往复摆动式喷釉设备产生釉痕缺陷的探讨*
2022-08-19付鹏程张东升
付鹏程 张东升
(蒙娜丽莎集团股份有限公司 广东 佛山 528211)
随着建筑陶瓷行业的不断发展,中国建筑陶瓷已进入了“岩板时代”,蒙娜丽莎集团股份有限公司推出的1 800 mm×9 000 mm×13.5 mm 超大规格陶瓷板、1 600 mm×3 600 mm×3.0 mm 超薄陶瓷板,均已量化生产且已应用在泛家居家装领域。传统喷釉工艺是利用压缩空气,将釉浆通过喷枪或喷釉机(水刀机)喷成雾状,使之粘附于坯体上,坯体与喷枪的距离、喷釉压力、喷釉次数及釉浆相对密度(比重)决定了釉层的厚度,釉层厚度比较均匀,易于控制,且容易实现机械化和自动化[1]。
这种小柜体且固定式喷枪的传统喷釉设备已经无法满足大规格陶瓷岩板的釉面要求,传统喷釉设备因喷釉压力小(5 kg左右),相应要求的釉浆粘度低(低比重1.40~1.45 g/mL),喷釉后砖坯水分较大,易造成大规格陶瓷板,特别是超薄陶瓷版破损率偏高;因喷枪固定(非往复式摆动)造成大规格陶瓷板左右喷釉量不均匀,导致版面阴阳色、色差、釉面不平、漏底等缺陷降级。所以使用Airqower Slim Cover 1200、Airqower Slim Cover Fast 616和618等大规格高压往复摆动式喷釉柜,可满足生产900~1800 mm 宽度的陶瓷岩版。然而,在生产过程中发现,釉面易产生“M”字型釉痕缺陷,造成釉面出现不均匀、不平整的情况。
为了研究并解决大规格陶瓷板釉面的釉痕缺陷问题,笔者主要从釉柜工艺参数和釉浆性能2个方面进行分析,改善釉痕缺陷,最终得到平整、均匀的釉面,稳定其生产,提升瓷砖品质。
1 研究内容
1.1 釉痕缺陷的表现形式

图1 “M”字型釉痕缺陷图
从图1可以看到,釉面有一条(多条)“白线”,出釉柜后釉面有多条密集的“水印式白线条”,形成类似“M”字型的釉痕缺陷。
1.2 釉柜工艺参数对釉痕的影响
该试验选取本公司某窑面釉喷釉柜,型号为AAirqower Slim Cover 1200,喷釉柜内含有4支往复式喷枪。生产使用的釉料名称为W8100,生产喷釉比重为1.52 g/mL,喷釉盘重为65 g/盘(200 mm×600 mm)。
该窑主要生产湿法干粒抛产品,该产品要求抛光后镜面度高,因此对喷釉工艺的要求较为严格。为了解决实际生产中深色砖(红蓝调版面)的变色问题,喷釉前坯温由70~75℃提高至80~85℃,喷釉比重由1.47 g/mL提高至1.52 g/mL。虽然有效地改善了产品的变色问题,但同时也造成了喷釉釉面的釉痕缺陷。
笔者主要通过调控枪咀孔径、喷釉压力、喷枪高度和枪咀角度4个釉柜工艺参数来改善釉痕缺陷问题。
1.2.1 枪咀孔径对釉痕的影响
以往开展心理健康教育过于强调普及性和权威性,而00后大学生的多元性要求教育实现多样化和民主化,为此利用分组活动教学就是一个有效的措施。学生通过参与分组活动开放性思维讨论,可以加深彼此间的理解和认同,以实现取长补短。比如在讲述“大学生恋爱观”这一话题时,可以设置分组讨论并提出开放性问题,鼓励每个学生大胆表达自己的观点,有助于学生增强表达能力并活化思维,避免固执己见。
通过更换枪咀孔径的大小,对比釉痕缺陷情况,其结果如表1所示。
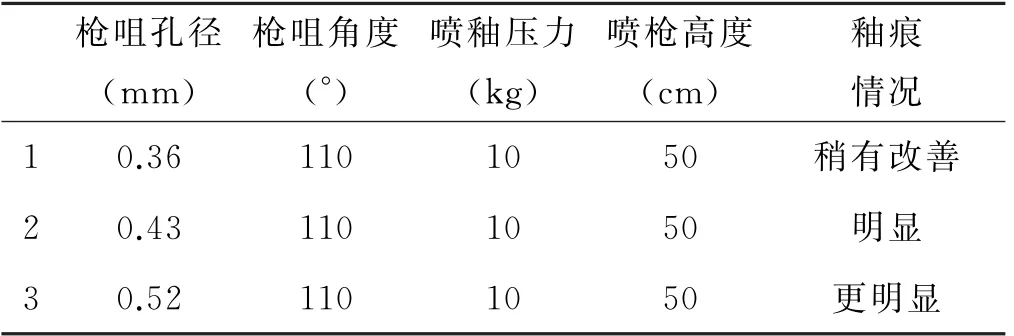
表1 3种不同大小孔径的枪咀对釉痕的影响
由表1的试验结果可知:使用0.52 mm 孔径枪咀喷釉,釉痕更加明显;使用0.36 mm 孔径枪咀喷釉,釉痕稍有改善。其他条件不变,枪咀孔径相对小,则雾化效果更好,但由于0.36 mm 孔径枪咀的喷釉量相对较小,需拉慢线速或加大喷釉压力来增加釉量,从而影响窑炉的产量,增加了生产成本。因此,在实际生产过程中,更倾向于选择0.43 mm 或0.36 mm 与0.43 mm 枪咀搭配使用。
1.2.2 喷釉压力对釉痕的影响
通过调整喷釉的压力大小,对比釉痕缺陷情况,其结果如表2所示。

表2 不同喷釉压力大小对釉痕的影响
由表2的试验结果可知:增加喷釉压力至12 kg,釉痕才稍有所改善。在生产过程中,喷釉压力一般保持在9~11 kg。喷釉压力越大,枪咀磨损越快,其粉尘就越大,釉损也越大,造成生产成本增加的同时还污染环境。另外,喷釉压力越大,釉浆喷在砖面反弹力越大,喷洒出来的微小颗粒重新团聚,造成“鱼鳞状”釉面,影响釉面的品质。
1.2.3 喷枪高度对釉痕的影响
通过调整喷枪的高度,对比釉痕缺陷情况,其结果如表3所示。
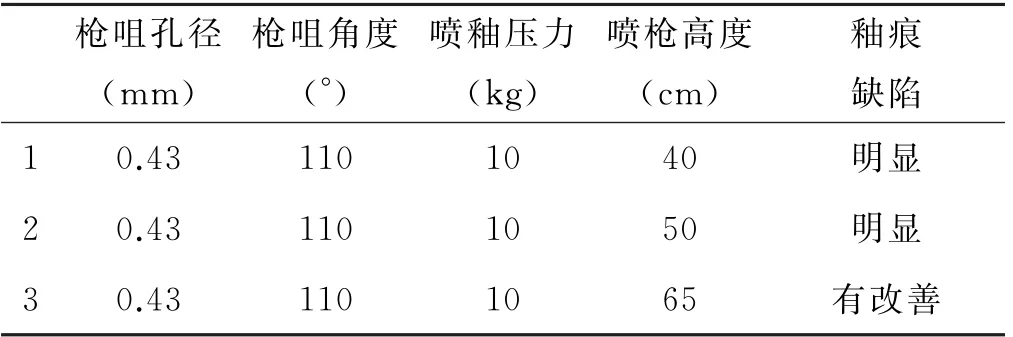
表3 喷枪高度对釉痕的影响
由表3的试验结果可知:升高喷枪的高度对釉痕有所改善,釉面“水印式白线条”不再明显,如图2 所示。喷枪高度提高至65 cm,喷釉量随之减少,需拉慢线速或增加喷釉压力来增加釉量,但对釉痕缺陷有所改善,而且还可以降低釉浆的损耗。

图2 喷枪高度升高至65 cm 的釉面效果图
1.2.4 枪咀角度对釉痕的影响
通过更换枪咀角度的大小,对比釉痕缺陷情况,其结果如表4所示。

表4 不同角度的枪咀对釉痕的影响
由表4的试验结果可知:枪咀角度的大小对釉痕缺陷起决定性作用。将130°、110°枪咀替换为95°、80°枪咀,喷釉广角两端的雾化的效果更好,砖面无釉痕缺陷;但使用80°枪咀,在枪距不变的情况下,相邻喷枪喷釉重叠区域变小,喷釉后砖面收水速度快(未出釉柜就已经完全干掉),釉面起粉严重且粗糙,烧成后引起局部密集痱子孔缺陷降级,影响生产质量。因此,本试验釉柜选取4支95°枪咀喷釉。
综上试验结果得出:2D1窑面釉的最佳釉柜工艺参数选用为:枪咀孔径0.43 mm、枪咀角度95°、喷釉压力10 kg、喷枪高度65 cm,在调控并优化了釉柜工艺参数后,釉痕缺陷得到解决;调釉时外加适量的印膏,提高釉浆粘度(保水性),从而得到更平整、更均匀的釉面效果。
1.3 釉浆性能对釉痕的影响
通过调整釉用添加剂的比例,提高釉浆的悬浮性和流动性,使釉浆在喷釉过程中的雾化程度更好,改善釉痕缺陷,得到更平整、更均匀的釉面效果。
1.3.1 原料与配方
W8100釉料的化学组成如表5所示。

表5 釉料的化学组成(质量%)
1.3.2 试验所用添加剂及其物理性能
试验所用添加剂有低粘甲基(食品级)、FH9甲基(食品级)、川东三聚磷酸钠、司马解凝剂PC-67(液体)。各添加剂的物理性能如表6所示。
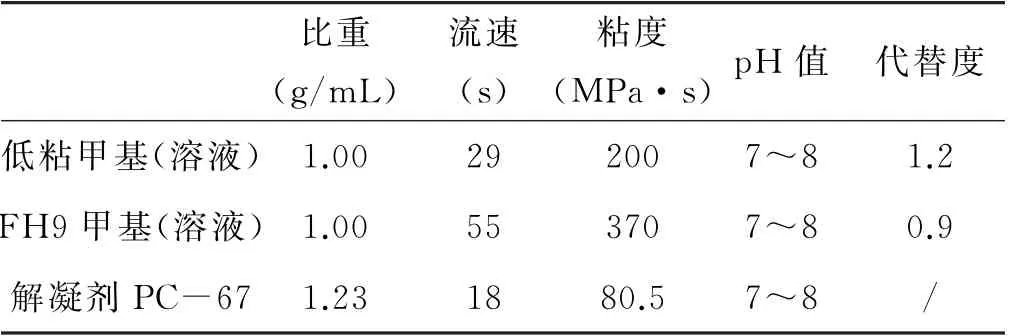
表6 试验所用液体添加剂的物理性能
1.3.3 试验配方设计
为了得到悬浮性和流动性更好的釉浆性能,做了以下试验配方对比,如表7所示。

表7 配方设计
按表7配方下单球磨,每隔一段时间观测其釉浆性能,其结果如表8所示。

表8 釉浆性能随时间的变化
1.3.4 试验结果与讨论
1.3.4.1 不同粘度和代替度的CMC 对釉浆性能与釉痕缺陷的影响
从表5釉料的化学组成可知,W8100釉料是一种长石生料釉。对于长石生料釉,因釉料中的碱性粉料(特别是钠长石)的水解作用,随着釉浆存放时间的延长,釉浆粘度会急剧下降,变得不稳定[2]。因此选用两种不同粘度和代替度的羧甲基纤维素钠(CMC)对比试验,从表8 可知,配方1 和配方4 所选用的不同CMC对釉浆性能和釉痕的影响完全不同。配方4 釉浆流动性差且触变严重,流速、粘度随着陈腐时间变化大;配方1釉浆在陈腐48 h内的流动性较好,流速、粘度随着陈腐时间变化也较小,但陈腐48 h后,釉浆开始触变。通过对比观察配方1和配方4喷釉釉面效果的结果如表9所示。有研究指出:CMC 的代替度指标是决定CMC 水溶性的关键因素,代替度愈高,CMC的水溶性愈强,粘度受温度的影响愈小,稳定性更好,而对于中低粘度(低聚合、代替度高)的CMC 既起悬浮作用又同时兼具解凝作用,可提高釉浆的流动性,便于喷釉操作[3~6]。因此,结合本试验配方1和配方4的釉浆性能数据和釉面效果,确定选用以低粘甲基为主、FH9甲基为辅的结构组成,设计了配方2和配方3并跟踪其釉浆性能和釉面效果,结果如表8、表9所示。配方3的釉浆性能比较稳定,便于釉浆的储存和运输,比较符合生产要求,对比配方1的釉面效果,其釉面不起粉,收水距离慢0.5 m,显然配方3釉浆的悬浮性和保水性更好,但是产品的釉痕缺陷更明显。

表9 各配方中试的釉面效果
1.3.4.2 不同解凝剂及其用量对釉浆性能与釉痕缺陷的影响
通过对比配方1和配方3的釉浆性能发现,配方3的流速高、粘度大,其流动性更差。所以,添加三聚磷酸钠和解凝剂PC-67以提高釉浆的流动性,从而设计了配方5、配方6和配方7。从表8、表9的结果可知,三聚磷酸钠加至0.4%时,釉浆的粘度有所下降,流动性更好了,但添加量超出0.4%时,流速和粘度变化不大,反而有所增加,且喷釉釉面仍有釉痕缺陷。
有研究指出:司马解凝剂PC-67属于有机聚合物(多羟基酸,钠盐),对长石生料釉有较宽的反絮凝范围,并可抑制釉料中碱性粉料的水解,使釉浆流动性易于调节,解凝能力要好于三聚磷酸钠[2,7]。因此,使用解凝剂PC-67代替部分三聚磷酸钠,可能会降低釉浆的粘度,提高釉浆流动性。从表8和表9中还可以看出,配方7釉浆性能稳定,保水性和流动性均较好,釉浆陈腐96 h无触变现象,使用110°和95°枪咀喷釉釉面均无釉痕缺陷,符合生产要求,如图3所示。

图3 配方7喷釉釉面效果图
2 结论
(1)通过优化釉柜工艺参数,升高喷枪高度和调整枪咀角度,可以改善往复摆动式喷釉釉面“M”字型釉痕缺陷,同时外加适量印膏,提高釉浆粘度(保水性),可达到均匀、平整的釉面效果。
(2)通过调控釉浆性能可以从根本上改善往复摆动式喷釉釉面“M”字型釉痕缺陷,并在生产中取得了比较好的釉面效果。
釉浆悬浮性和保水性:选用以低粘(代替度高)甲基为主、FH9甲基为辅的配方组合,能够稳定釉浆的流速和粘度,其随陈腐时间延长变化较小;喷釉釉面收水距离保持在0.5~1 m,确保釉面不起粉、不粗糙。
釉浆流动性:利用低粘(代替度高)甲基较好的解凝性和流动性,加以适量的三聚磷酸钠和解凝剂PC-67,提高釉浆的流动性,减弱釉浆的触变性,使釉浆的悬浮性和触变性处于相对平衡状态,从而使喷釉时釉浆的雾化程度更好,得到均匀、平整的釉面效果。
(3)现釉料W8100 添加剂以低粘甲基0.15%、FH9甲基0.1%、三聚0.4%、司马解凝剂PC67 0.2%为配比,得到的釉面比较均匀、平整,能够实现连续稳定的生产。
