排烟风机故障诊断及对策
2022-08-24杨晓敏
杨晓敏
(攀钢集团攀枝花钢钒有限公司,四川攀枝花 617000)
0 引言
攀钢集团攀枝花钢钒有限公司利用振动监测和振动分析技术对带钢彩涂机组焚烧炉的排烟风机进行定期监测和数据分析。分别设4 个测点,对每个测点的垂直、水平、轴向3 个方向振动数据进行采集(图1)。
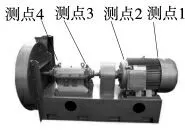
图1 风机测点位置
现场采集数据时,风机的振动值除测点4 的叶轮端垂直方向振动幅值(4 mm/s)达到警戒值外,其余测点振动幅值均较小,处于良好范围值内,也未出现油温升高和异音等异常现象。随后的频谱分析发现风机异常信号,采取相应措施进行处理。
1 风机参数与频率计算
1.1 风机基本参数
风机型号:Y6-51-1No-14D;电机为交流变频电机,功率160 kW,最大转速1500 r/min;风机轴承型号:22324;叶轮、联轴器柱销数量10 个。
1.2 风机频率
检测时电机转速为1275 r/min,电机转频f电=1275/60=21.25 Hz;风机转频f风=21.25 Hz。
1.3 轴承故障频率
根据厂家提供轴承22324 的各部件故障频率系数(1 Hz 时的故障频率),计算可得21.25 Hz 各部件故障频率(表1)。
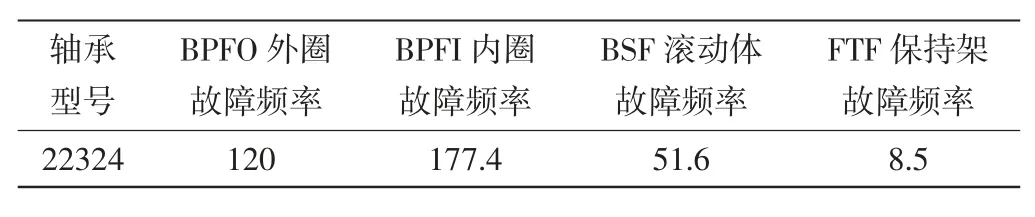
表1 21.25 Hz 时轴承各部位故障频率 Hz
1.4 叶轮通过频率
f叶=10 片×21.25 Hz=212.5 Hz。
1.5 联轴器柱销通过频率
f联=10 颗×21.25 Hz=212.5 Hz。
2 数据分析
2.1 频谱分析
在数据分析中发现频谱图中出现异常信号。如图2 测点3电机端垂直方向(3Vv)、图3 测点4 叶轮端水平方向(4Hv)、图4 测点4 叶轮端轴向方向(4Av)、图5 测点4 叶轮端垂直方向(4Vv)所示。
(1)图2 测点3 电机端垂直测点(3Vv)时域波形及频谱图中,幅值谱中出现两个明显的波峰,第一个波峰21.25 Hz,该波峰为风机主频波峰,该波峰产生的原因有:①转子不平衡;②松动;③不对中。

图2 测点3 电机端垂直方向(3Vv)时域波形及频谱
时域波形图中圆圈中波形出现削波、波峰多、波形毛糙、波形不稳定不平衡的现象,轴系存在碰摩和转子组件松动的可能;波形还存在M 形(图2 圆圈处),说明存在轴线不对中现象。
第二个波峰118.75 Hz,该波峰为风机轴承外圈计算故障频率120.06 Hz,波峰118.75 Hz 在该频谱图中的振幅最大,说明轴承外圈缺陷引起的振动比转子不平衡引起的振动幅值还大。
(2)图3 测点4 叶轮端轴承水平测点(4Hv)时域波形及频谱图中,风机主频波峰左边分布着3 个波峰16.25 Hz、11.25 Hz、6.25 Hz、这3 个频率约为主频的3/4、1/2、1/3 次谐波,引起这3个频率出现的机理为松动频率,时域波形图中波形出现削波、波峰多、波形毛糙、波形不稳定等现象,轴系存在碰摩和转子组件松动,转子配合有过盈不足的现象。
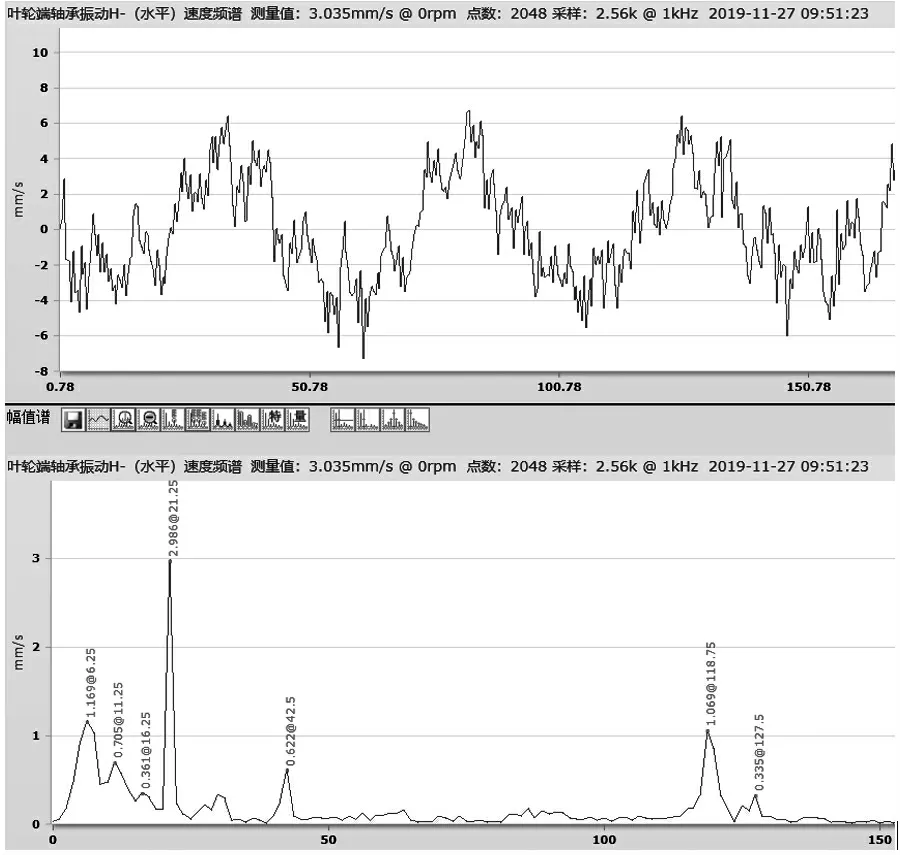
图3 测点4 叶轮端轴承水平方向(4Hv)时域波形及频谱
(3)图4 测点4 叶轮端轴向(4Av)时域波形及频谱图中,出现风机主频21.25 Hz、2 倍主频42.5 Hz、118.75 Hz 等3 个主要波峰。前两个波峰出现有轴系未对中和松动的可能,2 倍主频的振幅大于主频,存在轴线平行不对中、松动和动静碰磨等现象。118.75 Hz 的波峰系轴承外圈的故障频率且振幅最大。
图4 测点4 叶轮端轴承轴向方向(4Av)时域波形及频谱
(4)图5 测点4 叶轮端垂直测点(4Vv)时域波形及频谱图中,出现主频21.25 Hz、120 Hz 轴承故障频率两个波峰。
(5)图2~图5 中,无叶轮、联轴器的通过频率及其谐波,无内圈故障频率(177.44 Hz)和滚动体故障频率(51.64 Hz)及保持架故障频率(8.5 Hz)。
(6)图2~图5 中,叶轮端(负荷端)的时域波形较电机端(输入端)时域波形的削波现象更加明显,波峰更多、更复杂、更不稳定;径向振动幅值较轴向大;径向时域波形较轴向复杂且更不稳定,说明故障点在负荷端的径向方向。
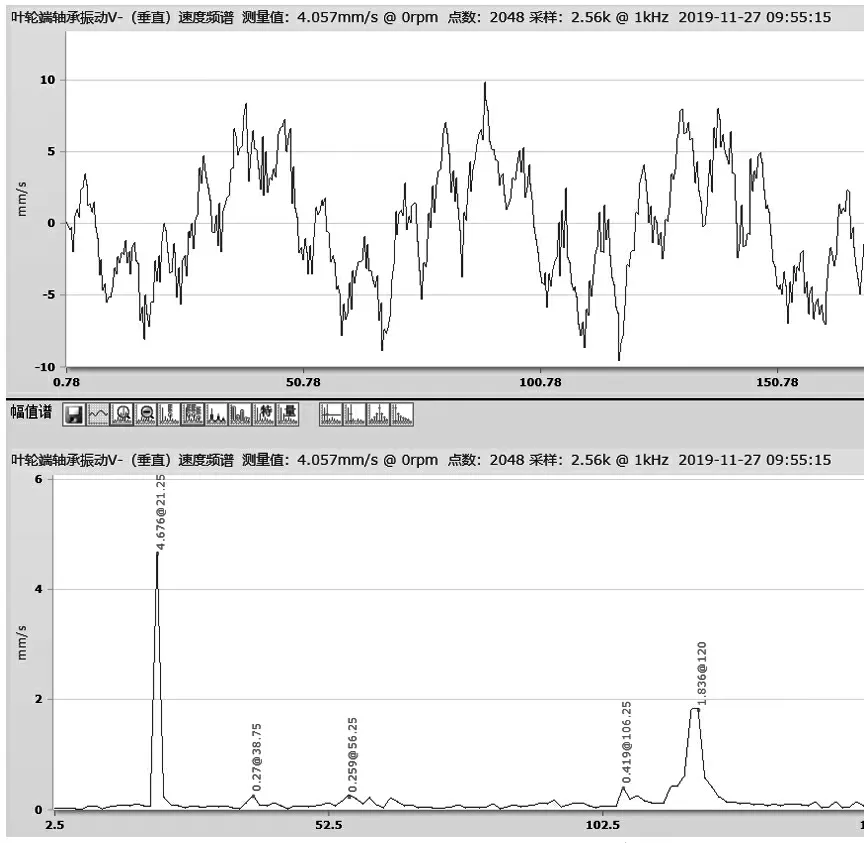
图5 测点4 叶轮端轴承垂直方向(4Vv)时域波形及频谱
2.2 结论
(1)叶轮、联轴器未损坏。
(2)电机轴线与主轴轴线存在角度和平行对中不良现象。
(3)轴承已经出现缺陷,且在两幅频谱图中其振动幅值最大,需要及时更换轴承。
(4)从时域波形中发现存在碰摩和轴系松动迹象,因已检查外部零部件无松动迹象,因此风机存在轴与叶轮或轴与轴承松动和轴承间隙过大等现象。
3 对策
根据分析结果,立即准备轴承和主轴备件,备件到货后利用检修时间进行更换作业。
3.1 轴承检查
对轴承箱解体检查,发现叶轮端轴承的滚动体表面和外圈内侧表面出现大量的点蚀和因剥落出现凹坑等缺陷(图6、图7)。

图6 轴承滚动体缺陷

图7 轴承外圈缺陷
3.2 主轴检查
轴承箱上盖解体后,手动盘车检查发现叶轮和主轴可以旋转,但叶轮端轴承的滚动体和内圈未旋转。进一步检查发现主轴和轴承内圈的配合处有间隙,用塞尺进行检测其配合间隙大于0.2 mm。拆卸主轴后对磨损处进行检测,磨损量达0.31 mm(图8)。

图8 主轴磨损缺陷
3.3 叶轮检查
检查叶轮无损坏,未发现叶轮与机壳摩擦导致的磨损现象。
3.4 更换作业
根据检查发现的叶轮端轴承和其轴承配合处的主轴磨损两处缺陷,对轴承和主轴进行更换,并对电机轴线和主轴轴线进行对中检查和调整,将其调整到规定的标准内。
4 检修后数据分析
检修后对振动参数进行采集和频谱分析。
4.1 频率计算
(1)采集数据时风机运行转数为1200 r/min,风机主频f风=1200/60=20 Hz。
(2)根据表1 轴承各部件故障频率系数,轴承故障频率计算结果见表2。

表2 20 Hz 时轴承各部位故障频率 Hz
4.2 频谱分析
(1)图9 测点3 电机端水平测点(3Hv)时域波形及频谱图中,占主导的波峰为20 Hz,振动幅值最大为2.72 mm/s,达到良好水平,产生原因系转子不平衡导致。其余波峰振动很小,轴承外圈故障频率消失,无轴承损坏及松动信号出现。时域波形的不对中信号降低,削波现象消失。

图9 测点3 电机端水平测点(3Hv)时域波形及频谱
(2)图10 测点4 叶轮端水平测点(4Hv)时域波形及频谱图中,占主导的波峰为20 Hz,振动幅值最大为7.1 mm/s,产生原因系转子不平衡导致(因生产需求,未对风机转子做动平衡测试和调整),轴承外圈故障频率消失,主频的3/4、1/2、1/3 次谐波消失,风机的转子松动引起的振动因换轴和轴承消失。对比图3 和图10,时域波形较检修前波形更加完整、平滑,削波现象消失、波形稳定、单一、重复性好,说明风机受到额外的振动负荷大幅降低。

图10 测点4 叶轮端轴承水平振动(4Hv)时域波形及频谱
(3)图11 测点4 叶轮端轴向测点(4Av)时域波形及频谱图中,振动幅值最大为1.07 mm/s,较检修前明显降低,占主导的波峰为主频的2 次谐波40 Hz,产生原因可能系转子弯曲、转子轴线不对中等因素导致,但振动副值较小对设备影响较小可继续使用,轴承外圈故障频率消失。时域波形仍存在削波现象和不对中波形M 形(图11 圆圈处),说明角度不对中导致轴承承受轴向冲击负荷所致,但因振动副值较小,不影响设备使用。

图11 测点4 叶轮端轴向振动(4Av)时域波形及频谱
4.3 结论
更换风机轴承和主轴后,轴承故障频率信号和主频的3/4、1/2、1/3 倍频消失,表明轴承和轴系过盈不足问题已解决。叶轮端轴承水平方向主频的振动幅值达到7.1 mm/s,较电机端振动副值高2 倍以上,说明转子存在不平衡现象。其产生原因系在拆卸、组装叶轮、联轴器过程中叶轮变形以及主轴加工形位误差、不平衡量的相位差和热弯曲等因素,导致转子的动平衡被破坏。因机组生产工艺和时限等因素限制,当时未做风机转子的动平衡测试和调整工作,后续需加强监控并做好转子动平衡调试工作。
5 结语
通过振动检测仪器对旋转设备的运行状态进行监测,运用频谱分析技术早期发现设备存在的缺陷和隐患,根据设备状态和生产工艺需求制定行之有效的维修策略,将设备缺陷和隐患消灭在故障发生之前,为设备预防性维修和状态维修打下坚实的基础。
