阀针先端导流槽的加工工艺
2022-08-29徐成武马宝顺
徐成武,马宝顺
(盘起工业(大连)有限公司,辽宁大连 116600)
1 引言
热流道是通过加热的方法来保证流道和浇口的塑料保持熔融状态,热流道系统一般由热喷嘴、分流板、温控箱和附件等几部分组成,热喷嘴(浇口)一般包括两种:开放式热浇口和针阀式热浇口(见图1、图2),由于热喷嘴形式直接决定热流道系统选用和模具的制造,因而将热流道系统分成开放式热流道系统和针阀式热流道系统。本文简述阀针式热流道中的阀针导流槽加工工艺技术。

图1 阀针式热浇口
2 工艺分析
2.1 阀针零件分析
热流道阀针的先端导流槽是注射时塑料原料熔融体在热喷嘴处通过导流槽快速流出。阀针的三等分导流槽如图3 所示,图3 中3×R130±5mm 和C-C 剖视图中3×R0.8mm,这两个视图表达导流槽的形状是圆弧R0.8mm,圆弧分两部分,一是直段圆弧长度10±0.5mm、一段是R130mm 做轨迹的圆弧(见图3)长度22.4±0.5mm。阀针的材料是SKH51 高速钢硬度60~63HRC,粗糙度值要求Ra0.3μm。

图3 阀针先端形状
2.2 阀针加工的难点分析
阀针先端外圆直径ϕ3.985mm,粗糙度值Ra0.3μm,R0.8mm 的三等分导流槽长22.4mm(见图2),槽底到圆心距是1.4mm 在机械加工中一般都是加工中心用超硬合金球刀R0.5mm 刀具加工,由于阀针材料是SKH51 高速钢硬度60~63mm,阀针硬度高耐磨性好不易磨损。刀具的材料是硬质合金硬度88~89HRC。由于阀针材料及加工形状尺寸的原因,加工刀具的直径尺寸选择R0.5mm球刀,每加工10件阀针刀具就需要更换,刀具磨损后形成挤压切削槽的边缘毛刺硬而且有肿嘴现象加工效率降低,阀针质量下降。

图2 阀针3D图
2.3 解决方法
根据零件的外形及精度要求,设计一种阀针成型器,用于加工阀针的导流槽保证零件装夹定位精度,轮廓精度,加工的精度,装夹简单方便快捷,提高零件的生产效率。
3 阀针成型器的设计
(1)阀针成型器原理是参考外齿轮传动、内啮合齿轮传动如图4所示及定轴轮系机构的原理。当轮系运转时,各齿轮的几何轴线位置均相对固定不变,这种轮系称为定轴轮系。

图4 外、内啮合齿轮转动
通过外、内啮合齿轮传动及定轴轮系的工作原理分析得出小圆在大圆内成内切状态工作,利用这个原理转换成阀针的圆弧R130mm 的加工原理。即小圆相当于机床主轴的砂轮,大圆相当于阀针的R130mm基准圆,阀针成型器的底座轨道的圆心就是与R130mm 的圆心重合,旋座机构的轴承在底座轨道内转动就相当于大圆转动。根据外、内齿轮及定轴传动这一原理设计工装治具在平面磨床上加工,实现降低刀具消耗成本和效率低等问题。
(2)阀针成型器结构。如图5所示,阀针成型器分两部分底座轨道组件1、旋座组件2构成。底座轨道组件1是带有驱动机构和底座轨道两部分构成,底座轨道主体的底面是安装在机床工作台上起定位作用,底座轨道槽是用来安装旋座组件2的运动轨道。转动驱动机构的手柄7即可带动旋座组件2延轨道槽轨迹运动,阀针夹持块25是用于阀针装夹定位进行加工,当阀针开始加工转动手柄7,阀针就延轨道槽转动,机床手动进给下刀置公差即可。阀针成型器照片如图6所示。

图5 阀针成型器的结构图

图6 阀针成型器的照片
(3)底座轨道组件。如图7 所示底座轨道组件结构图。底座轨道组件的主要作用,其一是安装在工作台上起到定位作用;其二是轨道槽提供一个运行轨道控制旋座组件运动和定位,手动驱动旋座组件做往复运动的机构。

图7 底座轨道机构图
(4)旋座组件。图8 所示旋座组件结构图。旋座组件的主要作用,其一是装夹阀针确定阀针位置的固定;其二是符合6点定位原则,能带这阀针沿一定圆弧轨道运动。

图8 旋座组件结构图
(5)小结。
在机械加工中,工装治具是机床非常重要的附件,根据阀针的不同工装治具的结构和形式也各不相同。阀针先端导流槽的加工同样也离不开工装治具,工装治具的设计、制造、装配、试验等环节最终通过验证,工装治具在机床上能够很好地保证阀针精度,结构符合使用要求,实践也证明工作原理符合机械制造工艺学的要求。
4 加工方案
4.1 砂轮及修整
(1)砂轮。选用89A80J6V121 35泰利来砂轮,主轴 转 速2,000~2,200 转/min,单 侧 往 返 进 给 量0.005mm,每个槽修整次数1次修整量0.05mm。
(2)砂轮修整。砂轮修整厚度值1.6mm,在将砂轮厚度方向上进行R0.8mm修整,如图9所示。

图9 砂轮
4.2 阀针成型器安装
阀针成型器安装在平面磨床的磁台上,成型器上的旋座后固定板13上面有中心找正块进行砂轮在底座主体轨道旋转中心在机床X 轴上进行中心找正。然后进行Z 轴上的阀针中心及砂轮厚度方向的中心找正,再进行Y轴上下对刀,最后进行加工。
4.3 阀针进行加工
阀针先端导流槽分两部分1 是直段部分和圆弧R130mm部分。首先加工直段手动加工,左右摇动机床X轴手轮同时Y轴进行进给下量,工作台的左侧限位块的阀针成型器圆心位置,右侧限位块是成型器移除磨削区域的定位。阀针成型器在此范围做往复运动,砂轮下刀到0.58mm后停止下刀,X轴停止运动工作台右端停止限位块靠在限位柱上。转动手柄7 进行R130mm尺寸的加工,左手往复转动手柄7同时右手Y轴进行进给下量直至到H值0.6mm后停止下量旋座停在水平位置,搬动前轨板水平销进行锁紧后工作台向左侧移动,砂轮移除阀针导流槽外即阀针的三等分导流槽中的一个槽加工完成。将阀针旋转120°后第二个槽加工,加工过程同上。再将阀针旋转240°加工第三个槽方法也是同上,即阀针完成加工。如图10、图11所示。

图10 阀针成型器加工完照片
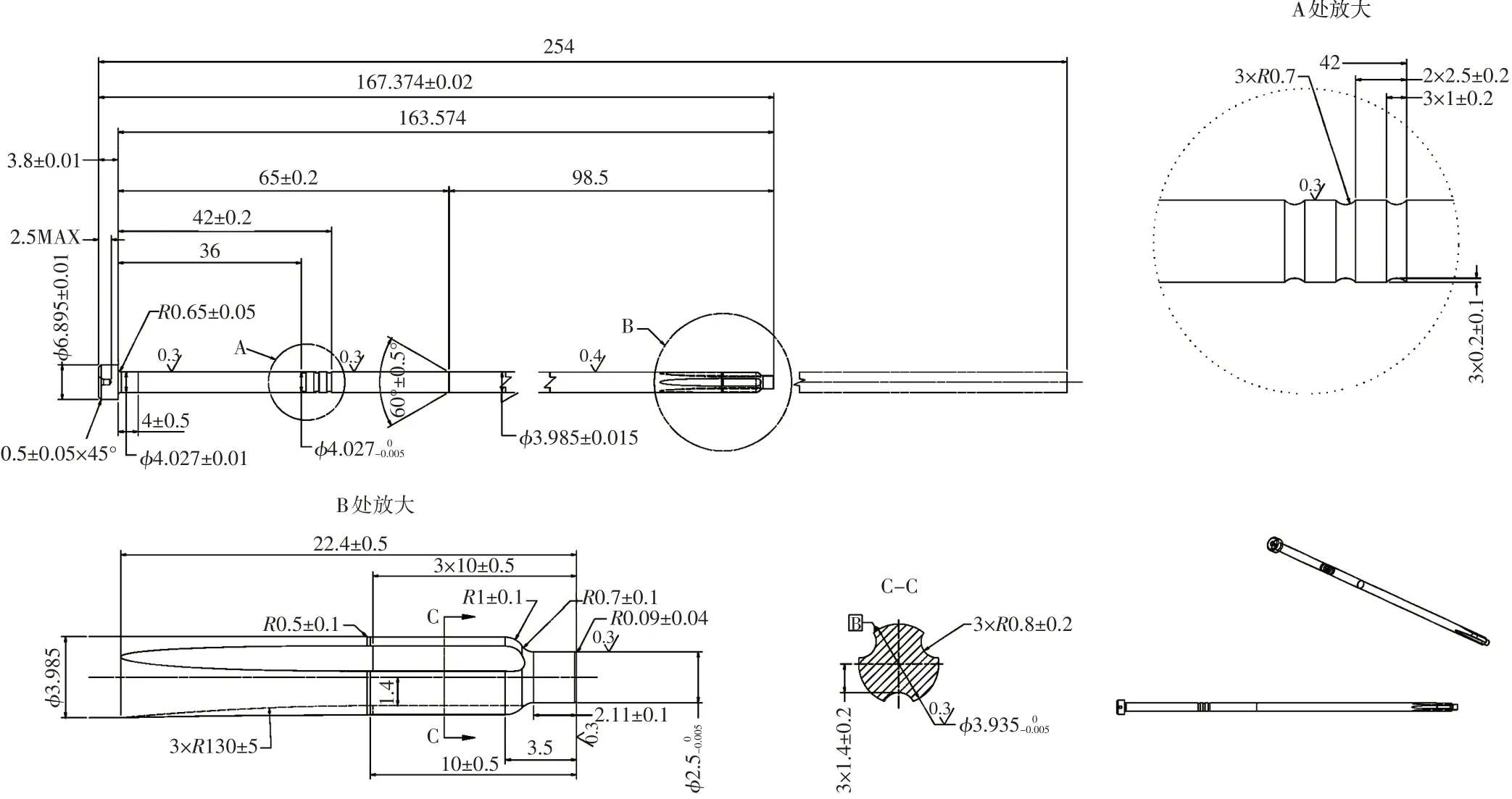
图11 阀针图纸
5 注意事项
(1)底座组的底座轨道座上的轨道槽的圆心在X、Y 轴上的位置度及圆弧公差必须控制在±0.01mm 以内,否则旋座组在延轨道运动不流畅,位置精度不准等现象。治具的各部件尺寸及形位公差要严格控制,保证装配时的精度。
(2)治具在设计时要考虑阀针直径不同,先端要加工的圆弧位置及长度不同,阀针装夹块也要考虑,保证阀针的正确安装位置。
6 结论
阀针先端导流槽的加工通过改变加工工艺,提供了一种平面磨床用的阀针成型器及加工方法,在磨床上就能轻易方便完成阀针的导流槽加工。操作简单,效率显著提高,消耗成本大幅低。
平磨砂轮每片180 元可加工400 件以上,砂轮成本每件成本0.45元,球刀成本每件15元。球刀加工每个槽要5~8min,砂轮加工每个槽要2~3min。通过对比可以看出,效率显著提高,刀具消耗降低显著。
