充分的检测到烟盒的底部,完成烟盒六面外观的同时检测。
5 结论
综上所述,随着经济的发展与社会的进步,制造业要想在复杂多变的市场经济中脱颖而出,就需要不断的提升自身的产品制造质量,以此来充分的提升只是你的产业核心竞争力以及市场经济地位,而提升产品质量最为有效的手段就是控制产品质量。并且当前消费者对于产品外观的需求已经开始高于对其本身质量的需求。因此,当前的烟盒在出厂之前,一定要切实做好外观检测,烟盒的外观质量也是其产品整体质量的主要体现。所以,当前的技术人员要切实做好检测仪器设计,以此来充分的确保当前烟盒六面外观检测工作,进而使得企业的经济效益可以达到最大化。