基于图像角点匹配的机械加工零件表面缺陷检测
2022-08-24陈希球
肖 红,陈希球
(1.广州松田职业学院信息技术系,广东 广州 511300;2.长江工程职业技术学院,湖北 武汉 430212)
0 引言
传统的机械加工零件表面缺陷检测是由人工完成,人工检测过程中会受到各种外界因素的影响,导致工作效率下降[1-2]。由于现阶段的机械加工图像十分复杂,对零件缺陷检测和识别方面的技术仍然处于不断完善的过程,并没有和实际应用有效结合。为此,机械加工零件表面缺陷检测已成为当前相关领域的热门研究方向。
一些专家针对机械加工零件表面缺陷检测进行了大量的研究,舒威等[3]首先采集大量的储罐表面图像,提取储罐图像表面的缺陷区域,将缺陷和无缺陷区域进行分割,最终实现缺陷检测;周友行等[4]将直线导轨表面图像进行转换,得到导轨图像对应的分量图,采用主成分分析方法对各种分量图像进行降维处理,同时构建混合灰度模型,借助PSO算法对相关系数进行加权处理,利用阈值分割实现缺陷检测。
在上述2种方法的基础上,提出一种基于图像角点匹配的机械加工零件表面缺陷检测方法。
1 表面缺陷检测方法
1.1 机械加工零件图像角点匹配
角点信息[5-6]中不仅包含内容丰富的局部特征,同时还包含各种不同形状的特征信息,被广泛应用于图像处理领域中,因此也出现了大量的检测方法。以下主要通过CSS角点检测算子进行角点匹配。
对于平面曲线l而言,需要对其进行平滑处理,即
l(u,σ)={X(u,σ),Y(u,σ)}
(1)
X(u,σ)和Y(u,σ)为高斯核函数;σ为尺度参数。
曲线l(u,σ)的曲率可以表示为
(2)
Xu(u,σ)和Yu(u,σ)为一阶高斯函数;Xuu(u,σ)和Yuu(u,σ)为二阶高斯函数。
利用式(2)能够得到不同尺度下图像的曲率变化情况,需要根据设定的阈值判断角点是留下还是删除。被留下的角点即为候选角点,需要根据尺度取值范围依次进行角点定位。
基于CSS的角点检测算法[7-8]操作步骤如下:
a.在原始机械加工零件图像中提取Canny边缘。
b.提取图形边缘轮廓,同时对缝隙进行填充。
c.选用尺度σhigh对轮廓曲线上的随机曲率进行计算。
d.设定曲率大于阈值t的角点为候选角点。
e.在尺度较小的条件下对提取到的角点进行定位操作。
f.将不同类型的角点进行比较分析,删除距离比较近的角点。
由于红外成像原理比较复杂,经常会存在不同类型的噪声以及低对比度点,所以需要将图像的伪角点删除,确保算法的稳定性得到有效增强。
尺度空间图像D(x,y,σ)在像素点D(x0,y0,σ)处的泰勒式展开形式为
(3)
∂为邻近曲率的取值;DT为候选角点;X为角点的矢量值。
对式(3)进行求导,同时将其取值设定为0,则能够获取极值点准确坐标位置的矢量值Xmax,即
(4)
为了删除对比度取值比较低的点,需要将式(4)代入式(3)中,进而获取极值的估计值,即
(5)
设定阈值为λ,假设D(Xmax)的绝对值高于设定阈值,则保留该角点,说明该角点具有较大的响应值,同时具有较强的抗干扰能力;反之,则将角点删除。
在检测出角点特征的基础上,需要对不同的特征进行描述,同时还需要确保不同描述子具有旋转不变特征。对于已经检测到的特征点,主要通过特征点尺度σ获取距离最近的高斯图像L(x,y),即
L(x,y)=G(x,y,σ)⊗I(x,y)
(6)
I(x,y)为原始图像。
针对高斯图像在不同尺度下的像素点(x,y)而言,将梯度θ(x,y)和幅值m(x,y)设定为:
(7)
(8)
将特征点梯度矢量作为判定基础,这样能够有效将图像中包含的噪声删除[9-10],同时还能够全面提升算法的稳定性。根据特征点在图像中的坐标和尺度空间,构建1个规格为64×64的窗口,还需要对窗口内不同角点的梯度信息进行计算。为了有效确保描述子的抗旋转不变特性,需要利用特征点构建1个全新的邻域坐标系,同时还能够对相同区域的角点特征进行提取。
其中,特征描述子的详细建立过程如下:
a.设定1个规格为64×64的矩形邻域。
b.判断邻域中各个点的梯度方向,同时借助相关公式对其进行修正。
c.根据邻域中各个点的梯度方向约束分区角度范围,将矩形邻域划分为规格8×8的子邻域。
d.将就近投影原则作为判定依据,分别对不同方向的角点进行分类处理。
e.对矩形邻域内的全部窗口依次进行采样,同时还需要对不同的函数进行加权处理[9-10]。
f.统计邻域内的梯度,同时对其进行归一化处理。
g.归一化处理后的特征向量中值高于0.2,则需要进行截断处理;反之,则需要再一次进行归一化处理。
机械加工零件图像角点匹配[11-12]流程如图1所示。

图1 机械加工零件图像角点匹配流程
在计算特征点描述子的距离时,将欧氏距离设定为匹配依据,通过欧氏距离即可获取2幅图像的相似性度量方法,即
(9)
xi1和xi2分别为第1幅和第2幅图像的像素点数量。
在上述操作的基础上,通过双向匹配算法对提取的角点信息进行匹配,最终实现机械加工零件图像角点匹配[13-14]。
1.2 机械加工零件表面缺陷检测
当得到信息更加完整的机械加工零件图像后,采用一维直方图的阈值分割对零件表面缺陷进行检测[15]。图像分割的实质就是对图像像素进行分类的过程中,直方图能够十分直观地表示零件图像灰度分布的统计数据图。
在图像进行分割的过程中,缺陷图像的灰度直方图会有以下2方面的特征:
在机械加工零件表面出现腐蚀现象时,通常灰度图包含3个波峰,分别应用于背景信息、零件信息以及缺陷信息。阈值的选取需要获取2个阈值,其中一个是背景信息,而另外一个是零件信息的分割阈值。
当机械加工零件表面存在缺陷或者无缺陷时,灰度直方图会存在2个波峰,主要应用于背景信息和工具信息。
根据一维直方图的阈值分割方法,可以获取搜索工具图像和模板工具图像对应的灰度信息,进而获取表面缺陷零件的缺陷信息和零件的完整信息。以下主要通过对比分析边缘分析和像素点数,选取抗干扰能力强且计算方法过程简单的方式对图像进行分割。
通过分割的机械加工零件图像计算搜索工具图像和模板工具图像两者的像素点数,进而计算零件的缺陷程度,具体公式为
(10)
P为机械加工零件表面的缺陷程度;R为机械加工零件表面图像缺陷区域部分像素点数量;H为机械加工零件表面图像的像素点总数。
对于1幅机械加工零件图像,需要借助熵来衡量图像的灰度分布情况。设定图像大小为M×N,采用f(x,y)代表像素点(x,y)的灰度值,则当灰度级为i的像素概率可以表示为
(11)
Ni为机械加工零件表面图像中灰度级为i的像素点总数。
根据式(11)以及概率分布函数的相关定义,即可获取完整机械加工零件图像的概率分布函数F(i)为

(12)
设定机械加工零件图像的分割阈值为T,根据T可以将目标图像分割为目标区域和背景区域,实现机械加工零件表面缺陷检测,即
(13)
H0(T)为目标区域;HB(T)为背景区域。
详细的机械加工零件表面缺陷检测流程如图2所示。

图2 机械加工零件表面缺陷检测流程
2 仿真实验
为了验证本文方法的有效性,重点从以下内容进行实验测试。
为了验证检测性能的准确性,分别对2个规格和类型不同的机械加工零件进行缺陷检测,具体实验结果如图3所示。

图3 不同方法的机械加工零件表面缺陷检测结果
分析图3中的实验结果可知,文献[3]和文献[4]这2种方法只能够检测到部分表面缺陷,说明检测性能并不是十分理想。而本文方法能够全方位检测零件表面的缺陷,能够满足零件表面缺陷的精度需求。
为了进一步验证本文方法的检测性能,利用文献[3]方法、文献[4]方法和本文方法进行缺陷检测,结果如表1和表2所示。

表1 不同方法的机械加工零件缺陷厚度测量结果
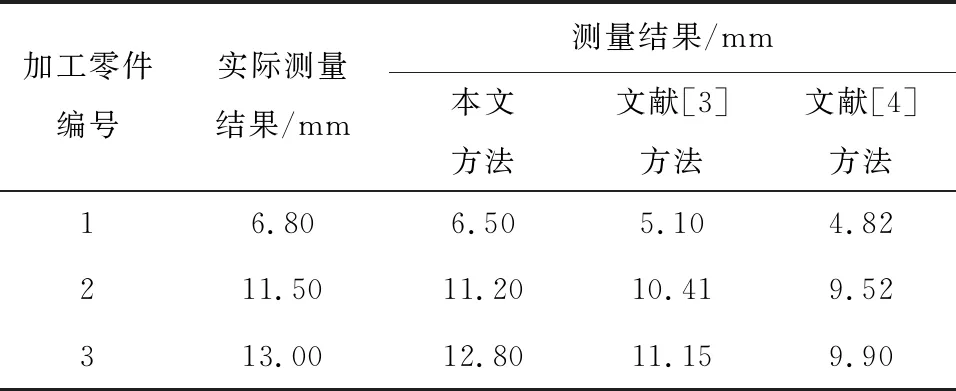
表2 不同方法的零件孔洞缺陷测量结果
分析表1和表2的实验数据可知,采用本文方法能够获取更加精准的测量结果。这是因为本文方法在进行零件缺陷检测前期,对图像进行角点匹配,这样能够获取更加完整的图像信息,进而提升检测结果的准确性。
3种方法对不同缺陷类型的机械加工零件检测缺陷最大边界距离测试结果如表3所示。

表3 不同方法的机械加工零件检测缺陷最大边界距离测试结果
分析表3中的实验数据可知,本文方法的测量结果和真实值更加接近,更进一步验证了本文方法的检测性能。
3 结束语
针对传统方法存在的一系列问题,设计并提出一种基于图像角点匹配的机械加工零件表面缺陷检测方法。和已有方法相比,本文方法具有较好的检测性能,能够准确检测出机械加工零件表面缺陷。
