预冲孔结构对聚丙烯双向土工格栅拉伸成型的影响
2022-08-26郑超刘杰袁洪波宋立彬栾贻国
*郑超 刘杰 袁洪波 宋立彬 栾贻国
(1.山东大学材料科学与工程学院 山东 250061 2.肥城联谊工程塑料有限公司 山东 271608)
1.引言
塑料土工格栅具有强度高、密度小、尺寸稳定性好、环境适应性强、抗疲劳和耐蠕变性能优异、便于施工等特点,广泛应用于各类土木工程中[1]。根据产品承载方向不同,塑料土工格栅可以分为单向、双向和多向格栅。与单向和多向土工格栅相比,双向土工格栅能够承受两个方向的载荷作用,适用场合更为广泛,且对生产工艺及设备要求不高,因而在塑料土工格栅市场应用中占有较大比重[2]。
拉伸成型是制造双向土工格栅的主要工艺。在拉伸成型过程中,高分子材料内部初始零乱分布的链段沿拉伸方向重新取向,使格栅的筋条部位具有较高的拉伸强度,起到承载作用。格栅的节点厚度相对于筋条厚度更大,因而能够有效阻止土、砂、石等土工材料侧向移动,充分发挥格栅的嵌锁固定作用[3]。生产中,首先将聚丙烯或聚乙烯、添加剂等原材料,经挤出机挤出板材后,在压力机上利用冲孔模具获得规则排列的孔。预冲孔板材在合适温度和速度条件下进行第一次拉伸获得单向格栅;随后将板材沿与第一次拉伸的垂直方向进行第二次拉伸,即得到双向格栅[4]。在格栅生产流程中,预冲孔为后续拉伸成型提供初始板材,是格栅拉伸成型的重要环节。预冲孔结构包括孔型、孔基本尺寸、孔间距等,其设计不仅影响塑料在拉伸成型过程的变形行为,并与格栅产品的形状尺寸和力学性能密切相关。许闻博[5]采用有限元分析方法研究了预冲孔圆角半径对单向土工格栅拉伸过程的影响,发现该尺寸显著影响材料变形时的应力和应变幅值。刘计等[6]针对一种多向土工格栅设计了4种不同预冲孔孔型结构,分析了预冲孔孔型结构对多向土工格栅拉伸变形行为的影响,发现预冲孔孔型结构显著影响多向土工格栅的整体形貌、筋条宽度和筋条应变分布特性。Ren等[7]针对三向土工格栅进行了力学性能测试,发现随着预冲孔直径增大,三向土工格栅的拉伸强度呈现先增大后减小的趋势,进而结合拉伸成型过程分析得到了最优的预冲孔结构设计方案。目前,针对双向土工格栅的研究集中于原材料性能[8]、拉伸成型工艺[9-10]、格栅性能[11-12],以及格栅与土工材料的相互作用[13-15],而围绕预冲孔结构对双向土工格栅拉伸成型的影响探索极少。针对上述问题,本文选取生产中常见的圆形孔型,通过工艺实验与性能测试,分析预冲孔间距和孔径对聚丙烯双向土工格栅拉伸成型的影响规律。
2.实验方案
实验选用肥城联谊工程塑料有限公司提供的聚丙烯板材,厚度为4mm。首先采用激光切割机加工预冲孔试样,随后利用材料试验机进行高温拉伸成型工艺实验,通过随设备配置的高低温箱获得高温成型环境。由于双向土工格栅需在两个相互垂直的方向上依次进行拉伸,因此在第一次拉伸结束和试样冷却后,将试样取下、旋转90°后重新装夹,再升温至设定温度进行第二次拉伸。将得到的双向格栅冷却至室温后,在材料试验机上进一步开展室温拉伸试验,分别检测格栅两个方向的力学性能。
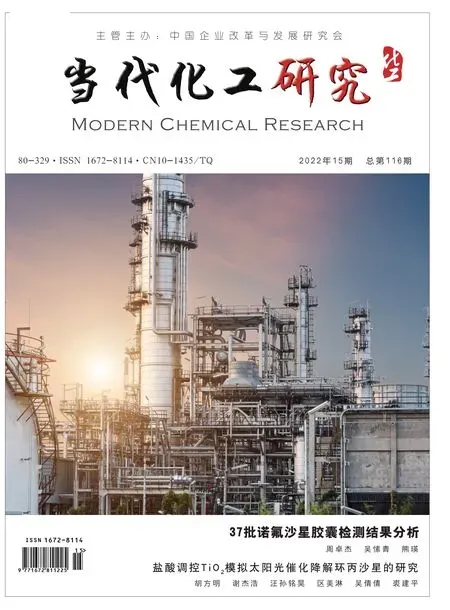
结合双向土工格栅生产常用预冲孔结构形式和实验设备条件,设计如图1(a)所示的聚丙烯双向土工格栅预冲孔试样。预冲孔采用圆形孔型,设Ts和Vs为两个拉伸方向上的预冲孔间距,且Ts=Vs,D为圆孔直径,加工获得的试样如图1(b)所示。结合聚丙烯的物理性能和双向土工格栅拉伸成型常用的工艺参数,设定拉伸温度为130℃,拉伸速度为150mm/min,拉伸距离为80mm。预冲孔间距选取6mm、8mm、10mm、12mm、14mm,圆孔直径选取3mm、4mm、5mm、6mm。与实际生产一致,本文将第一次拉伸称为纵向拉伸,获得的试件如图2(a)所示;将第二次拉伸称为横向拉伸,得到的格栅产品如图2(b)所示。
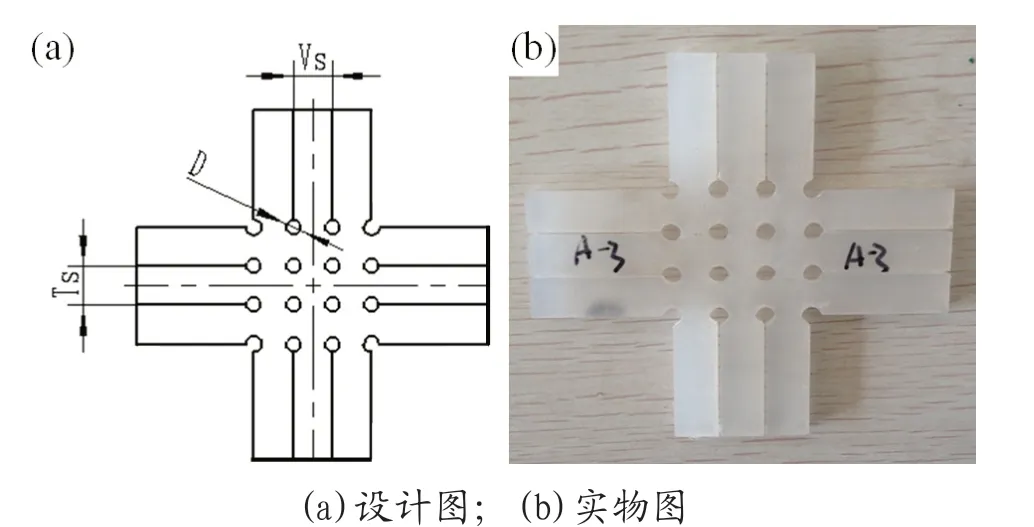
图1 聚丙烯双向土工格栅预冲孔试样
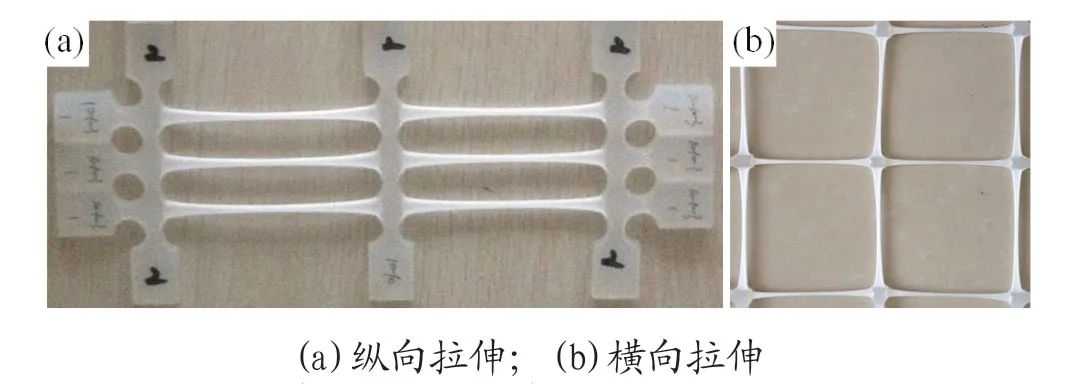
图2 两步拉伸成型获得的试件
选择拉伸强度和断裂伸长率两个指标分析双向土工格栅的力学性能[16]。依据《GB/T 17689-2008土工合成材料塑料土工格栅》,规定在外力作用下第一个峰值时的拉力折算成单位宽度土工格栅的力称为拉伸强度,格栅拉断时的应变称为断裂伸长率。室温拉伸试验时横梁移动速度设为20mm/min,采用单肋法分别检测格栅纵向和横向的力学性能,每种条件均重复5次。
3.结果与讨论
(1)预冲孔间距对格栅成型的影响
图3为不同间距下双向格栅拉伸成型的实验结果,此时圆孔直径固定为4mm。
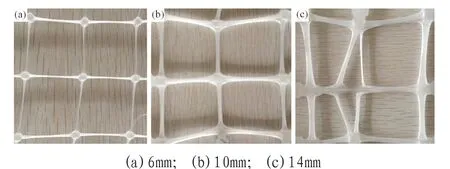
图3 不同间距下拉伸成型结果
由图3(a)可知,当间距为6mm时,位于筋条部位的初始材料过少,导致拉伸后横截面积急剧减小,格栅筋条过细,这显然不利于格栅承载能力的发挥。当间距为14mm时,拉伸成型后发现在节点部位出现开裂,说明该条件下也不能获得合格格栅产品,如图3(c)所示。分析认为,当间距过大时,位于筋条部位的初始材料显著增多。经过第一次拉伸后,尽管该处材料宽度上有所减小,但与节点部位相比差别较小。由于节点部位的材料尚未发生取向强化,在第二次拉伸过程中强度较低的节点部位材料将首先发生变形,最终因变形过大而产生断裂。在给定孔径和拉伸距离条件下,间距为8mm、10mm、12mm时均能获得形状良好的格栅,后续取这三种间距下得到的双向格栅进一步开展力学性能测试。
图4为不同间距下双向格栅拉伸强度和断裂伸长率的测试结果,实验中发现断裂均出现在格栅节点与筋条的过渡区。
由图4可知,随间距增大,两个方向的拉伸强度均升高,断裂伸长率先增大而后有所下降。总体来看,格栅纵向(即第一次拉伸方向)的力学性能普遍优于横向(第二次拉伸方向)。分析认为,由于纵向拉伸后部分材料已经发生了取向强化,这将对第二次拉伸过程中材料的变形起到一定阻碍作用。在拉伸距离不变时,材料变形不如第一次充分,因而削弱了横向筋条的承载能力,导致双向格栅两个方向上的力学性能存在差异。此外,过大的间距意味着单位面积内材料增多,因此在确保格栅力学性能前提下,可采用较小的间距以降低克重。

图4 间距对聚丙烯双向土工格栅力学性能的影响
(2)预冲孔孔径对格栅成型的影响
图5为不同圆孔孔径下双向格栅拉伸成型的实验结果,此时间距保持为10mm。
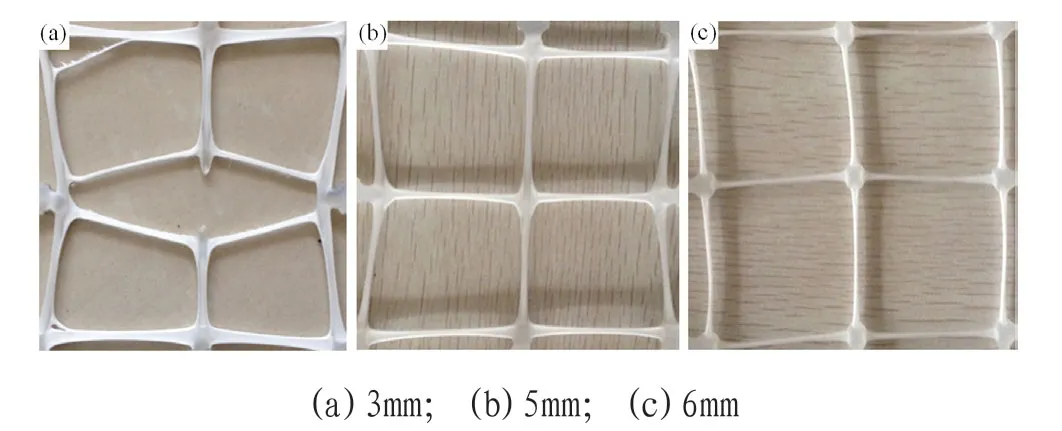
图5 不同孔径下拉伸成型结果
由图5(a)可知,当孔径为3mm时,拉伸成型后在节点部位出现开裂,这种现象及产生原因与图3(c)类似,说明过小的孔径将导致格栅成型后的形状难以控制,易因变形过大而出现破裂。当孔径为6mm时,尽管此时单位面积内的材料减小,这对降低克重是有利的,但由图5(c)可知,此时双向拉伸后获得的格栅筋条部位横截面积明显较小,这可能不利于格栅承载能力的发挥。在给定间距和拉伸距离条件下,孔径为4mm和5mm时均能获得形状良好的格栅。为定量分析孔径对双向格栅力学性能的影响,进一步选择孔径为4mm、5mm和6mm获得的格栅开展测试。
图6为不同孔径下双向格栅拉伸强度和断裂伸长率的测试结果。与不同间距条件下的格栅室温拉伸结果类似,实验中发现断裂均出现在格栅节点与筋条的过渡区。
由图6可知,随孔径增大,两个方向的拉伸强度和断裂伸长率均降低。分析认为,在拉伸变形过程中,格栅筋条部位的高分子链段沿拉伸方向重新分布,呈现取向增强现象。随着变形持续发展,格栅筋条部位承载能力逐渐提高。尽管节点处材料整体变形程度较小,但由于节点横截面积较大,致使格栅的力学性能薄弱点位于筋条与节点的过渡区。随着预冲孔孔径增大,在间距和拉伸距离不变时,格栅筋条宽度逐渐减小,筋条与节点过渡区的横截面积及其承载能力也随之减小,因而力学性能出现下降。
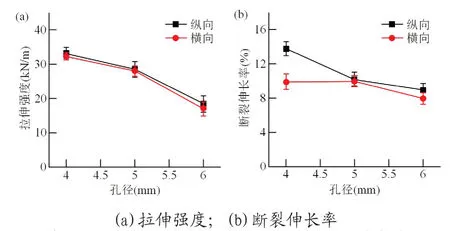
图6 孔径对聚丙烯双向土工格栅力学性能的影响
4.结论
(1)合适的预冲孔间距和孔径对于获得合格格栅产品至关重要。在拉伸一定距离时,增大预冲孔间距或减小孔径,均使双向土工格栅两个方向的拉伸强度提高。
(2)双向土工格栅纵向(第一次拉伸方向)的力学性能优于横向(第二次拉伸方向)。可适当增大第二次拉伸的拉伸距离以提高材料的变形程度,从而减小两个方向的性能差异。