小麦面粉的3D打印特性
2022-09-01周浩宇张鹏辉聂远洋
周浩宇,张鹏辉,卢 森,聂远洋,李 波,2,*
(1.河南科技学院食品学院,河南 新乡 453003;2.河南省果蔬加工及质量安全控制工程技术研究中心,河南 新乡 453003)
3D打印技术又称增材制造技术,诞生于20世纪80年代,其原理是通过一层层地打印可黏合材料,最终构成一个完整的物体。按照成型方式,3D打印技术可大致分为熔融沉积成型、选择性激光烧结成型、光固化立体成型、3D印刷和分层实体制造等。目前,3D打印技术在医疗、航天、建筑、模具制造等领域已有广泛应用,近年来在食品领域的应用也逐渐受到人们的关注。
相对于传统食品加工技术,食品3D打印技术具有很多优势,其可以根据不同人群的身体状况和营养需求等,设计打印相应的个性化膳食,如制作柔软并具有特殊纹理、方便吞咽的老年人专用食品,以及制作具有新奇形状从而能提高儿童食欲的儿童食品等。目前,食品3D打印技术主要采用熔融沉积成型方式。这种打印方式对打印材料的要求较高,材料既要有一定的流变性,能够被挤压成各种形状,又要有一定的强度,在挤出后能够迅速稳定成型。目前研究较多的食品3D打印材料有淀粉、蛋白质、肉糜、食用胶等,有关小麦面粉的3D打印特性鲜有报道。我国是面制食品生产和消费大国,2019年我国小麦种植面积为2.372 7×10hm,总产量13 359万 t,居世界第一位。小麦面粉含有淀粉和面筋蛋白,在加水搅拌情况下能够形成具有一定黏弹性和可塑性的面团。因此,小麦面粉具备被开发成价廉物美、安全营养、包载性好的食品3D打印基材的潜质。
面筋蛋白含量对小麦面粉的流变学特性和加工性能有重要影响。因此,本实验选用8 种蛋白质量分数不同的小麦面粉,研究它们的3D打印特性及其与流变学特性之间的关系,以期为小麦面粉在食品3D打印中的应用提供依据。
1 材料与方法
1.1 材料与试剂
XMY美味富强粉 益海嘉里食品工业有限公司;ZY原味小麦粉、ZY蛋糕用小麦粉 滨州中裕食品有限公司;XL原味面包粉、XL中式面点粉、XL蛋糕粉新乡良润全谷物食品有限公司;BN207、BN4199两种小麦面粉由河南科技学院小麦研究中心提供。
1.2 仪器与设备
FoodBot食品3D打印机 杭州时印科技有限公司;Infraneo-Senior近红外谷物分析仪、Mixolab2混合实验仪法国肖邦技术公司;BT-9300H(T)激光粒度分布仪丹东百特仪器有限公司;HAAKE MARS III旋转流变仪美国Thermo Scientific公司;台式厨师机 美国KitchenAid公司;TecMaster快速黏度分析仪 澳大利亚新港科学仪器有限公司;Alpha1-2LD plus真空冷冻干燥机 德国Christ公司;Quanta 200扫描电子显微镜美国FEI公司。
1.3 方法
1.3.1 小麦面粉理化特性测定
1.3.1.1 理化指标
采用近红外谷物分析仪检测小麦面粉的理化指标,自动分析指标包括蛋白质量分数、湿面筋质量分数、沉降值、水分质量分数、白度,分析结果由软件INFRANEO自动记录。
1.3.1.2 粒度分布
采用激光粒度分布仪测定小麦面粉的粒度分布,少量、多次加入小麦面粉,折光率达到15%~18%后,点击“连续测量”开始测试,实验结果由BT-9300H(T)激光粒度分析系统Ver7.21自动记录。
1.3.1.3 混合特性
采用Mixolab2混合实验仪按照GB/T 37511—2019《粮油检验 小麦粉面团流变学特性测试 混合试验仪法》测定小麦面粉的吸水率、面团形成时间、稳定时间及面团弱化度。
1.3.1.4 糊化特性
采用TecMaster快速黏度分析仪按照GB/T 24853—2010《小麦、黑麦及其粉类和淀粉糊化特性测定 快速粘度仪法》测定小麦面粉的峰值黏度、最低黏度、衰减值、最终黏度、回生值、峰值时间和糊化温度。
1.3.1.5 动态流变学特性
称取100 g面粉,加入一定量的蒸馏水(以Mixolab2混合实验仪所测定吸水率为准),揉制成表面光滑的面团,采用旋转流变仪以动态测定模式下的应力扫描程序确定面团的线性黏弹区,测定参数为圆形平板探头直径35 mm、平行板间距1 mm、温度25 ℃、频率1.0 Hz。确定线性黏弹区后,采用频率扫描程序测定储能模量(’)、损耗模量(’’)和损耗角正切值(tan=’’/’),频率扫描范围为0.1~10.0 Hz。
1.3.2 小麦面粉3D打印特性分析
1.3.2.1 3D打印参数及方法
使用Autodesk 123D Design(Ver. 2.2.14)软件设计30 mm×30 mm×10 mm的立体模型,并使用Cura(Ver.15.02.1)切片软件将3D模型转换成通用性好的数控编程语言G代码文件。打印参数设置为填充率100%、打印喷头直径1.2 mm、打印速率20 mm/s、挤出速率28.8 mm/s。
称取100 g面粉,加入一定量的蒸馏水(以Mixolab2混合实验仪所测定吸水率为准),使用台式厨师机揉制成表面光滑的面团,然后装入食品3D打印机的料筒中,设置打印温度为50 ℃,30 min后进行打印。打印后的样品立即密封,室温放置30 min后测定相关指标。
研究酵母发酵对打印特性影响时,取100 g ZY原味小麦粉,加入1 g酵母和适量蒸馏水进行面团调制,3D打印后制品立即转入发酵箱38 ℃发酵50 min。
1.3.2.2 打印精度测定
使用游标卡尺测量3D打印制品的长、宽、高度,分别对应模型的轴、轴和轴,与模型最接近的样品打印精度最高。
1.3.2.3 质构特性分析
采用物性测定仪进行质构特性测定。选择TPA模式,选用P50圆柱形探头,目标压缩模式,测试参数:测试前速率1 mm/s、测试速率1 mm/s、测试后速率10 mm/s、压缩比例50%、引发类型为自动、触发力5 g、两次压缩间隔时间5 s、数据采集速率200 pps。每个样品测3 次。
1.3.2.4 微观结构观测
使用扫描电子显微镜观察XL原味面包粉(高蛋白质量分数)、ZY原味小麦粉(中蛋白质量分数)、XL蛋糕粉(低蛋白质量分数)3 种面粉打印制品以及ZY原味小麦粉人工揉捏制品的微观结构。电压20 kV,放大倍数500 倍。
1.3.2.5 打印制品的熟化处理
采用汽蒸的方式对8 种小麦面粉3D打印制品以及发酵后的打印制品进行熟化处理。具体操作:向蒸锅中加入1 L自来水,样品均匀放置在蒸篦中央,大火加热,水开后转小火汽蒸10 min,取出样品,室温密封放置30 min后进行观察拍照,并测定3D打印精度。
1.4 数据处理与分析
所有的实验均重复3 次,结果用平均值±标准差表示,使用Origin 9.0软件作图,采用SPSS 22.0软件通过单因素方差分析对数据进行显著性差异分析;采用Pearson相关回归检验确定各指标之间的相关性。<0.05被认为具有统计学意义。
2 结果与分析
2.1 8 种小麦面粉的理化指标
本实验选取8 种蛋白质量分数不同的小麦面粉进行研究,其中BN 207和BN 4199是河南科技学院培育的小麦品种,其余6 种为本地市场上常见的应用在不同面制品的小麦面粉。小麦面粉的化学组成和粒度大小对其加工性能有重要影响。8 种小麦面粉的理化指标见表1。
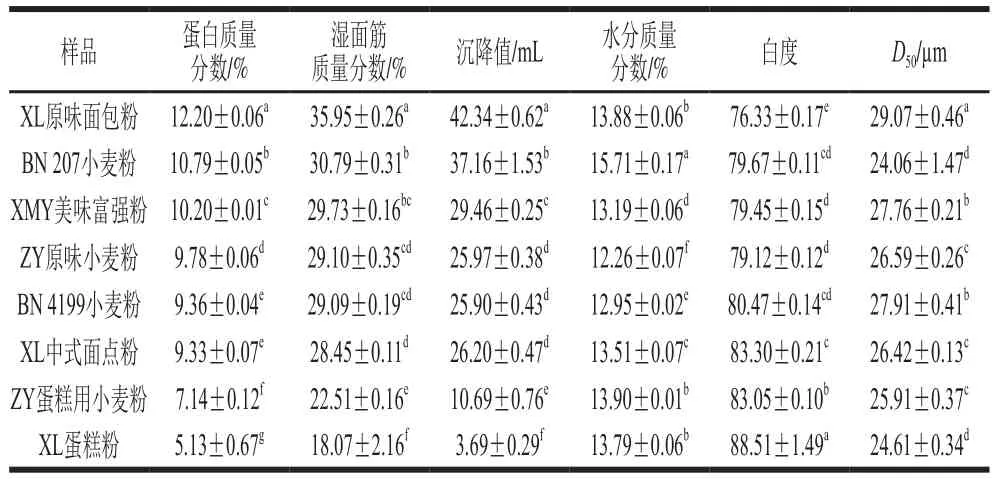
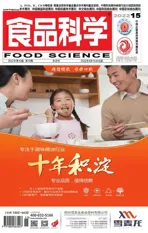
表1 8 种小麦面粉的理化指标Table 1 Physicochemical properties of eight wheat flour
表1显示,XL原味面包粉的蛋白质量分数最高,两种蛋糕粉的蛋白质量分数最低。GB 8607—1988《高筋小麦粉》规定,高筋小麦粉的蛋白质量分数不低于12.20%,低筋小麦粉的蛋白质量分数不高于10.0%。据此可以判断,XL原味面包粉属于高筋粉,BN 207小麦粉和XMY美味富强粉属于中筋粉,其余5 种面粉均属于低筋粉。面粉的湿面筋质量分数和沉降值都与蛋白质量分数有关,因此表现出与蛋白质量分数相同的变化趋势。BN 207小麦粉的水分质量分数最高,为15.71%,其余面粉的水分质量分数在12.0%~14.0%之间。是指样品的累计粒度分布比例达到50%时所对应的粒径,也称中值粒径。XL原味面包粉的最大(29.07 µm),BN 207小麦粉最小(24.06 µm),面粉粒径与其加工参数有一定关系。
2.2 8 种小麦面粉的混合特性
面粉的混合特性包括吸水率、面团形成时间、稳定时间、弱化度等,其对面粉的加工性能有重要影响。面粉加水搅拌后,蛋白质吸水溶胀并逐渐形成网状结构,继而形成面团。面团形成时间即面团在30 ℃条件下达到最大扭矩所需的时间;稳定时间是指面团稠度大于89%初始最大稠度所持续的时间;面团弱化度指面团形成获得最大稠度时粉质曲线的中线值与面团稠度衰变至12 min时粉质曲线的中线值的差值,与面筋强度成反比;吸水率是面团达到目标稠度所需要的加水量,除与面粉中蛋白质含量有关外,还与面粉自身的水分含量有关。表2显示,8 种小麦面粉的混合特性有较大差异。面团形成时间、稳定时间和弱化度与面粉的面筋含量和品质有关。一般来说,筋力强的面粉形成时间长、稳定时间长、弱化度小,XL原味面包粉的混合特性检测结果与之相印证。XMY美味富强粉和ZY原味小麦粉的吸水率较高,这可能与其蛋白质量分数较高且自身水分质量分数较低有关。BN 207小麦粉虽然蛋白质量分数高,但其水分质量分数较高,导致吸水率较低。

表2 8 种小麦面粉的混合特性Table 2 Mixing characteristics of eight wheat flour
2.3 8 种小麦面粉的糊化特性
小麦面粉的糊化特性对面制品的熟化加工性质有重要影响。在3D打印面制品的蒸制熟化过程中,小麦淀粉在高温下吸水膨胀进而发生糊化,使打印好的生坯变成能直接食用的食品。糊化温度是试样开始加热后黏度开始增大时的温度,峰值时间是开始加热至达到峰值黏度的时间,峰值黏度是试样开始糊化至冷却前的最大黏度,最低黏度是试样冷却期间的最小黏度,最终黏度是试样结束测试时的黏度,衰减值是峰值黏度与最低黏度的差值,回生值是最终黏度与最低黏度的差值。表3显示,8 种小麦面粉的糊化特性存在一定差异,XMY美味富强粉的峰值黏度、最低黏度、最终黏度和回生值整体上均最高,表明该面粉形成的面团黏性较大;XL中式面点粉的衰减值最低、回生值较小,表明该面粉糊的热稳定性和抗老化能力较好。不同面粉的糊化特性差异可能与小麦品种、制粉工艺、淀粉含量以及直/支链淀粉比例等有关。

表3 8 种小麦面粉的糊化特性Table 3 Pasting properties of eight wheat flours
2.4 8 种小麦面粉的流变特性
在基于挤出成型的3D打印过程中,打印材料的流变特性对打印效果有重要影响。面团的’’影响其挤出行为,而’影响其支撑三维结构的能力。图1A、B显示,8 种小麦面粉的’和’’都随扫描频率的增加而增加,且’大于’’,说明这些面粉具有较强的机械强度。从图1C可以看出,不同面团tan均小于1,说明面团属于黏弹性的半固体。在0.1~10.0 Hz的扫描范围内,面粉的tan随扫描频率的增加呈现先降低后增加的趋势,当处于高频率范围时,面团黏性模量比例增加,导致混合体系结构不稳定,易被破坏,此时材料容易从打印喷头中挤出。XL中式面点粉’最大,表明该品种面粉被打印挤出后易保持自身的形状,ZY原味小麦粉面团tan较大,说明此种面团流动性较好,在3D打印过程中易被挤出,挤出的细丝连续性好,易稳定成型。

图1 8 种小麦面粉的流变特性Fig. 1 Rheological properties of eight wheat flours
2.5 8 种小麦面粉的3D打印效果
3D打印制品与设计模型的符合程度是评价3D打印制品品质的重要指标。图2显示,不同面粉的3D打印效果有较大差别。XL原味面包粉和XMY美味富强粉的打印制品边角发生扭曲变形,表面纹路不清晰;BN 207小麦粉、ZY蛋糕用小麦粉、XL蛋糕粉的3D打印制品边角没有发生扭曲变形,但表面纹路不清晰;ZY原味小麦粉、BN 4199小麦粉和XL中式面点粉的表面纹路清晰、边角整齐,打印效果较好。表4显示,BN 207小麦粉、ZY蛋糕用小麦粉和XL蛋糕粉的3D打印制品在轴和轴方向上长度比模型长,XL原味面包粉、XMY美味富强粉和BN 4199小麦粉的3D打印制品在轴和轴方向上长度比模型短,XL中式面点粉、ZY原味小麦粉的3D打印制品与设计模型的长、宽、高最接近。图2I显示,3D打印制品发酵后发生膨胀,体积增加,边角变得不规则,这可能是酵母发酵产生气体的缘故。综合外观效果以及打印精度评判,XL中式面点粉、ZY原味小麦粉的打印效果最好。

图2 8 种小麦面粉的3D打印制品照片Fig. 2 Pictures of 3D printed products from eight wheat flours

表4 8 种小麦面粉的3D打印精度Table 4 3D printing precision of eight wheat flours
XL中式面点粉和ZY原味小麦粉蛋白质量分数为9%~10%,其中XL中式面点粉’较大,这赋予了面团较好的机械强度,有利于打印挤出产品立体结构的保持,使其不易坍缩变形。与设计的30 mm×30 mm×10 mm立体模型体积相比,XL中式面点粉的打印体积误差仅为0.26%,误差最小;而ZY原味小麦粉tan较大,在打印过程中流动性好,不易断条,易挤出成型,这对打印制品的表面纹路清晰度和形状保真度有重要影响。XL原味面包粉蛋白质含量高,面筋筋力强,面团形成时间、稳定时间最长,弱化度最小,tan较小,在3D打印过程中挤出的细丝容易拖拽已经成型的结构,造成3D打印制品表面扭曲变形。ZY蛋糕用小麦粉、XL蛋糕粉蛋白质含量低、筋力弱、tan小,打印时有黏滞拉丝现象,也不利于3D打印制品立体结构的保持,因而打印制品易坍缩,比模型“矮、胖”。
2.6 打印制品的质构特性
质构测试模拟人进食时的动作,对所测样品进行两次压缩测试。从表5中可以看出,不同蛋白质量分数小麦面粉3D打印制品的质构特性差异很大。随着小麦面粉蛋白质量分数的增加,小麦面粉打印制品的硬度呈现先降低后升高的趋势,BN 207小麦粉打印制品的硬度最高(1 528.2 g),BN 4199小麦粉打印制品的硬度最低(787.6 g)。硬度高的样品口感硬,不适合老年人和儿童食用,硬度低的样品口感软,没有嚼劲。除了面粉的蛋白质量分数外,3D打印制品的硬度还可能与和面团制作过程中的加水量有关。打印制品的弹性和回复性随着面粉蛋白质量分数的增加总体呈升高趋势,蛋白质分子之间发生相互作用形成三维面筋网络,蛋白质含量高,面筋网络结构稳定、弹性好,压缩后能更好地回复压缩前的形状。黏聚性是衡量形成食品形态所需内部力大小的指标,由表5可知,未发酵的小麦面粉打印制品中,XL原味面包粉打印制品的黏聚性最高,这可能与其较强的面筋网络结构有关。经酵母发酵后再进行打印的样品硬度明显降低,弹性、黏聚性和回复性明显上升,这是酵母发酵产生的气体受热膨胀,造成打印制品变得蓬松引起的。

表5 8 种小麦面粉打印制品的质构特性Table 5 Textural characteristics of 3D printed products from eight wheat flours
2.7 面粉理化特性与打印制品打印精度、质构特性相关性分析结果
面粉中蛋白质、湿面筋质量分数及吸水率是影响面团形成三维网络结构的主要因素,面粉加水搅拌后,蛋白质吸水溶胀并逐渐形成网状结构,对面团的质构特性、打印特性产生显著影响。如表6所示,面粉中蛋白及湿面筋质量分数与3D打印产品的弹性、黏聚性、回复性呈极显著正相关(<0.01),这表明稳定的面筋网络结构赋予了面团及其打印制品良好的质构特性;蛋白、湿面筋质量分数与打印制品的打印精度之间呈显著负相关(<0.05),这可能是由于高蛋白质量分数使面团具有过高的硬度和弹性,使其在打印过程中不易挤出,易断条,而蛋白质量分数适度(9%~10%)的面粉则具有易于打印的黏弹特性,其打印制品表面纹理精细、清晰。面粉的混合特性对3D打印制品的打印精度及质构特性也有显著影响,面粉吸水率与打印制精度呈极显著负相关(<0.01),面团形成时间与打印制品弹性、黏聚性呈极显著正相关(<0.01),与回复性呈显著正相关(<0.05);面团稳定时间与打印产品弹性呈极显著正相关(<0.01),与黏聚性呈显著正相关(<0.05),但与打印精度相关性不显著。

表6 面粉理化特性与3D打印制品打印精度、质构特性的相关性分析结果Table 6 Correlation analysis between physicochemical properties of wheat flour and printing precision and textural characteristics of 3D printed products
2.8 打印制品的微观结构
食品3D打印的原理是被挤压出的材料自下到上逐层堆积构建产品,因而其宏观和微观结构与人工直接揉捏成型的制品有所区别。小麦面粉的主要成分是淀粉和面筋蛋白,如图3所示,面筋蛋白形成的网状结构(白色)包裹着大小不一的淀粉颗粒(球状),从而构成致密稳定的网络结构。人工揉捏成形的制品面筋蛋白和淀粉颗粒随机均匀分布(图3A)。3D打印时,面团以条状被挤出,按照设定程序“逐条”“逐层”地堆积成形,因而可以看到“条与条”“层与层”之间明显的分界线,“条与条”之间的交汇处位置较低,面筋蛋白也是均匀地包裹在淀粉颗粒表面(图3B~D)。高蛋白质量分数面粉的打印制品由较厚的蛋白膜包裹着淀粉颗粒(图3C),淀粉颗粒之间也有面筋网络,而低蛋白质量分数面粉打印制品只有淀粉颗粒表面有面筋网络,淀粉颗粒之间只有少许零碎的面筋网络(图3D)。

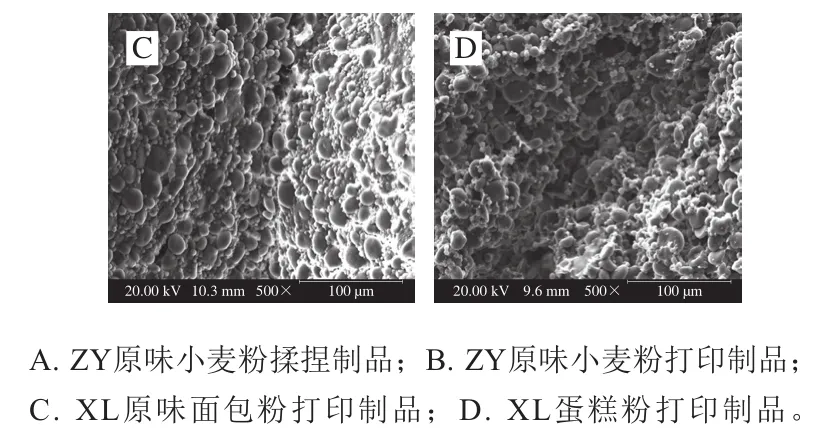
图3 面粉3D打印制品的微观结构Fig. 3 Microstructure of 3D printed flour products
2.9 熟化处理对3D打印制品的影响
小麦面粉3D打印后的制品是生坯,需要进行熟化处理后才能食用。本实验采用蒸制的方法对生坯进行熟化处理,熟化后样品外观如图4所示。与蒸制前相比,熟制品的形状、纹路等基本没有变化,但发生一定程度的褐变,而且体积略有增大。表7显示,熟制品在轴和轴方向的长度均增加,但轴方向长度有所缩短。这可能是生坯在蒸制过程中淀粉吸水膨胀,面筋网络结构内部所含气体也发生膨胀,导致熟制品体积增大;但在体积膨胀的过程中,部分面筋网络结构可能发生破坏,导致其支撑力下降,因而熟制品的轴方向高度降低。蒸制后制品发生褐变的原因,可能与“死面”馒头颜色不白的成因类似。据研究报道,馒头的白度与其松软、多孔的结构有关,而且孔洞越小,白度越高。本实验也对此进行了验证,经酵母发酵再进行熟化的样品基本能保持白色(图4I),但体积发生明显膨胀,外观结构也发生了较大形变。未添加酵母的打印制品所含气体较少,因此蒸制熟化后膨胀度较小,形状保持较好,但由于缺少疏松多孔的含气结构,因而制品较硬、颜色发黄(图4A~H)。
图4 熟化后8 种小麦面粉的3D打印制品照片Fig. 4 Pictures of 3D printed products from eight wheat flour after steaming
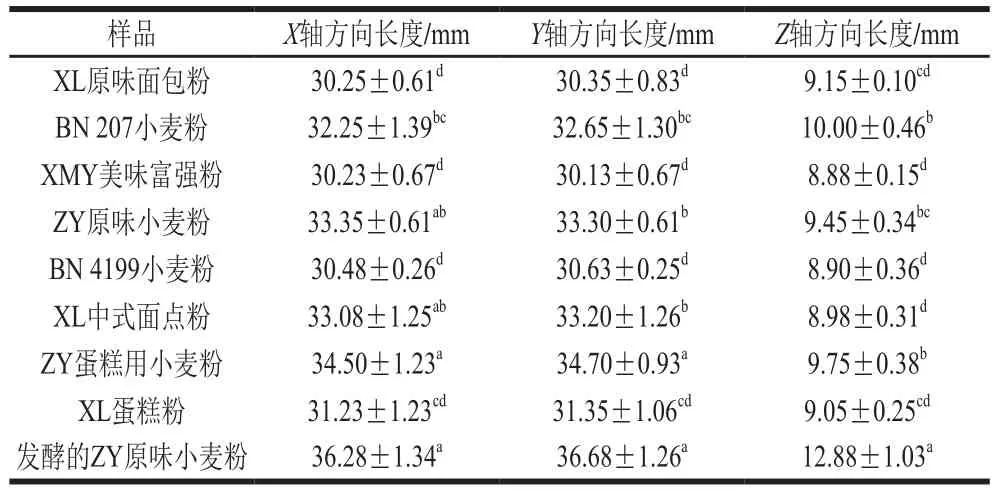
表7 熟化后8 种小麦面粉的3D打印精度Table 7 3D printing precision of eight wheat flours after cooking
3 结 论
本实验研究了8 种不同蛋白质量分数小麦面粉的理化特性、混合特性、流变特性及其与3D打印特性的关系,结果表明,小麦面粉蛋白质量分数在9%~10%之间时打印效果较好。在选用的8 种小麦面粉中,ZY蛋糕用小麦粉、XL蛋糕粉和BN 207的打印效果最差,XL原味面包粉、XMY美味富强粉和BN 4199的打印效果略有提升,ZY原味小麦粉、XL中式面点粉的打印效果最佳,其中XL中式面点粉的蛋白质量分数为9.33%,打印体积误差仅为0.26%。XL中式面点粉的’大,有利于面团被打印挤出后保持自身的形状,而ZY原味小麦粉面团tan大,面团延展性好,有利于面团挤出成型。蒸制熟化后打印制品在和轴方向的长度略有增加,但轴方向长度略有减小,且发生一定程度的褐变,口感较硬。若将打印制品进行酵母发酵,则熟化后制品的色泽较好,但是外观形状难以保持。综上,以小麦面粉作为3D打印材料是可行的,其打印效果与小麦面粉的蛋白含量有较大关系。本研究为小麦面粉在3D打印食材中的应用提供了初步依据。
但是,若将小麦面粉真正作为3D打印材料至少还有两点问题需要解决:1)如何控制面团的发酵,使其既能赋予打印制品松软的质地口感,又能在蒸制后保持其精致的外型构造。面团发酵后产生一定的气体,在加热熟化过程中,气体膨胀赋予面制品蓬松含气的结构。但是,气体膨胀有可能会导致3D打印制品的构型发生变形或坍塌,影响制品外观。所以,需要选择合适的发酵或产气方法,并对发酵过程和产气程度进行适当的控制,才有可能兼顾松软结构和精美外型。2)需确定小麦面粉对3D打印模型的适应范围。本实验仅研究了最简单的方块结构模型,如果要体现3D打印的优势,就必须研究面粉能否打印更加复杂、精细的3D模型及其适用范围。