工件自动带动装置结构设计及应用
2022-08-29姜佳琦
姜佳琦
(上海机床厂有限公司 上海 200093)
1 引言
外圆磨床是磨床中应用广泛的一种机床,其切削加工运动包括砂轮架上砂轮主轴驱动的砂轮回转运动、头架带动工件进行的旋转运动等,其中砂轮回转运动有滚动轴承、动压轴承和静压轴承三种主要主轴支承结构,相关结构较为成熟。头架带动工件进行旋转运动的带动装置中传统的结构有三爪卡盘、四爪卡盘、Z型板等[1]。目前国内外市场上数控外圆磨床的工件带动装置适用面窄,针对的零件单一,此类装置应用时对磨床的整体结构性能要求高。针对这种状况,出现了一些适用自动化的带动装置,如自动卡盘类装置,此时需要机床头架具备主轴回转功能,在头架内部设置一个旋转油缸,由旋转油缸经一套拉杆机构作用在卡盘上;也有利用摩擦角自锁的离心卡盘,虽然它不需要油缸类额外动力,但需要头架电机正反转运动来配合夹紧松开。
针对当前工件带动装置通用性不强的缺陷,在已有的自动带动装置基础上新研发了一种通用性更强的工件带动装置[2-3],其总体设计方案如图1所示,它结合工件旋转的启动条件,运用油缸特性和弹簧力的作用原理可实现工件自动夹紧、松开和旋转,并且装置的结构能匹配多种工件驱动,或者更换少数零件就能适用大部分工件。
本文在上述总体技术方案的基础上,对其进行传力相关的结构参数计算、核心零件结构优化以及针对典型工件进行拓展应用。
2 参数计算
图1所示的工件自动带动装置由夹紧机构和顶开机构构成,夹紧机构由V型夹紧组件、螺钉柱、矩形弹簧、准停块、夹紧块等零部件组成,顶开机构设在夹紧机构的外侧,由顶块、机械臂、油缸杆、齿条、顶开油缸体、连接底座、浮动接头、连接板、油缸底座、油缸、底板、限位块、直线导轨等组成。夹紧机构中的V型夹紧组件两端设有通孔,外侧设有斜面,中间段沿对称轴方向设有一个腰形孔,螺钉柱通过矩形弹簧后经两V型夹紧组件通孔后由螺母将两V型夹紧组件面对面连接;两个V型夹紧组件的腰形孔内分别连接有带动柱;顶开机构的底板上面左下方通过油缸底座连接油缸,右上方通过直线导轨及安装在直线导轨的滑块上的连接底座连接浮动接头,油缸的活塞上方通过连接板连接浮动接头,连接底座下方固定连接顶开油缸,顶开油缸两侧的伸缩杆分别固定连接机械臂,机械臂下端内侧固定连接顶块。
节点反映了旅游者停留的位置,位置与位置之间的移动次序就成为了旅游路线,因而在水利风景区解说系统规划中,要确定每个级别节点的准确位置。
图2中M是由矩形弹簧夹紧且带动工件旋转而在工件端部产生的带动力矩,M1是启动或停止过程中因刚体绕定轴转动形成的惯性力矩,M2是在顶紧力的作用下工件与尾架顶尖之间接触位置因摩擦产生的摩擦力矩,M3是磨削加工时要克服磨削力而所需的加工力矩。
自动带动装置的夹紧机构需要提供稳定的结构刚性来带动工件旋转,同时由于要跟着工件旋转需要重量较轻,考虑到夹紧组件中的V型夹紧板形状复杂,作为核心零件需要对其进行结构优化。拓扑优化是根据给定的载荷工况、约束条件和性能指标等,在给定的区域内对材料分布进行优化的数学方法,是结构优化的一种形式,通过拓扑优化可以得到最优的传力路径以满足规定的减少材料量的同时最大化结构刚度的结构形式。拓扑优化可以在概念设计阶段就得到最优零件形状,大大缩短了设计初期时间。这里用SOLIDWORS Simulation拓扑优化来实现夹紧板的结构优化。
习近平总书记在全国高校思想政治工作会议上强调“要坚持把立德树人作为中心任务,把思想政治工作贯穿教育教学全过程”,这就要求高职教育必须坚持育人为本,加强职业人文素质培养。英语作为一门语言,是人类沟通的纽带。全球化时代,作为素质教育的必要组成部分,高职英语是大学生可持续发展的基础,是信息时代的必备手段。在此背景下,笔者在长期的英语教学实践和改革中,把英语语言教学与职业人文素质培养相结合,不断探索如何在英语课程中提升高职学生的职业人文素质,总结出了以职业人文素质为导向的高职英语教学的五位一体教学模式。

带动力矩M是在矩形弹簧弹簧力F的作用下使安装在夹紧组件上的夹紧块与工件产生的夹紧力F1而在传动过程中因静摩擦而形成的摩擦力矩,对于轴端为圆柱体的工件来说,建立图3所示的力学模型,此时弹簧力F与夹紧力F1之间的夹角为θ/2,根据力学平衡方程以及带动力矩等式则有

图3 F、F1、F2、夹角θ1和夹角θ2示意图
以320系列机床的通用试磨件Φ80mm为例,按上述计算过程,计算选取了 Misumi矩形螺旋弹簧SWL 25-55,其弹簧力F为824N,顶开油缸的缸径为Φ40 mm。
3 结构优化
带动装置更换工件时,顶开机构的顶块在顶开油缸体的作用下使得夹紧机构的两V型夹紧组件产生分离而使夹紧块与工件脱离;磨削加工时,顶开机构远离夹紧机构,两夹紧组件在矩形弹簧的作用下使夹紧块与工件产生压紧力,为了使带动装置在头架驱动下无打滑的启动、旋转、停止,建立图2所示的力学模型。
通过以上例子不难发现,《报告》在时间轴上是以特朗普总统正式上台执政的时间为指示中心(When I came into office),其他时间状语大多都围绕这一时间点展开,时间距离大多不超过一年。这就意味着,说话者有意强调或者缩小句中所涉及实体在时间上与指示中心的距离。时间轴上距离较近的句子大都提到了外部威胁和挑战,也就是《报告》所塑造的敌对实体(rogue regimes,nuclear weapons,serious challenges,the rise of China),并且在心理空间上将这些外部实体表征为不断迫近的威胁,从而唤起公众的恐惧情绪。
根据SOLIDWORS Simulation中形成工件带动装置的装配环境,指定模型材料,定义约束条件、工作载荷以及其他所需参数[6],SOLIDWORS Simulation会自动进行迭代直到找出最优结果。设定相关参数,考虑相关件安装部分和加工工艺设定保留区域,在优化过程中禁止被去除,设置完成的模型树如图4所示,随后选择默认的Intel Sparse解算器,它具有更快的性能,在运算拓扑算例之前会进行静态分析,在多次迭代运算后数据趋于收敛。夹紧板一共进行了12次迭代运算从第8次开始数据收敛,如图5所示。夹紧板零件的拓扑优化结果如图6所示,根据结果获得优化后的夹紧板三维模型如图7所示。
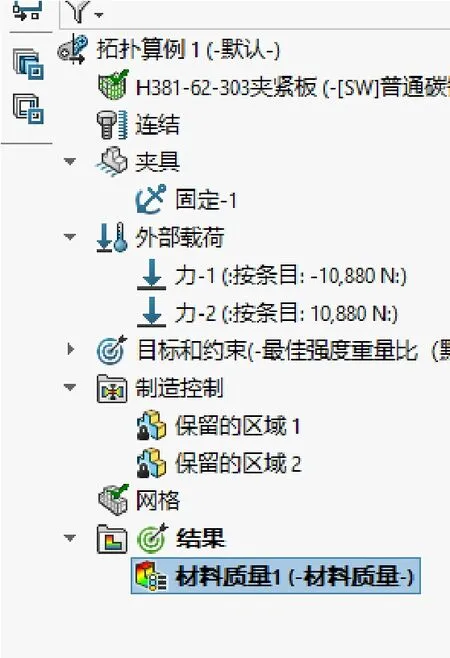
图4 夹紧板Simulation模型树

图5 优化迭代收敛曲线

图6 夹紧板Simulation拓扑优化结果

图7 拓扑优化前后的夹紧板三维模型
4 典型工件运用
如图8所示,当轴类工件轴端形状改变时更换夹紧块来适应其他形状工件的带动要求。对于图8(a)的工件,其轴端有贯穿通孔,此时用一个夹紧块采用圆柱销,它可插入孔中,夹紧板经过圆柱销侧面直接将力传给工件,此时带动能力更强,因而式(2)中的安全系数不用增加。对于图8(b)所示的工件,工件轴端为花键或齿轮或键槽类形状,此时夹紧块选用的是2个辅助圆弧块和一个与工件凹槽形状一致的带动块,与工件凹槽形状一致的带动块插入工件轴端的凹槽内,这个带动块依靠侧面的接触压力直接带动工件,也比利用静摩擦带动的带动能力要强,也不用式(2)中选用更大的安全系数。对于图8(c)所示轧辊行业典型的轧辊零件,工件轴端由两段圆弧和两个平面组成,此时带动是选用头部具有平面形状的夹紧块,通过两个夹紧块的平面抵在工件两侧平面上而带动工件,虽然此时夹紧块的平面与工件的接触力为非均匀状态,但其接触力呈图中形状,是直接参与带动的,带动能力也很强,因此不用考虑增大式(2)中的的安全系数。同理,也可以针对一些其他典型工件进行分析,如果带动能力减弱就需要增大式(2)中的的安全系数。
安排专业技能训练教学,学生分小组强化训练临床基本技能。医院专业指导教师对学生开展真实病例教学,学生直接接触患者进行临床实践,突出人才培养的针对性和开放性,实现教学过程与临床实践过程对接。在医院在岗4O周的实习,在培养学生的操作技能的同时培养学生具有良好医德、医风和综合职业能力。

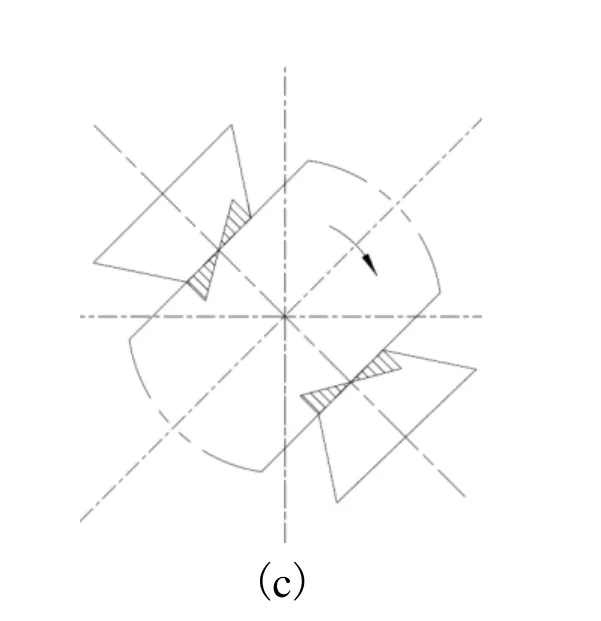
图8 针对不同工件轴端安装不同的夹紧块
经过上面的参数计算和结构优化,结合公司用户磨削圆柱轴端工件试制了一套自动带动装置,制造完工经使用,效果很好,不存在夹紧机构与工件之间打滑的现象,装置如图9所示。

图9 试制带动装置
5 结语
本文以数控外圆磨床加工为应用场景,针对多数轴类零件的磨削自动化进行了工件自动带动装置传力相关的结构设计、关键件拓扑优化和典型应用。首先根据装置的工作原理,考虑了安全因素,建立了矩形弹簧的最小弹簧力和顶开机构顶开油缸所需施加的顶开力与工作所需的以刚体定轴转动所需的惯性力矩、尾架顶尖与工件顶尖接触部位因滑动摩擦形成的摩擦力矩和磨削加工时的加工力矩三者之间的传力数学关系,并根据320系列机床进行了参数计算;接着采用SolidWorks Simulation软件对V型夹紧板零件进行了结构拓扑优化,去除掉非传力的部分,减轻了质量,提升了带动装置的动态性能;最后根据三种典型轴类零件的特性通过夹紧块与工件之间的相互关系说明直接由接触传力比摩擦传力更可靠,不用增大传力时设置的安全系数,同时根据用户需求试制了一套自适应圆柱轴端的工件自动带动装置,经使用,带动过程中没有出现滑动现象,表明文中给出的计算公式可行,相关应用研究成果可为轴类零件的自动化磨削加工提供一定的参考。
