基于PLC的塑料瓶收购分拣系统设计
2022-08-14李玉满
李玉满
(共青科技职业学院,江西 九江 332020)
1 设计需求
塑料瓶收购分拣系统被应用在多种加工场合,例如垃圾分拣运输设备、灌装饮料自动化生产线、快递终端分类处理设备等。大多数类似系统多采用分立元件组建电路结构,存在分拣误差高、作业效率低、无法识别塑料瓶颜色进行差异分拣等缺陷,且自动化水平较低,不利于实现大规模塑料瓶收购分拣作业。西门子S7-200型PLC具有智能编程控制功能,能够辅助工业系统实现全自动化、无人值守式控制作业,具有控制精度高、作业性能优良、逻辑程序可移植性强、编程语言简洁易懂等优势,广泛应用在现代分拣系统的设计中。本文基于西门子S7-200型PLC设计一种塑料瓶收购分拣系统,实现了塑料瓶收购运输、色差识别、智能归类分拣、故障报警等全自动化控制,解决了目前同类系统设计和应用中的功能缺陷问题。
2 结构设计及控制要求
2.1 结构设计
该系统能够满足多种不同颜色塑料瓶的自动抓取收购和根据色差分拣的工艺需求,通过编订相应的梯形图程序实现控制功能。在机械结构上,采用开放式直线型结构,以便于塑料瓶物品的传送和分拣作业;在电气结构上,根据收购和分拣要求,安装磁性开关、光电传感器、电感式传感器、光纤传感器、节流阀、三相异步电动机、光纤放大器、推瓶气缸、气泵、电磁阀、油水分离器等元件。
实际作业时,当操作人员按下启动控制按钮,塑料瓶被机械手抓取收购后,运输至传送分拣运输带上,之后运输到相应的分拣推料口,由传感器根据塑料瓶颜色进行差异化识别,识别成功后,推瓶杆伸出,将塑料瓶推进相应的存瓶区,之后进行下一轮传送和分拣塑料瓶自动作业。系统作业过程中,如遇到意外掉瓶、过压、过载、过热等故障,能够自动停止分拣作业,并发出声光报警提示。除此之外,只有当操作人员按下停止按钮,系统才会停止工作。该系统的外形模拟结构设计如图1所示。
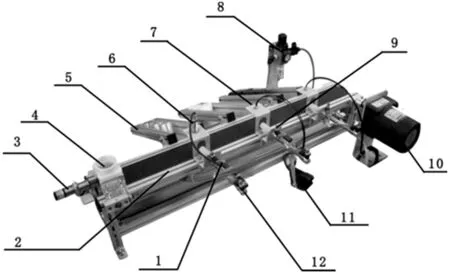
1—磁性开关D-C73;2—传送分拣机构;3—落料口传感器;4—落料口;5—料槽;6—电感式传感器;7—光纤传感器;8—过滤调压阀;9—节流阀;10—三相异步减数电机;11—光纤放大器;12—推料气缸。
2.2 控制要求
该系统能够应用在塑料瓶自动收购分拣控制场合,具体的功能性控制要求介绍如下。
1)启动后收购送瓶功能:设置启动开关SH1,当需要启动系统时,按下SH1,收购机械手自动抓取待分拣的1个塑料瓶,移动至落料口上方后,手爪松开将塑料瓶放入落料口,落料光电传感器CG1检测到掉落的塑料瓶后,三相异步电动机启动,传送带传送塑料瓶。
2)塑料瓶色差识别分拣功能:塑料瓶传送分拣设备上安装多个光纤传感器,通过调节光纤传感器的放大倍数,能够实现对不同颜色塑料瓶的识别。通常来说,调节放大倍数越高,光纤传感器识别的色彩越深;反之越淡。因此,通过应用和调节光纤传感器,能够实现对塑料瓶色彩的识别和分拣。以图1的模拟设备为例,设置3个光纤传感器,分别通过调节光纤传感器的放大倍数,实现从左至右识别白色、蓝色、黑色3种不同颜色塑料瓶的功能。当白色塑料瓶经过最左端传感器GX1时,GX1输出由低电平变为高电平,触发白色塑料瓶推杆TG1启动,将白色塑料瓶推至落瓶区;之后TG1缩回,收购机械手自动抓取待分拣的下一个塑料瓶,进行循环作业。
3)故障报警功能:在系统响应部位安装过压、过热、过载保护继电器,并在落瓶区安装光电传感器,用来识别推瓶杆伸出后,是否有塑料瓶掉入落瓶区。倘若系统作业中,出现过压、过热、过载或掉瓶故障,指示灯L1点亮,同时喇叭LB1发出声音报警。
4)停止作业功能:当系统工作时,操作人员按下停止开关SH2,系统能够立即停止当前作业。
3 硬件及软件设计
3.1 硬件模块设计
根据PLC控制塑料瓶收购分拣的功能设计要求,该系统的硬件模块包含以下几部分。
1)启停控制模块:采用常规的自复位式开关,通过外围的电阻、电容、继电器、断路器构成保护式启停开关电路模块,启停模块各部分的耐受电压为DC+24 V。
2)收购运送模块:由机械手、磁性开关、气管、节流阀、缓冲阀、气缸等构成。机械手在PLC程序控制下执行抓取和运送塑料瓶的功能;磁性开关用于判断机械手的摆动限位;气管是气动控制机械手运行的气路装置,用于连接机械手关节和对应的电磁阀口;节流阀用于调整气管气压;缓冲阀用于缓冲机械手与限位装置的触碰力;气缸用于给机械手收购运送塑料瓶的各动作提供作用力。
3)识别分拣模块:由光电传感器、光纤传感器、推瓶杆、落瓶区等构成。光电传感器用于识别塑料瓶是否掉落至落料口,选择检测距离3~100 mm,额定电压10~30 V CD的普通光电传感器即可;光纤传感器用于识别不同颜色的塑料瓶,由放大器、光纤、电源及信号输出线构成;推瓶杆选择普通的金属杆即可。
4)故障报警模块:由喇叭和报警器构成,选择常规的喇叭和指示灯即可。
3.2 PLC地址分配
基于控制功能要求,选用西门子S7-200 CPU224型PLC为核心处理器构建系统控制电路,具体的PLC地址分配方案如下。
1)输入地址配置方案:I0.1-SH1-启动开关,I0.2-SH2-停止开关,I0.3-CG1-落料光电传感器CG1,I0.4-GX1-白色光纤传感器,I0.5-GX2-黑色光纤传感器,I0.6-GX3-蓝色光纤传感器(可根据控制需要继续增加光纤传感器识别地址位),I0.7-CG2-落瓶区光电传感器。
2)输出地址配置方案:Q0.0-XQ1-三相异步电动机驱动,Q0.1-TG1-白色推瓶杆,Q0.2-TG2-黑色推瓶杆,Q0.3-TG3-蓝色推瓶杆(可根据控制需要继续增加推瓶杆识别地址位),Q0.4-L1-报警指示灯,Q0.5-LB-报警喇叭。具体的PLC地址分配及功能描述如表1所示。

表1 PLC地址分配表
3.3 程序设计
基于塑料瓶收购分拣自动化作业控制要求,应用梯形图语言设计相应的功能化程序,具体的程序模块及设计思路如下。
1)启动:设计“启—保—停”程序结构,用于启动并持续运行功能,当常开触点I0.1得电时,机械手工作,系统启动。
2)收购运送:当落料光电传感器CG1端口I0.3检测到高电平时,Q0.0置1,三相异步电动机启动运送塑料瓶。
3)识别分拣:塑料瓶在传送带上运输时,各颜色识别传感器实时工作,并根据情况启动分拣功能,例如当白色塑料瓶经过TG1处时,I0.3常开触点导通,同时Q0.1得电,白色推瓶杆伸出推动白色塑料瓶进入落瓶区;当塑料瓶完全推入落瓶区时,I0.6导通1次,同时计数器C0计数1次,提示分拣成功。
4)中断报警:设置中断报警程序,若系统运行中出现过热、过压、过载等情况时,系统能够自动断电,并发出声光报警提示;当推瓶杆启动后,定时器T37开始计时,若超过2S,I0.6还未导通,计数器C0也未计数1次,表明塑料瓶没有成功推入落瓶区,Q0.4和Q0.5同时导通,发出声光报警提示。
5)停止:当系统工作时,操作人员按下SH2按钮,所有的输出线圈同时复位,系统停止作业。
基于上述程序设计思路,绘制系统梯形图程序执行流程图,如图2所示。

图2 系统梯形图程序执行流程图
4 结语
本文设计的系统能够实现大量塑料瓶收购分拣作业的自动化控制,具有很强的推广价值,但也存在一些不足之处,例如没有能够进行远程触摸的组态子系统、控制程序的结构还有待优化等,在今后的完善性设计中,应针对上述问题进行硬件和软件设计上的优化。
