数控加工自动编程虚拟仿真实验制作思路
2022-08-26张宏林杨宏伟颜翠翠
张宏林,杨宏伟,颜翠翠
(西安思源学院工学院,陕西 西安 710038)
0 引 言
制作用于自动编程学习的虚拟仿真项目存在诸多困难,因为自动编程侧重的是数控工艺的把握,具体内容则是数学算法的运用。不同加工方法的组合只是为了将零件加工出来,达到设计图纸的要求。不同零件加工过程中所走的路线并不是唯一的,但良好的加工工艺必将伴随着较快的加工速度,可提供更优异的表面质量,更微小的刀具损耗和机床震动。所以说加工工艺是有好坏之分的。
另外,数控加工有其独有的特点和手法。编制工艺路线时要熟悉不同CAM软件的指令,只有灵活运用软件指令才能更好地实现零件加工的目标。MasterCAM作为一款中端CAM软件,售价合理,在国内拥有庞大的用户群体和丰富的学习教程,因此将其作为自动编程虚拟仿真软件载体是比较合适的。
虚拟仿真的难点在于通过可视化、直观、互动的方法介绍软件的使用,因此作者构想了一种虚拟仿真实现的方案。
1 虚拟仿真实现方案
MasterCAM提供多种数控编程方法(如车、铣、电火花等),但铣床编程采用三维坐标,具有3、4、5轴联动的可能,所加工的零件程序段冗长烦琐,是人力手工编程难以企及的,因此只能采用自动编程。篇幅所限,本文只讨论数控铣床的自动编程。
对MasterCAM自动编程的介绍可分为4个阶段。第一阶段介绍单一指令的加工手法,让学员熟悉各种指令的特点和应用场合。MasterCAM每年都在更新,这给学习者的学习带来一定的难度。但是对于一款软件来说,新版本往往是向下兼容的,因此我们选择旧版菜单式界面所包含的指令作为学习目标,具体的铣床学习内容则包括5种2D加工指令、8种3D粗加工指令。有针对性地运用这些加工指令制作加工验证动画视频,并配以简洁的文字介绍和解说,使学员在最短的时间内领略各种加工方法的进刀特点和适用场合。可以说,文案的整理和视频的制作同等重要。
MasterCAM的源文件所具有的验证动画,要么运行速度太快,无法看清细节;要么运行速度太慢,等待时间过长;要么计算量太大,机器运行困难。但其制作出的视频比较小巧,且有针对性,便于检索,用户可随时观看,及时对所学知识进行复习巩固,建立深刻印象,所以说其作为教程是较为合适的,并为后期运用Unity 3D将其整合为互动虚拟软件奠定基础。图1、图2分别为所整理的2D加工和粗加工使用方法汇总示例。

图1 有关2D铣削的仿真短视频
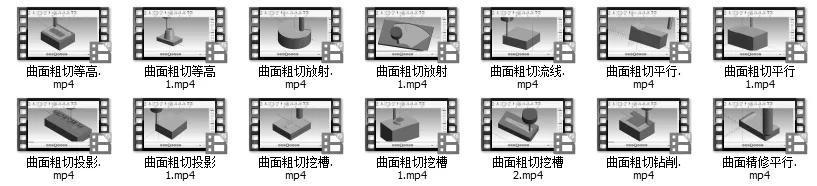
图2 有关粗加工的仿真短视频
第二阶段重点介绍11种精加工指令,在学员理解各种精加工工艺和特点的基础上,引入复合加工。即以相应的粗加工进行开粗,毛坯上留有刀痕,后面再采用相应的精加工,清除粗加工留下的刀痕,以此完成精加工或半精加工。例如可采用曲面粗切挖槽+曲面精修残料清角来精加工某一种形状的零件,依然采用直观的加工验证动画视频达到学习目的。图3为对应的复合加工视频。

图3 有关精加工的粗、精结合仿真短视频
第三阶段引入综合学习,即工件加工。选择较为简单并有代表性的经典零件,用于实战教学,让学生深刻体会2D与3D的结合,粗加工与半精加工、精加工的结合,先后衔接的加工次序,但这些都是工艺、宏观上的把控,没有涉及具体的操作细节。这样做的目的是为了增加学习的趣味性,提高学员学习的兴趣,以尽快适应虚拟仿真的学习特点,因为学生在虚拟仿真实验上的学习时间是十分有限的。
第四阶段引入实战教学,这里主要介绍MasterCAM各种操作手法的具体细节设置,不同设置对输出刀具轨迹的影响,以及为了辅助加工而增设的点、线、面、体等技巧。具体零件的加工流程示例如图4所示。

图4 具体零件的整体加工流程
这部分的内容艰深晦涩,为此我们采用案例式教学,将操作的具体细节以文字的形式展现出来,并且辅以可以充分说明问题的图示、列表以及必要的讲解,便于学生反复揣摩学习。因为知识的学习原本就是艰辛的,并没有捷径可走。这里只不过是提供了丰富的教学资料,便于学员摸索、学习,真正理解和体悟还有赖于学员自身的投入程度。
2 具体教学内容设计
MasterCAM mill的2D与3D指令集合的掌握是比较容易的,难点在于对数控工艺的具体把握,因此在第四阶段的实战教学中,需要引入各种类型的零件,示例性介绍其典型的加工工艺,便于学员举一反三,触类旁通。MasterCAM铣床加工的指令集合如图5所示,制作数控加工工艺时,要在这里面仔细寻找排查,找到适合零件加工的方法。具体的教学内容通过以下案例来体现。

图5 MasterCAM的2D与3D指令集合
2.1 手表壳加工工艺路线
毛坯选择:长60 mm、宽45 mm、高6 mm的方形毛坯,材料为45钢。Z坐标原点设置为0.2,保证可以完成毛坯上表面的加工。加工群组根据刀具来划分,尽量减少换刀次数。表壳加工工艺路线如表1所示,分为8步,刀具选择有4种。选用新版MasterCAM的曲面高速加工开粗,其后都是精修。
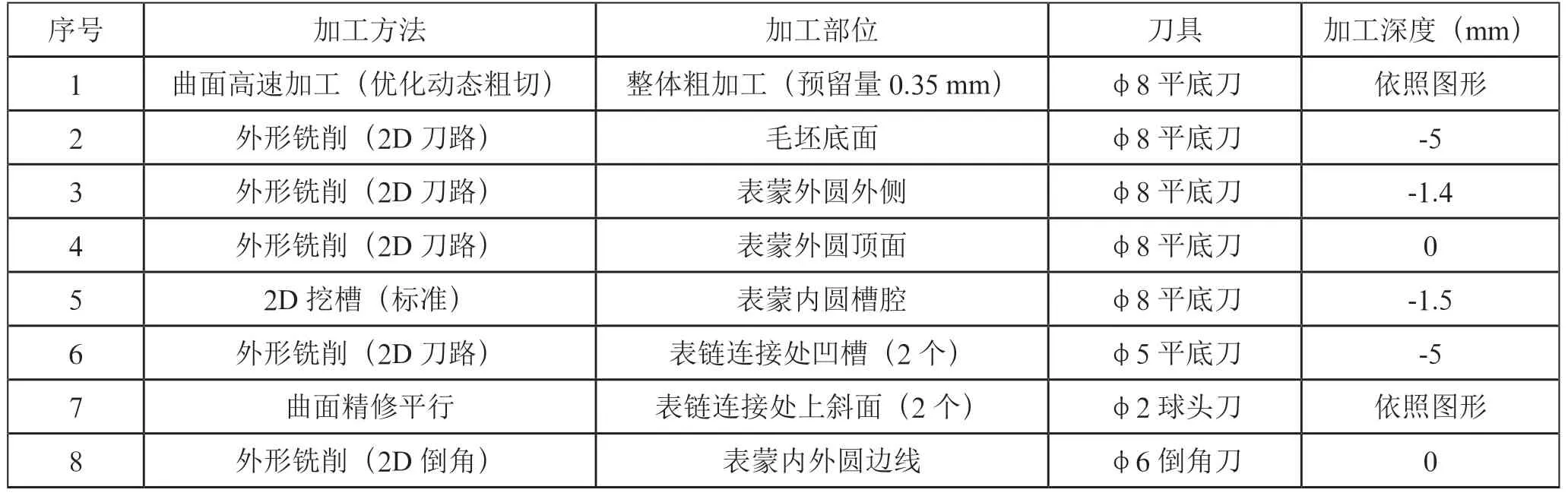
表1 手表壳加工工艺路线列表
2.2 平底刀铣削群组1
刀具群组1采用φ8平底刀进行开粗和一部分精加工,刀具直径粗便于增加切削效率,但不利于细微处的刻画和曲面斜面的加工:
(1)曲面高速加工(优化动态粗切)。加工图形选择零件的整个表面,切削范围选择边界串联,为毛坯边界,壁面预留0.35 mm,底面预留0.35 mm,刀具选择直径为φ8的平底铣刀,主轴进给速率1 000 mm/min,转速3 000 r/min。切削间距3 mm,分层深度0.5 mm,最小刀路半径2 mm,微量提刀距离0.25 mm,提刀进给速率2 500 mm/min。下刀方式为单一螺旋,螺旋半径10 mm,Z高度1 mm,进刀角度2°。曲面高速加工刀路轨迹如图6所示,类似环切,但采用螺旋进刀和下刀;图7为加工后的形状,表壳整体外形已具备,但斜面上留有阶梯状刀痕。

图6 曲面高速加工刀路轨迹
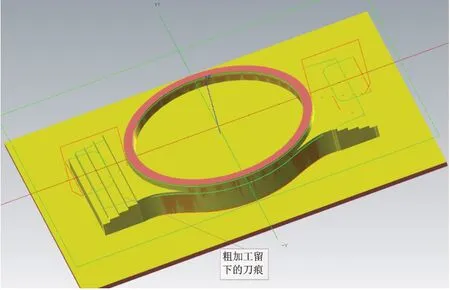
图7 优化动态粗切开后的零件形状
(2)外形铣削(2D刀路)1。铣削零件串联路径如图8所示,主要铣削表壳外部的毛坯底面。壁面预留和底面预留为0,勾选进退刀设置。XY分层铣削,粗切3次,间距5 mm,多路径顺序由外形而定,粗加工切削方向为单向。进退刀设置长度为3 mm,扫描角度为45°,以减少走刀路径,工件表面高度为0,深度为-5,单独这一步的加工轨迹如图9所示,铣削后的效果如图10所示。

图8 工件底面铣削的串联路径
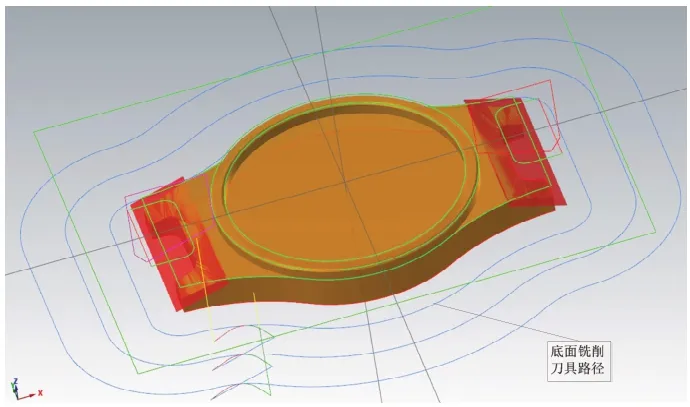
图9 外形铣削刀路轨迹
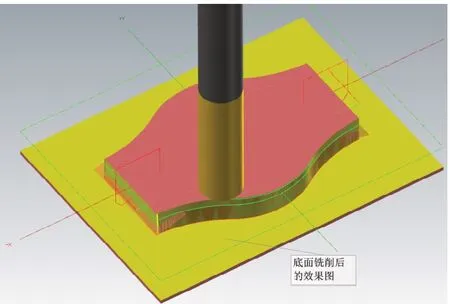
图10 单独外形铣削后的零件
(3)外形铣削(2D刀路)2。加工部位为2D铣削表蒙外圆的外部。壁面预留和底面预留为0,不分层。进退刀设置同上,工件深度为-1.4,单独这一步的加工轨迹如图11所示。
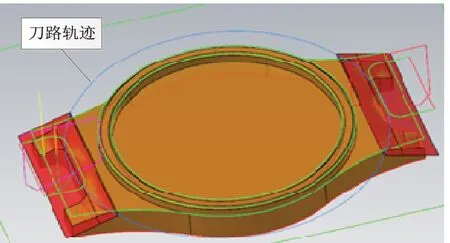
图11 外形铣削表蒙外圆
(4)外形铣削(2D刀路)3。设置同上,但铣削表蒙外圆内部的上表面,故工件深度为0。第(2)(3)(4)步铣削的部位如图12所示。这3个外形铣削分别精修3个平面,所以选择2D铣削即可,所用刀具为端铣刀。
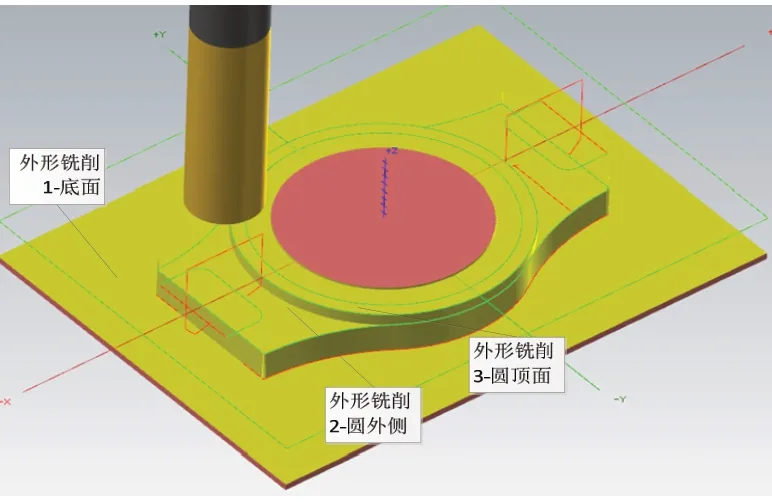
图12 3次外形铣削的不同位置
(5)2D挖槽(标准)。挖槽范围如图13所示,加工内腔底面,作为精加工,壁面预留和底面预留为0,采用高速切削。因为是精加工,故进刀方式选择关、无精修。切削间距为刀具直径的50%,残料加工及等距环切公差为0.5 mm,深度选择-1.5。加工轨迹如图14所示。

图13 2D挖槽选择的串联轨迹
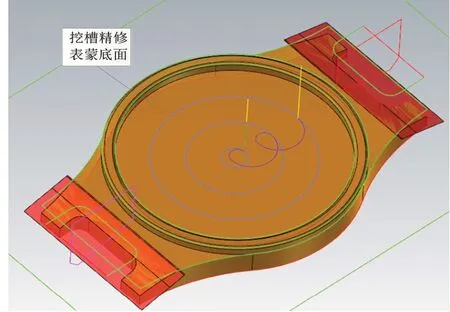
图14 2D挖槽精修表蒙底面
2.3 加工群组2
加工群组2采用φ5的平底铣刀和倒角刀,用于细节的切削(如小凹槽、小斜面、小倒角),因为此时采用更大的刀具会产生干涉:
(1)外形铣削(2D刀路)。刀具选择直径为φ5的平底铣刀,加工对象选择2个开放的串联轨迹,如图15所示,切削2处凹槽,注意箭头的方向选择,应铣削凹槽内侧,单独外形铣削效果如图16所示。外形铣削方式为2D,进退刀设置选择直线相切,长度30%,圆弧半径为0,因为其为开放图形,无需圆弧切入,扫描角度45°,深度选择-5.0。该处依然为2D铣削,属于用外形铣削方式加工槽。

图15 外形铣削选择的串联轨迹图形

图16 单独外形铣削效果
(2)曲面精修平行。刀具选择直径为φ6的球头铣刀,用于加工斜面,加工对象选择如图17所示的两处辅助斜面。主轴进给速率400 mm/min,转速6 000 r/min,加工面预留量0,用于精修斜面。最大切削间距0.1 mm,加工角度90°,保证平行切削流线的方向。切削方向为双向,保证效率。
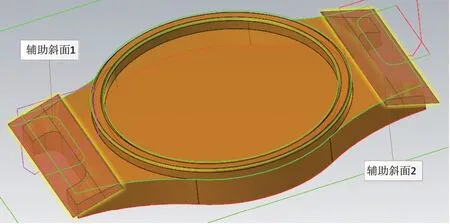
图17 曲面精修平行所做的两处辅助斜面
(3)外形铣削(2D倒角)。刀具选择直径为φ6的倒角刀,加工对象选择如图18所示的2个串联图形,注意箭头的方向,长箭头为走刀方向,短箭头为刀补方向,这里选择右刀补。如果箭头方向错误,则右键单击该图形,线条箭头的方向选择反向。主轴进给速率600 mm/min,转速5 000 r/min,外形铣削方式选2D倒角,用于表蒙内外圆边线的倒角。倒角宽度为0.3 mm,底部偏移为0.3 mm,壁面、底面预留量为0。倒角的刀具轨迹如图19所示,分别在被倒角圆边线的内外侧,这样可以用统一的右刀补一次性完成加工。
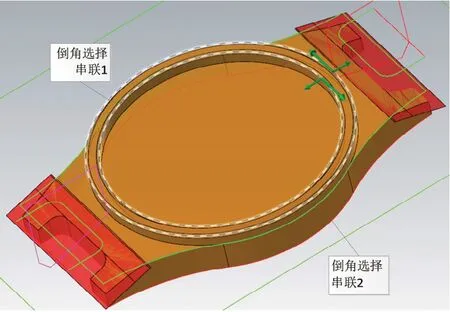
图18 外形铣削2D倒角的2个串联图形
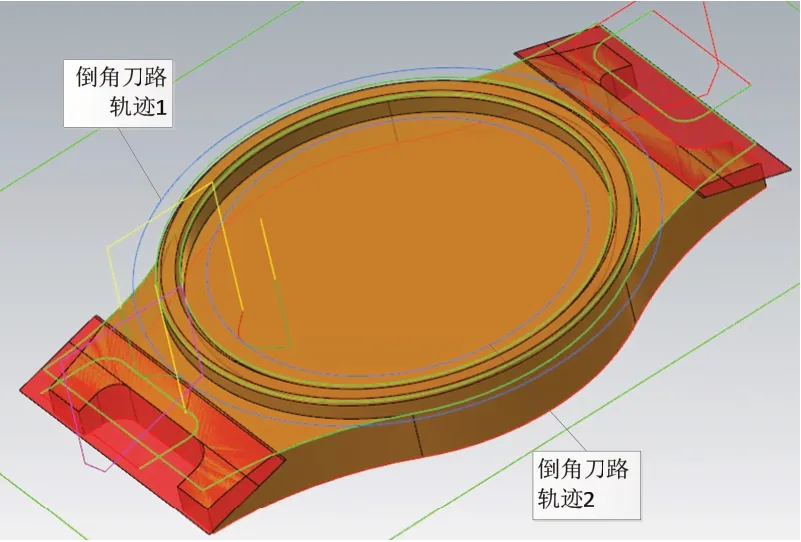
图19 外形铣削2D倒角加工刀路轨迹
2.4 总结
该表壳加工的特色之处是引入了两个倾斜辅助面,对其进行整体平行加工,虽然从加工路程上看,空走刀了一些无用路程,但是加工速度均匀,流线整齐,表面质量好。对两侧开放槽,单独采用外形铣削方式精修,加工质量更好。用外形加工来加工槽是一种可提高精度的方法,同时用挖槽加工来加工外形也是一种快速去除毛坯余量的粗加工的好办法。
该零件加工的另一个特点是采用了优化动态粗切方法,这种方法可以完全利用刀具刃长,减少了刀具的磨损,同时可以使切削量与切削力均匀,使转折角圆滑,减少机床冲击和振动,属于曲面高速加工。
3 结 论
数控自动编程属于抽象的数学算法问题,本不适合作为虚拟仿真的项目,但是经过仔细思考,在自动编程软件MasterCAM和仿真验证软件Vericut之间,依然存在将其应用于辅助实验教学的虚拟仿真实验的可能性。以实化虚,以实代虚,虚实结合,增强互动是虚拟仿真类软件的特点,该特点使学习的过程更像是一个有代入感的互动游戏的过程。本文论述了制作游戏脚本所必需的素材,包含文本、图片、表格、语音、视频。而用于构建场景和对象的三维实体相对来说则显得无足轻重,将来会对其加以详细论述,毕竟不同的机床程序写法是不一样的。
