热压弯成形工艺下的高筋蒙皮结构优化研究
2022-08-18薛文彬陈明和谢兰生
薛文彬 ,陈明和,谢兰生
(南京航空航天大学 机电学院,江苏 南京 210016)
0 引言
高筋蒙皮由于质量轻、刚度高在运载火箭、导弹外壳上得到了广泛的使用[1],其特点是蒙皮和加强筋相结合组成一个整体。由于其结构复杂、外形精度高、推重比大等需求,轻量化、高精度成为高筋蒙皮制造研究的重点。热压弯成形是一种传统的高筋蒙皮成形工艺,具有加工成本低、周期短、适应不同轮廓[2]等优点,但容易导致筋条扭曲、失稳等成形缺陷。高筋蒙皮筋条的失稳会使构件的可靠性大幅降低,严重时会导致成形件的报废[3]。针对筋条失稳的问题,研究人员通常采用改变蒙皮成形的工艺方法进行优化[4],但尚无学者对高筋蒙皮筋条的结构进行研究和分析。
本文通过ABAQUS/Explicit软件模拟5A06铝合金高筋蒙皮的热压弯成形过程,针对蒙皮的整体质量和横向筋条的屈曲失稳问题进行优化研究。采用田口正交试验法进行热压弯成形仿真试验,并对试验结果进行极差和方差的分析,综合评估高筋蒙皮横向筋条的筋宽、筋高、纵向筋条的筋条间距对零件质量和横向筋条失稳的影响[5],得出较优的结构参数组合,指导实际制造过程的热压弯成形试验。本文的试验方案流程如图1所示。

图1 基于ABAQUS方差分析的热压弯成形正交参数优化流程
1 试验材料与方法
1.1 高筋蒙皮热压成形工艺仿真
本文以5A06铝合金高筋蒙皮为研究对象,采用ABAQUS/Explicit模拟分析高筋蒙皮热压弯成形的过程。数值模拟前需要简化,忽略模具热胀的影响,成形是在恒温条件下进行,无热交换的影响,材料成形参数用材料相应温度的性能来表征。试验材料为一块如图2(a)所示的400mm×270mm×28mm的热轧态5A06铝合金高筋壁板。根据 5A06 铝合金高温拉伸试验结果可知,5A06 铝合金在温度为 300℃~450℃时呈现良好的变形能力[6],且变形抗力较小。运用ABAQUS/Explicit软件,建立与试验件尺寸相同的有限元模拟对象,如图2(b)所示。采用实体单元C3D8R对壁板毛坯进行划分,设置网格化边长为2mm;上下模视为刚体,提取模具表面,采用刚体单元R3D4进行划分。5A06铝合金在400℃高温条件下的应力-应变曲线如图3所示,材料的密度为2.7g/cm3,弹性模量约为72GPa,泊松比为0.3[7]。
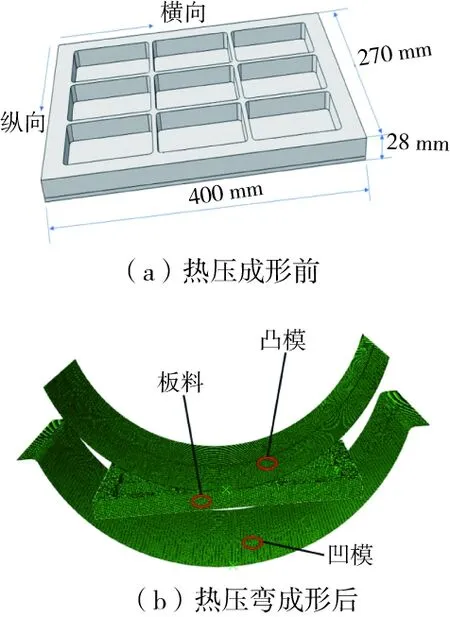
图2 高筋蒙皮热压成形前后的结构件有限元模型
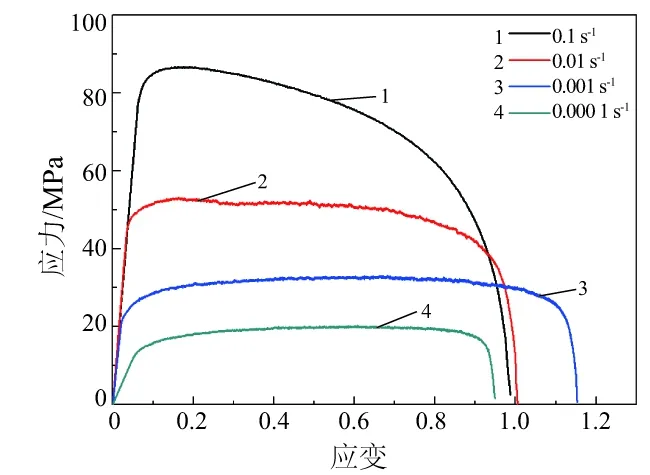
图3 5A06铝合金400℃下的应力-应变曲线
1.2 田口正交试验
结合生产实际,本文以成形构件的质量作为目标函数1,以横向筋条纵向位移所表征的横向筋条起皱情况作为目标函数2。选择横向筋宽、筋高和纵向筋间距作为影响零件质量和成形精度的潜在因素,每个参数选取4个水平,采用田口正交表L16(43)设计并进行仿真试验。纵向筋条的宽度固定为6mm,筋高选择16~25mm,横向筋宽选择2~8mm,纵向筋间距取50~200mm。蒙皮筋条结构参数水平如表1所示,田口正交试验安排及对应的成形零件质量和横向筋条切向应力如表2所示。

表1 筋条结构参数及水平 单位:mm

表2 热压成形正交试验及仿真结果
1.3 极差分析与方差分析
2 结果分析
2.1 仿真结果云图
对16组结构参数由ABAQUS/Explicit计算得到高筋蒙皮成形的横向筋条纵向位移,仿真试验结果如表2所示。16组试验中,第8组的最大纵向位移最小,纵向位移主要发生在外部边框处,为0.731 3mm,对应的筋高为19mm,横向筋宽为8mm,纵向筋间距为50mm。这说明在该结构参数下横向筋条失稳的可能性最小。第13组的质量最小,为3.022 9kg,其中横向筋条的最大纵向位移为7.272mm,横向筋条发生起皱的现象(图4)。

图4 高筋蒙皮纵向位移云图
2.2 蒙皮结构参数对筋条失稳和蒙皮质量的影响规律
从表2所得到的试验数据中分析各结构参数对横向筋条纵向位移和蒙皮质量的影响。表3和表4分别为横向筋条纵向位移和质量的极差分析结果,极差值越大代表所占的影响因素越大。在筋条纵向位移极差分析中,结构参数对横向筋条纵向最大位移影响程度:横向筋宽>筋条高度>纵向筋间距。在高筋蒙皮质量极差分析中,结构参数对高筋蒙皮质量影响程度为筋条高度>横向筋宽>纵向筋间距。

表3 横向筋条纵向位移极差分析
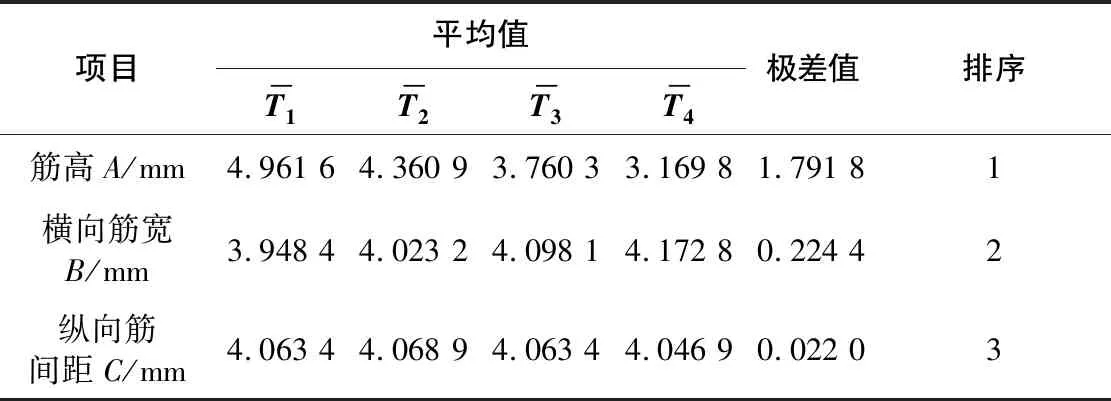
表4 高筋蒙皮质量极差分析
2.3 正交参数优化
采用田口正交实验法,不考虑各因素之间的交互作用,通过2.2节得出不同结构相应的影响因素主次顺序可以得出一个较优的结构参数组合。


2.4 试验验证及结果分析
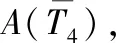
根据模拟仿真得到的优化参数,对5A06铝合金高筋蒙皮进行热压弯成形试验,模拟结果如图5所示。图5(a)为筋高16mm、筋宽2mm、横向筋间距50mm的仿真结果图,横向筋条出现了明显的起皱现象,可以看出失稳情况的发生,质量为4.873 9kg;图5(b)为优化后的高筋蒙皮,筋条的横向位移在1mm之内且变形区域主要集中在外轮廓,筋条未发生失稳的情况,质量为3.114 1kg。优化后的高筋蒙皮结构相较于优化前的结构失稳风险显著降低,质量减轻36.1%。
图5 热压弯成形模拟结果
3 结语
1) 采用田口正交试验法,以筋高、横向筋条宽度、纵向筋条筋间距为参数,以横向筋条失稳风险和高筋蒙皮的质量为目标构建了高筋蒙皮热压弯成形的仿真试验方案,通过横向筋条纵向位移表征筋条失稳的风险,通过方差分析确定了各结构参数对失稳和质量影响的显著性。
2)筋高对高筋蒙皮质量的影响较大,增大筋高会有效减轻蒙皮的质量。横向筋条的筋宽对筋条失稳的影响较大,在筋宽<2mm时筋条极容易发生失稳缺陷。