全自动折边中心在商用空调电控箱加工中的应用
2022-08-22资明庚格力电器珠海股份有限公司
文/资明庚·格力电器(珠海)股份有限公司
随着我司商用空调板块的持续增量发展,客户对商用空调整机交付的要求也越来越高,而商用空调作为我司定制化产品的典型代表,其零部件的生产组装同样存在大量定制化元素,目前涉及折弯工序的零件已多达3万余种,因此实际生产中小批量、多品种切换已是常态化的生产模式。钣金件作为商用空调内外机壳体与结构的主要零部件,传统的人员密集型折弯生产方式已无法跟上行业的发展步伐,逐渐成为钣金零件工序流中的瓶颈,急需发展自动化、柔性化的加工模式。
折边中心的应用背景
目前空调行业普遍采用人机结合的钣金折弯方式,主要由人工手持零件在数控折弯设备上进行操作,如图1所示,这种人机配合的操作方式存在零件质量一致性差、劳动强度高、技术要求高、操作安全无法得到有效保障等问题,对折边效率的提高与零件质量的保障极为不利。

图1 人机配合进行折弯操作
随着工业机器人技术的发展,由数控折弯设备与工业机器人联动的组合折弯方式正逐步取代人工,而工业机器人动作需示教编程,导致其仅适用于批量大、切换少的钣金零件折弯生产模式。
单机折边中心作为一种新的钣金折弯设备,其研发设计的目的就是为了解决人工折弯劳动强度高、质量一致性差、工业机器人折弯切换慢、维护频繁等问题,因此折边中心在解决商用空调钣金件折弯生产方面存在巨大的应用潜力。
折边中心的整体结构
商用空调零部件通常长度尺寸超过1250mm,单个零件重量达10kg,搬运劳动强度大,因此折边中心配置了全自动化的分区上、下料装置。设备单元包括上料台车、翻转工作台、穿梭输送装置、折边主机、操作机和出料装置等,如图2所示。操作机位于折边主机正前方,自动上、下料系统分别位于数控板料折边机的两侧。自动分区上、下料装置和穿梭输送装置代替人工将板材或工件输送到或输送出工作台,操作机对加工板材进行定位、送料,折边主机完成板材弯曲成形的工作,全自动折边中心如图3所示。

图2 全自动折边中心整体结构示意图

图3 全自动折边中心
折边中心的在线编程
对于数控设备,NC程序是从数控系统外部输入的直接用于加工的程序,在设备加工时依据特定的指令进行相应的动作。折边中心应用程序主要由四个部分组成:基本参数、定位参数、折弯参数及NC代码,操作界面如图4所示。

图4 折边中心应用程序操作界面
基本参数用于识别零件的定位尺寸、材料种类、材料厚度等,包含了自动上、下料以及对中定位的全过程操作参数;定位参数是通过基本参数来进行位置判断,保障零件在折弯过程中与刀具设备的相对位置处于精准控制状态;折弯参数用于零件的折边顺序、折边长度、折边高度、压脚让位、模具切换等信息记录,实现零件在生产过程中按照要求的三维形状进行折边加工,所有参数信息均可在NC代码中通过指定代码指令进行修改调整。
折边中心的实际应用
实际生产过程中,零件的外形设计应与设备的加工性能相匹配,有些零件在满足尺寸要求的情况下无法在折边中心加工,大多是因为外形特征对设备加工的限制,因此零件的设计审核者应当熟悉应用设备,保障零件的各项参数能够正常生产,减少因零件不符合实际生产造成的交期被动局面。
电控箱类零件的实际加工应用
电控箱箱体一般由后侧板和左、右侧板组成。后侧板是三个面的整体(U形),其两端折弯高度一般大于165mm,超过了设备加工范围,左、右侧板为对称结构,其最初在中间设计有大片百叶窗,设备操作机在定位时无法对零件进行压紧。为实现该类零件在折边中心进行自动化生产,我们联合商用空调技术部与工艺部技术人员对该类零件进行设计优化,考虑将百叶窗放在后侧板上,如图5所示,从而保证左、右侧板可以在多边折弯中心加工,最终该项设计通过了客户体验中心部门的评审,形成了公司级的产品设计标准。
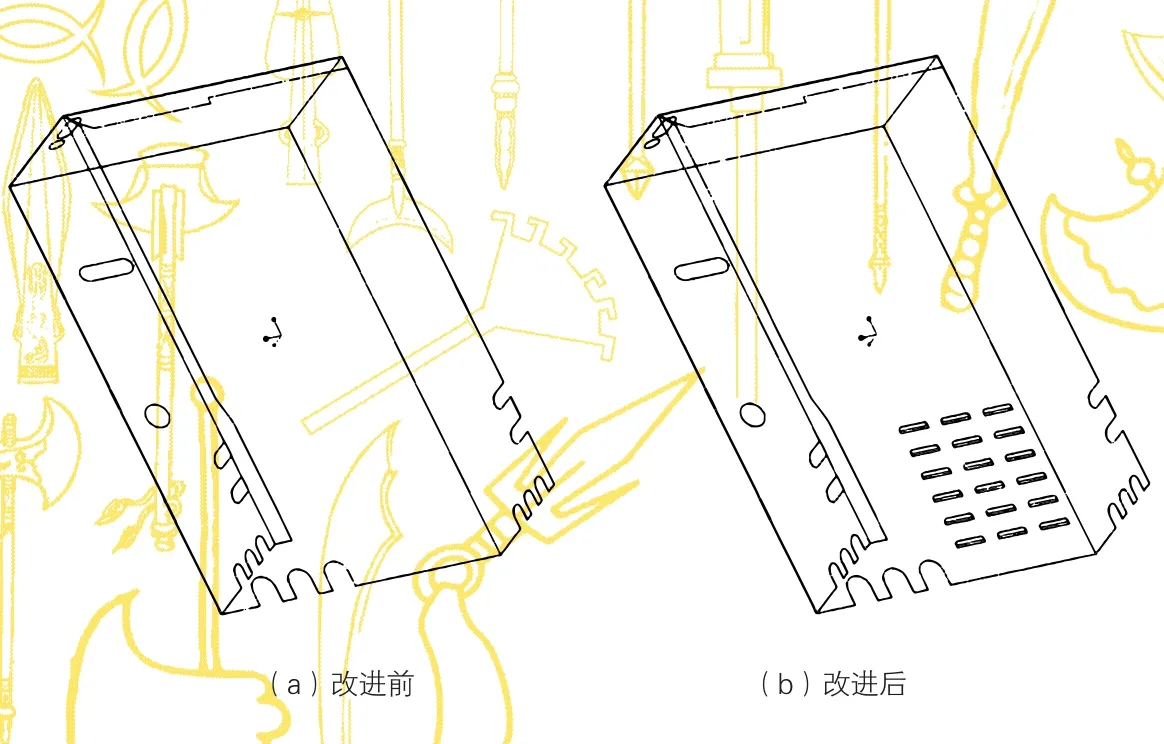
图5 电控箱后侧板改进前后对比
左侧板如图6所示,有13道折边,且有多个不规则的过线孔,手工折弯需2人配合进行,折边过程中易划伤零件表面,造成质量隐患,完成整个零件的折边加工平均需8min,且操作人员劳动强度高。使用折边中心加工时,左侧板由立库自动对接折边中心送料台车,在上料过程中由板料输送翻面装置对零件坯料进行翻面,再由推杆对零件进行对中定位,从而保障零件坯料能够精准完成传输上料,整个过程无需人工进行干涉,加工时长缩短为2.2min,因此该零件的生产效率得到大幅提升。右侧板的加工方法与左侧板基本相同。

图6 电控箱箱体左侧板
实际加工过程中的异常问题
⑴零件加工中的压痕问题。零件表面粘附小废料是导致压痕的主要原因,由于前工序加工时模具排出废料不流畅,废料粘附到模具冲头上,在加工下一道工序时带出废料落到零件表面,若前工序采用自动码垛功能,零件表面粘附的小废料则被层层压紧,经码垛后的零件随托盘自动入库。
表面带有小废料的零件在折边中心加工时被操作机的压脚压紧,因此在零件表面留下废料凹坑,如图7所示,造成零件报废。为解决该类问题,在码垛前增加了自动滚轮毛刷,零件通过皮带传送时表面被毛刷清理,并且在折边中心上料时对零件表面进行吹气,去除表面杂物。

图7 折边后表面凹坑异常

⑵零件加工时的扭曲变形问题。由于折边中心采用压脚进行定位压紧,在加工时若压脚不能完成压住零件本体,且零件本身存在结构性薄弱部分,则可能会导致零件在折边时产生扭曲变形现象,如图8所示,两个边角位置会出现S形的变形,从而导致零件需额外的平整返修,增加了企业的生产成本。因此在加工零件前还需测量压脚到零件各边的距离,保证压脚能够完成压紧零件本体,减少扭曲变形等问题的发生。

图8 折边时产生扭曲变形
前生: 戈、矛
此生: 方天画戟
优点: 攻击和防守空间大
解读: 钩啄刺割组戟兵 戈矛合体青出蓝持棘英豪知多少 三国吕布楚霸王

九长之一 古称“棘”,头带刃刀,是戈和矛的合成体,呈“十”字或“卜”字形,主要技法有钩、啄、刺、割等。主要用于独斗。
