M形去除函数在高效气囊抛光中的应用研究
2022-09-04姜涛
姜 涛
(集美大学 机械与能源工程学院,厦门 361021)
0 引言
大口径自由曲面光学元件广泛应用于强激光装置、大型天文望远镜、卫星用光学系统等大中型光学系统中,随着国家重大光学工程及国防尖端技术对它们的需求量越来越大,实现大口径自由曲面光学元件的高效、高精度加工是光学元件制造领域需要解决的关键问题[1,2]。气囊抛光技术采用具有一定充气压力的柔性橡胶气囊作为抛光工具,通过选取不同的工艺参数(如气囊充气压力、气囊压缩量、主轴转速、气囊头直径)可以有效地控制抛光材料去除效率以及对光学表面误差确定性地去除,从而获得高质量的大口径光学元件,因此,气囊抛光技术是一种适用于大口径自由曲面光学元件精密加工且极具潜力的加工方法[3]。
去除模型作为抛光的核心技术对实现抛光过程的材料去除可控性和确定性有着重要的影响。目前,对于气囊抛光去除模型的研究大多基于Preston理论,并根据自身及加工对象的特点对其进行改进修正[4,5]。Walker使用IRP-1200型气囊抛光机床用实验的方法定点抛光,得到不同工艺参数的气囊抛光去除函数,并验证该去除函数的稳定性[6,7]。Hongyu Li使用Preston方程建立了去除函数的方程,并对工件边缘去除函数建模展开研究,使用半径80mm的气囊头通过4次修正抛光得到样件的全口径面形误差为PV 479nm和RMS 59nm[8]。王春锦等使用ANSYS对气囊接触区应力进行仿真分析,使用动态接触区轮廓提取装置提取不同参数的接触区轮廓,并对气囊抛光动静态的去除函数进行仿真[9~11]。宋剑锋确定了气囊抛光最佳工艺参数的选取范围,并建立关键工艺参数与去除效率的关系,通过正交实验对关键工艺参数进行综合优化并对曲面光学零件进行抛光实验,最终的粗糙度可达Ra 3.02nm[12]。金明生在优化参数后提出了一种脉动气囊抛光方法,借鉴超声高频振动光整加工的原理,利用脉宽调制技术实现对气囊内部充气压力的脉动控制[13]。
气囊抛光类高斯形去除函数具有良好的空间对称性和中心去除峰值,在理论分析中被认为是理想的去除函数。实际抛光加工中,橡胶气囊头在压缩情况下导致接触区的压力没有出现类高斯分布,反而由于气囊表面受力被压缩产生内凹,使接触区中心的压力变小,形成去除峰值对称的M形压力分布,产生了M形去除函数。高效气囊抛光加工以快速去除大口径光学元件的表面与亚表面缺陷为目标,加工过程具有气囊转速高、气囊充气压力大和气囊压缩量大的特点,在这种工艺参数下去除函数往往是M形的,与理论分析采用的去除函数模型不一致。因此,有必要对M形去除函数在高效气囊抛光中的应用及中频误差的控制进行深入研究。综上所述,本文针对高效气囊抛光中常出现的M形去除函数进行分析,开展了M形去除函数产生原因、去除效率影响因素和中频误差控制等相关研究。
1 M形去除函数
根据去除函数的数学模型可知,去除函数的形状主要由接触区的压力分布决定的。气囊抛光中接触区的压力分布受气囊充气压力、气囊压缩量和橡胶气囊的结构共同作用。橡胶气囊可以视为一种特殊的弹簧系统,没有充气压力时该系统的弹性系数与气囊头的结构物理特性有关;当气囊充入气体时,该系统的弹性系数不仅与气囊头的结构物理特性相关,还与内部充气压力的大小有关。接触区压力根据载荷的类型不同可以分为动载荷和静载荷。静载荷是气囊静止不动时,气囊下压所形成的压力载荷;动载荷是指气囊在旋转运动时,接触区由于摩擦和运动冲击而形成的压力载荷。为了简化分析模型,本文只对接触区静载荷的压力分布进行分析。
相等的气囊充气压力,不同的气囊压缩量,会导致不同的接触区压力分布,抛光接触区压力分布可以通过Hook定律来确定。在充气压力和气囊压缩量较小时,橡胶气囊头的变形很小,对气囊头的整体形状影响很小,可以使用Hertz接触理论对接触区的压力分布进行求解计算。假设抛光接触区为圆形(如图1所示),接触区的压力分布可由弹性系数k和气囊压缩量h求得:
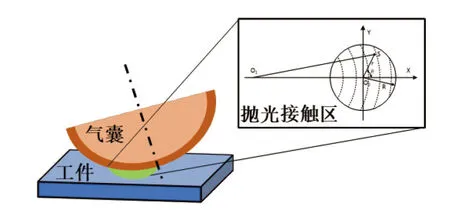
图1 气囊抛光接触区压力分布
其中,p0为平均压力,(r,θ)为抛光接触区内任意点S的极坐标,R为接触区的半径,n为压力分布系数。
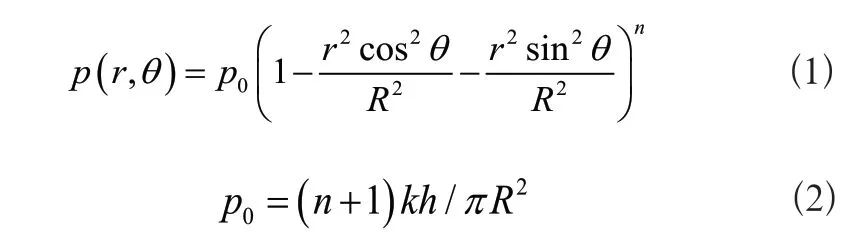
在高效抛光中往往采用较大的压缩量和充气压力,橡胶气囊头会产生较大的应变变形,Hertz接触理论不能很好的描述接触区压力分布。在气囊内部充气时,为了保持橡胶气囊头的形状,在气囊头外橡胶层和内橡胶层之间增加了一层增强层,增强层材料使用厚度为0.1mm~0.3mm的弹簧钢网或者钢片。为了获得抛光接触区实际的应力分布情况和不同工艺参数下接触区应力的变化,使用Tekscan薄膜压力传感器对气囊头压缩时的压力进行检测,实验参数如表1所示,检测结果如图2所示。
表1 不同气囊压缩量压力分布实验参数
图2 不同气囊压缩量的接触区压力分布
当压缩量为0.5mm时,接触区中心的压力值最大边缘处的压力较小,压力分布呈类高斯状;压缩量1mm时,接触区尺寸为22mm与理论值相符,接触区中心压力为0,表明气囊已经产生内凹,压力分布已经转变为M形;随着压缩量的增加接触区的尺寸逐渐增大,压缩量达到3mm时,接触区的尺寸为43.14mm与理想接触区尺寸43.4mm误差非常小,接触区的零压力区尺寸也逐渐增大,接触区压力随着压缩量的增大而变大。以上结果表明,气囊随着压缩量的增大发生了内凹变形,气囊接触表面中心区域与传感器无接触,没有对接触区产生压力;当压缩量加大时,接触区的压力进一步增大,并且接触区的尺寸也逐渐增大,各压缩量下接触区尺寸与理论值相差很小,也说明具有增强层的气囊保持形状效果较好。
2 M形去除函数的去除效率
高效抛光阶段在满足加工精度要求时材料去除效率越高,加工工件所需要的时间越少。而去除函数的尺寸与大小对抛光的材料去除效率有显著的影响,根据去除函数模型可知,气囊抛光的去除函数主要受气囊充气压力、气囊压缩量、进动角等参数影响。去除函数的尺寸主要由气囊压缩量决定;去除量的大小受气囊充气压力、气囊压缩量、气囊转速、抛光时间等因素的共同影响;而去除函数的形状与充气压力以及进动角有关。为了更加清晰地分析评价高效气囊抛光阶段不同参数对材料去除效率的影响,为高效气囊抛光的加工参数选择提供更好的理论依据,以气囊充气压力、气囊压缩量和主轴转速等关键参数为研究重点,然后通过对BK7光学元件的定点抛光实验分析各参数材料去除效率的影响。
实验采用定点抛光去除实验测量气囊抛光斑的材料去除效率,即在工件的不同位置采用不同的工艺参数进行抛光斑打斑实验,计算抛光斑的材料去除效率。实验使用熔石英玻璃作为抛光材料,气囊抛光工具选用半径R=160 mm内嵌钢网气囊头,并在气囊表面粘贴聚氨酯抛光垫,配合以粒度1μm浓度小于2%的氧化铈抛光液进行加工,加工设备如图3所示。

图3 气囊抛光加工设备
本实验选取气囊抛光的主要工艺参数:主轴速度、下压量和进动角等三个工艺参数进行正交实验。为了获得最大的去除效率,各因素选取较大取值水平,各因素取值水平如表2所示。
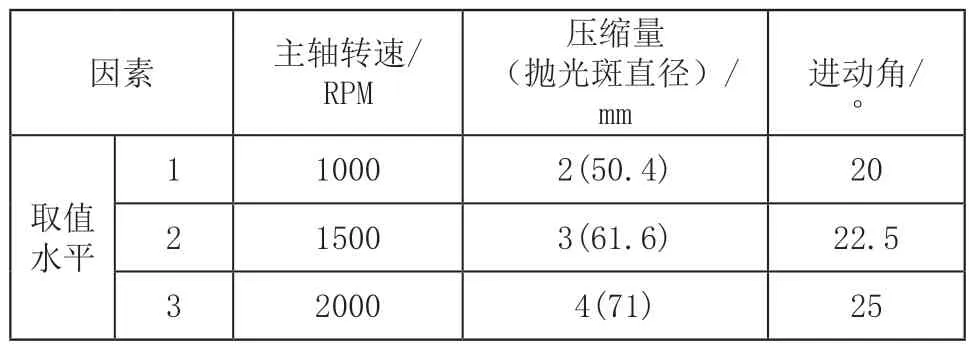
表2 实验各因素取值水平
根据各因素的取值水平,正交实验方案及去除效率如表3所示。

表3 正交实验方案及实验结果
使用极差分析法对正交实验的抛光结果进行数据分析。通过正交实验分析各组实验结果和极差可以看出各工艺参数对抛光材料去除效率的影响趋势,对各工艺参数的极差进行对比分析,各工艺参数对材料去除效率影响如图4所示。
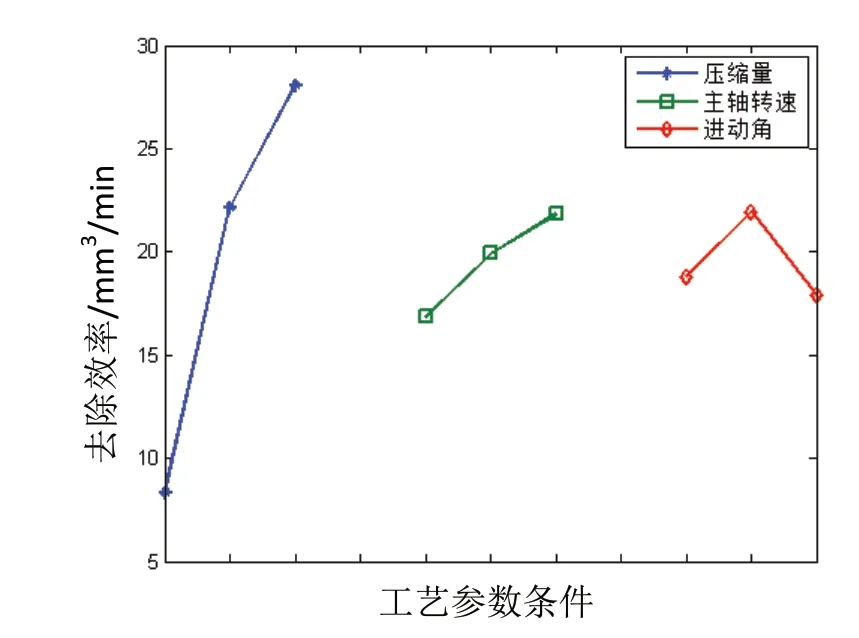
图4 各工艺参数条件下去除效率分布
综合去除效率正交实验与抛光斑结果分析,在大的气囊压缩量情况下去除函数为M形,材料去除效率随着压缩量的增加而增加。就实验结果来看,气囊压缩量对去除效率的影响最为明显,其次为主轴转速,最后为进动角。当主轴转速2000RPM、压缩量4mm、进动角22.5°时,气囊抛光达到最高的去除效率33.0269mm3/min。
3 M形去除函数抛光实验
为了验证M形去除函数在高效抛光中适用性,使用半径为80mm的气囊头进行开展高效气囊抛光实验,并分析光学元件表面的中频误差。实验参数如表4所示,抛光实验使用光栅路径作为加工路径迭代加工,实验使用18mm大小的抛光斑作为抛光的去除函数,实验结果如图5所示。
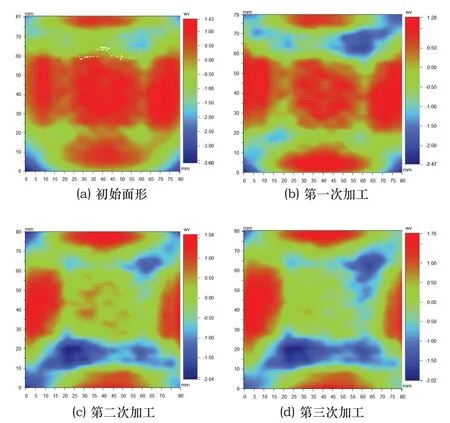

图5 R80气囊抛光实验结果
根据检测结果可知,经过三次迭代抛光后元件中心去高度趋于一致,而光学元件的边缘无变化,这是由于抛光过程未了避免对气囊造成损伤,抛光区域集中在中间。对面形进行频谱分析,对于光栅加工路径沿着进给X方向的频谱没有随着抛光加工迭代而得到去除,原始面形的频谱信息在后续的迭代加工中仍有保留;垂直于进给方向的Y方向频谱,在具有原始面形的频谱信息的同时,引入了新的中频误差其空间频率为0.5mm-1,该中频误差与抛光路径的间隔成倒数关系,实验中抛光路径的间隔为2mm。
4 结语
本文以气囊抛光的M形去除函数为研究对象,对其产生原因进行了探索研究,以抛光加工的关键工艺参数为基础开展M形去除函数材料去除效率研究,并对M形去除函数在三种加工方式下对光学表面频谱的影响进行实验分析,并得到如下结论:
1)M形去除函数产生接触区压力分布的影响,气囊压缩量对于接触区的尺寸、压力分布和压力值都有明显的作用,压缩量越大接触区的尺寸越大、压力值越高,压力分布也会从类高斯形逐渐变化为M形。
2)高效气囊抛光阶段,M形去除函数具有更大的抛光斑尺寸使得的去除效率明显高于类高斯形,各工艺参数对抛光的材料去除效率影响的顺序为:气囊压缩量、主轴转速、进动角。在大气囊压缩量的情况下气囊抛光会产生M形去除函数。实验中气囊抛光最高的材料去除效率可达到33.0269mm3/min。
3)M形去除函数在高效抛光中可以实现均匀的材料去除,在高效抛光阶段引入的中频误差主要由抛光路径引起。
