绩伟GVS2XX系列线性位移传感器在折弯机领域的应用
2022-08-22绩伟测量技术上海有限公司
文/绩伟测量技术(上海)有限公司
随着我国工业的快速发展,数控折弯机在五金加工企业的生产应用中越来越广泛,不仅提高了企业的生产效率,而且降低了工人的劳动强度。数控折弯机是钣金行业工件折弯成形的重要设备,其作用是将钢板根据工艺需要压制成各种形状的零件。但对于所有的数控折弯机,无法避免的问题就是折弯过程中悬臂结构的侧墙板在滑板(滑块)下降工作压力下会产生反作用力或产生“张口”现象,如果用于测量行程的线性位移传感器直接固定在侧墙板上的“C”形架而独立于机架的本体结构,就可以进行由于“张口”引起的位移的检测和反馈。线性位移传感器用于数控折弯机上,可用作位移检测,将位移通过信号输出的方式反馈出来,其测量输出的信号为数字脉冲信号,具有检测范围大、检测精度高、响应速度快的特点。因此,钣金折弯成形要想实现高水准,位移传感器的设计制作工艺、稳定性与精度等级等都需要达到非常高的要求。
绩伟GVS2XX系列线性位移传感器是基于光电或磁电技术的增量式或绝对式信号的位移传感器,简称光栅尺或者磁栅尺。该系列线性位移传感器“一尺四型”,即一种机械尺寸、四种不同型号(GVS219/GVS215/GVS206S/GVS202S),如图1所示,其中GVS215和GVS202S增量式信号的位移传感器被广泛应用于数控折弯机领域,如图2所示。其主要作用是将数控折弯机滑板(滑块)运行位置反馈给折弯机系统,系统发出信号后控制比例伺服阀开口大小,从而控制油缸液压油的流量,使滑板(滑块)运行到预定位置,进而折弯出预期形状的钣金件。线性位移传感器与数控系统、比例伺服阀和油缸组成一个闭环控制系统,折弯机轴同步控制亦需要线性位移传感器提供位置反馈。

图1 GVS2XX系列线性位移传感器一尺四型

图2 折弯机上线性位移传感器位置示意图
线性位移传感器的组成及工作原理
组成
绩伟GVS2XX系列线性位移传感器有光栅尺和磁栅尺,主要由构件壳体、测量基体、零参索引限位开关、读头、电气连接部件、机械连接部件六大部分组成,如图3所示。构件壳体主要包括铝型材壳体、钢制导轨、端盖、特制密封胶唇、加压接头等;测量基体主要有不锈钢格栅或磁格栅;读头主要包括读头支架壳体、哥特式圆弧滚珠轴承、金属双托架、电路板、高强度防护垫片等;零参索引限位开关主要包括零集磁条和限位磁条;电气连接部件包括聚氨酯电缆和一体压铸M12连接器;机械连接部件主要有连接杆或钢丝。

图3 线性位移传感器的组成
壳体由铝型材制成,表面阳极氧化处理,并贴附保护膜,因而既保证了轻便、耐腐蚀,又保证了美观。在有油液和粉尘的环境,尺身和读头均可加压。特制密封胶唇可抵御油污,耐磨损,且具有自阻式特殊表面设计。金属双托架上的哥特式圆弧滚珠轴承及经热处理和磨削加工的钢制导轨保证了读头运动的精度和直线度。读头带高强度垫片,防护等级达IP67。读头出线方向可调,电缆表皮材质为PUR,可连续运动,一端镀锌散线或带一体压铸M12连接器。零集磁条为设备回零提供零位标识,限位磁条为设备安全运行行程提供保护。
工作原理
光栅尺:光栅尺采用反射光方式,读数系统由LED作为光栅尺的光源,光源穿过移动光栅到达刻线钢带表面后再反射到光电接收装置,经电路转换成模拟量信号或者数字量信号输出,如图4所示。

图4 光栅尺原理
磁栅尺:磁尺上的录制磁极生成带有不同方向的磁场,读磁头在沿着磁尺运动的过程中感应到磁场的变化并将这个磁场变化经电路转化为模拟量信号或者数字量信号输出,如图5所示。

图5 磁栅尺原理
线性位移传感器的特点
绩伟GVS2XX系列线性位移传感器具有以下特点:
⑴自校正,自带导轨分辨率选择多,精度高;
⑵无接触阅读器头,无摩擦,使用寿命长且耐脏;
⑶带磁性零点设定装置,在整个测量长度上每10mm设定一个参考索引,两端均可;
⑷两端均可安装安全限位开关且位置可调;
⑸可调电缆输出方向和可调磁性零点设定装置安装位置,机械结构对称设计使线性位移传感器具有对称性,适用于折弯机的两侧镜像安装,只需在系统更改一侧的计数方向。
线性位移传感器安装注意事项及安装实例
绩伟GVS2XX系列线性位移传感器安装有连接杆安装和钢丝安装,如图6所示,在折弯机上安装时必须注意四个方面。

图6 连接杆安装和钢丝安装
⑴推荐读头固定,尺身移动。若读头移动,请注意线缆的最小弯曲半径应大于80mm。线性位移传感器外壳与导轨面平行度应保证在±0.1mm以内。
⑵尺身安装后,各屏蔽线有效连接,线缆屏蔽线和尺身端头螺钉间电阻小于1Ω。
⑶零参考点位置,折弯机需要保证Y1和Y2两边线性位移传感器的零参考点在同一高度。此系列线性位移传感器零参考点和限位开关位置皆可调。
⑷注意折弯时喉口变形的影响。
绩伟GVS215磁栅尺在折弯机上的安装如图7所示。
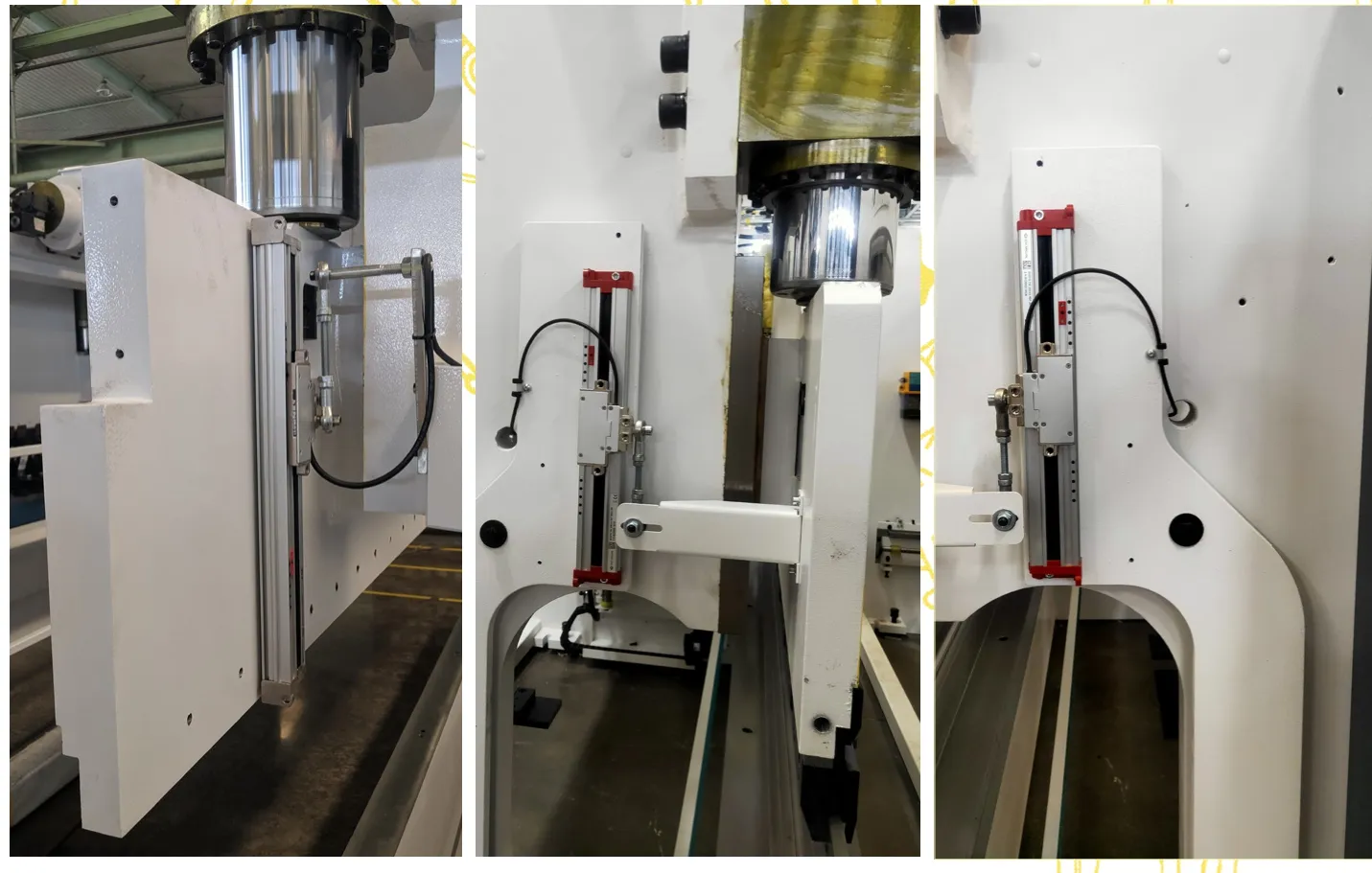
图7 安装实例
常见问题及排查
绩伟GVS2XX系列线性位移传感器使用过程中常见问题及排查方法:
⑴回零过程中,滑板撞到油缸。原因是系统未接收到零点信号,即回零失败,应检查尺身零参考点是否在同一高度、零点信号线是否损坏、线性位移传感器自身有无零点信号输出。
⑵回零停止后,滑板一边高一边低。原因是两边零点位置不同导致,应检查尺身零参考点是否在同一高度并调整在同一高度。
⑶回零停止后,系统Y1和Y2位置值不一致。原因是系统零点参数设置问题,应检查系统零点参数值并调整。
⑷滑板下压至目标位置,一边高一边低。原因是零点位置不正确或线性位移传感器反馈不正确,应检查零点位置是否正确,用百分表或千分表测量线性位移传感器反馈值是否准确。
⑸新线性位移传感器首次使用,无数值反馈。应检查线缆和接头定义是否正确、线性位移传感器内部是否被损坏、供电是否正确等。
结 束 语
绩伟GVS2XX线性位移传感器在折弯机领域应用非常广泛,已积累了丰富的行业使用经验。线性位移传感器的精度对折弯机的性能有至关重要的作用,绩伟GVS2XX线性位移传感器具有良好的精度,可满足折弯机的使用要求,即便悬空折弯也能满足精度和分辨率要求。绝对式线性位移传感器的优点是开机后直接得到当前位置信息,无需“归零”操作,提高了生产效率,简化数控折弯机系统控制设计;绝对位置计算在读头中完成,无需后续细分电路;采用串行通信技术,通信可靠;目前欧美国家越来越多的高端折弯机厂家正在使用。建议国内的折弯机厂家也勇于尝试创新,提高折弯机的加工水平。
