RB211-535E4 低压涡轮二级转叶前缘磨损研究
2022-08-27高亚凤北京飞机维修工程有限公司
■ 高亚凤/北京飞机维修工程有限公司
0 问题的提出
随着中国民航业的快速发展,国内民航机队规模不断扩大,伴随飞机和发动机数量和使用时间的增加,设备老龄化问题日益严重,维修业务也不断增长,给维修单位带来了新的挑战。以RB211-535E4 发动机为例,该型发动机是罗罗公司上世纪80 年代研发的一款三转子发动机,服役时间已有40 年左右,随着使用时间的逐渐增长,发动机的故障也越来越多,近几年经常出现低压涡轮二级转叶(以下简称LPT2 转)前缘磨损(见图1)。LPT2 转磨损严重将导致发动机工作时LPT2 转叶片断裂,造成发动机空中停车,如2018 年罗罗公司的发动机ESN31682 因LPT2 转叶片断裂导致空停。同时,发动机修理或试车后仍可能有LPT2 转磨损情况发生。对2016—2021 年间Ameco 维修的该型发动机进行统计,因LPT2 转磨损排故的发动机有5 台,而试车后孔探检查到LPT2 转磨损返厂的发动机仍有4 台。

图1 LPT2转前缘叶根磨损
RB211-535E4 的EM 手册中的大修检查标准和孔探检查标准如表1 所示。

表1 大修检查和孔探检查标准
因LPT2 转磨损引起的发动机空停不仅会造成严重的经济损失,还对发动机的安全造成很大威胁,试车后发现的LPT2 转前缘叶根磨损必须返厂进行修理。LPT2 转磨损对下列方面会造成影响。
1)对周期的影响:发动机返厂修理需拆下M51 单元体,拆下、检查、修理或串用零件再装配试车,极大地延长了发动机的修理周期及交付周期,同时可能对客户的换发计划产生较大影响,从而影响MRO 的声誉;
2)对人力的影响:发动机返厂会打乱已安排好的进厂计划,需要抽调人力完成发动机的返厂排故工作,也会影响到已排好计划的发动机周期;
3)对财力的影响:一片LPT2 转的价格是6200 多美元,一整级是64 片,LPT2 转整级叶片磨损超限将造成300多万元的损失;
4)对质量的影响:将导致发动机零件损伤,孔探结果超标,发动机返厂修理,对发动机的质量产生极大的影响。
1 故障分析
按照手册关于中涡、低涡轴向位置调节的相关内容,与现有工卡进行对比,核查手册中的步骤、尺寸要求以及使用的工装是否有不一致或遗漏,对多台发动机的分解和装配过程进行监控,对相关零部件的故检严格把关。经过多次实践分析研究发现,导致LPT2 转磨损的原因通常为转子轴向位置前移或低压涡轮2/3 级导叶外机匣(下称LP2/3 导叶外机匣)LPT2 导安装槽宽度超限,即低压涡轮二级导叶(下称LPT2 导)后移。本文将重点介绍LP2/3 导叶外机匣LPT2 导安装槽宽度超限的解决方案。
1.1 结构特点
LPT2 导固定方式:LPT2 导组件叶根通过LPT1-2 级级间空气封严和LPT2级级间封严固定环固定,叶冠安装到LP2/3 导叶外机匣的LPT2 导安装槽上,并通过多个锁条固定。
LPT2 转固定方式:转叶通过枞树形结构安装到低涡二级盘上,径向位移由盘固定,轴向通过锁片固定。
LPT2 导组件轴向安装位置位于LPT1 级转叶和2 级转叶之间,LPT2 导组件叶根悬空,叶冠位置由LP2/3 导叶外机匣固定。在发动机工作时,LPT2导叶根后缘与LPT2 转叶根前缘的间隙小于安装时的间距,如图2 所示。

图2 LPT2导和LPT2转的安装位置
1.2 故障原因分析
LP2/3 导叶外机匣不是寿命件,没有使用时间和循环限制,但由于涡轮机匣工作环境恶劣,处于高温高压高振动的环境下,使用时间增长会导致机匣变形、磨损等问题发生。M051 单元体大修时,需要参照EM 手册对LP2/3 导叶外机匣的LPT2 导安装槽进行检查。安装槽变形或磨损都有可能导致安装槽与LPT2 导之间出现较大的间隙,使LPT2导叶冠发生径向位移,造成叶根轴向位移变大。发动机运转后,LPT2 导叶根后缘与LPT2 转叶根前缘的间隙越来越小,当磨损或变形到一定程度,即发生LPT2 导叶根后缘与LPT2 转叶根前缘擦伤问题。
在车间分解单元体的检查结果也符合以上分析。在分解LPT2 导组件之前,通过轻微晃动LPT2 导叶根,在发生擦伤的导叶叶根处能感受到明显的松动(相对发动机方向为轴向位移),在没有发生擦伤的导叶处只有轻微的松动或无晃动。
依据EM 对LPT2 导安装槽的检查要求,安装槽的宽度应为3.00 ~3.16mm,且不允许超过以上标准。但由于EM 手册中没有给出测量安装槽宽度所需的工装和测量方法,使LPT2 导安装槽的宽度测量工作执行难度较大,即使使用现有的工具测量,准确度也难以保证。
2 解决方案
为解决因LP2/3 导叶外机匣原因引起的LPT2 转磨损问题,对进厂大修的所有发动机的LP2/3 导叶外机匣进行了严格的检查,专门研发了一套检查测量LPT2 导安装槽的工装(见图3)。对宽度超限的安装槽进行修理:首先按手册要求,将宽度超限的安装槽切除,然后进行焊修,再检查测量;如不符合手册要求,重新进行修理、测量等,直至安装槽的宽度满足手册要求为止。
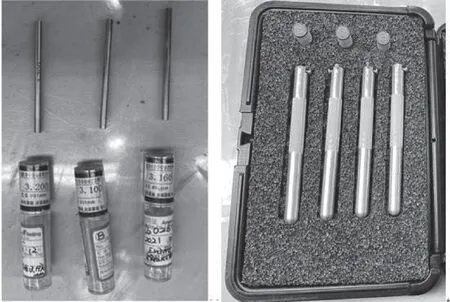
图3 测量销工装
2.1 工装的制定
经过对零件测量位置特殊性的研究,以及对其他机型类似零件和工装的研究和讨论,制作了一套测量销工装(圆柱形带手柄工装,直径分别为3.10mm、3.16mm 和3.20mm), 可 在安装槽的68 个等距位置进行测量(见图3)。工作者可以先使用直径为3.20mm的塞尺绕圆弧形槽滑动一周,以判断槽的宽度是否大于3.20mm,并记录大于3.20mm 的点位和数值;按同样方法,使用3.16mm 的塞尺测量小于3.20mm位置,并记录大于3.16mm 的点位和数值;按同样方法,使用3.10mm 的塞尺测量小于3.16mm 位置,并记录大于和小于3.10mm 的点位和数值。对68 个等距位置进行测量和记录:发动机从后往前看按顺时针方向记录从孔探孔处的定位销钉开始测量的68 个位置的测量值。定位销钉对应位置记为整数(如1、2、3),两个定位销钉中间位置记为小数(如1.5、2.5、3.5)。
2.2 工装的使用
使用该测量销工装检查LP2/3 导叶外机匣LPT2 导安装槽,能够准确判断机匣安装槽是否满足手册要求,对变形的机匣及时处理,确保LP2/3 导叶外机匣的尺寸符合手册要求。该工装使用后,未再出现试车后因LPT2 转磨损而返厂的情况。
3 结论
随着RB211-535E4 发动机使用时间的增长,零部件老龄化情况愈发严重,零部件变形等非常规损伤越来越多,严重困扰着维修单位和生产技术人员。维修单位需要不断探索,积累维修和检验经验,灵活运用各类方法,充分使用工装设备,逐一突破各个问题。本文提出使用制作的工装对LP2/3 导叶外机匣进行检查,并在发现变形后及时修理处理,解决了因LP2/3 导叶外机匣变形导致的LPT2 转的磨损问题,排除了质量隐患,减少了人力和财力的潜在损失。
