扩链PET超临界N2发泡行为研究
2022-08-09陶宇吕春霞陆红霞蒋晓威
陶宇 吕春霞 陆红霞 蒋晓威
(1.常州工程职业技术学院化工与制药工程学院,江苏 常州,213164;2.常州工程职业技术学院绿色技术研究所,江苏 常州,213164)
聚对苯二甲酸乙二醇酯(PET)发泡材料具有理想的尺寸稳定性、良好的气体阻隔性、优异的耐磨性和表面阻滞性,热稳定性方面远远优于聚苯乙烯泡沫、聚氯乙烯泡沫等,因此PET发泡材料应用有很大研究价值[1]。与化学发泡和其他物理发泡方法相比,超临界流体发泡具有经济环保、性价比高等优点,制备的微孔泡沫孔密度大、孔径小、气泡成核速度快。孙晓辉等[2]研究了PET超临界流体材料特性和加工工艺对超临界二氧化碳(CO2)发泡过程造成的影响。韦良强等[3]研究了聚丙烯(PP)/PET复合材料的超临界CO2发泡行为。
以下采用异氰酸酯/环氧树脂体系扩链PET,采用超临界N2对扩链PET进行发泡,研究了发泡温度对微孔泡沫材料的影响,对PET发泡材料的泡孔密度、发泡倍率、泡孔形貌进行了表征。
1 试验部分
1.1 主要仪器、原料和试剂
PET,WB-8816,华润聚酯(常州)有限公司; 异氰酸酯,N3300,德国拜耳公司;环氧树脂,E44,常州润翔环氧树脂有限公司;抗氧剂1010,巴斯夫中国有限公司;N2,市售。
鼓风干燥箱,DHG-9240A,上海精宏实验设备有限公司;真空干燥箱,DSF-6050,上海鳌珍仪器制造有限公司;微发泡注塑机,MuCell,震雄机械(深圳)有限公司;双螺杆挤出机,长径比22∶1,超临界流体控制器,SⅡ T200,均为深圳卓细(Trexel)科技有限公司;密度仪,GH-300A,厦门群隆仪器有限公司;扫描电子显微镜(SEM),JSM-6360LA,日本三洋公司。
1.2 试样的制备
1.2.1 扩链PET的制备
PET在120 ℃下鼓风干燥12 h,然后在100 ℃真空干燥箱中干燥4 h。将质量分数0.5%的抗氧剂1010、质量分数1.0%的 N3300/E44混合物与干燥PET高速混合,熔融挤出造粒,得到扩链PET。由质量分数比分别为1.0/0.6,1.0/0.8,1.0/1.0,1.0/1.2,1.0/1.4 的N3300/E44制得的扩链PET,分别记作1#,2#,3#,4#,5#。双螺杆挤出机各段温度分别为170,190,210,230,250(机头),265,265,265,265,260 ℃,主机频率为7.5 Hz,喂料频率为4.5 Hz。
1.2.2 扩链PET的超临界N2发泡
采用图1中设备进行扩链PET的超临界N2发泡。发泡工艺为:超临界N2的注气压力160 MPa,注气延时2.0~3.2 s,注气时间1.0 s;注射压力30 MPa左右,注射时间3.0 s,保压时间2.0 s,冷却时间40.0 s,模具温度50 ℃。
1.3 测试与表征
特性黏数与黏均相对分子质量:取0.3 g样品,采用m(苯酚)/m(1,1,2-三氯乙烷混合溶剂)=2/3进行溶解(100 ℃下持续2 h)。降至室温后用布氏漏斗过滤,50 mL容量瓶中定容。选用球形乌氏黏度计(毛细管直径为0.8~0.9 mm)在25 ℃恒温环境下测量特性黏数,计算得出黏均相对分子质量。
发泡密度:取适量发泡样品,去除外部硬质表皮,使用密度仪进行测试。
发泡倍率:通过对比未发泡样板和发泡样板的密度得出发泡倍率。
泡孔形貌:使用SEM观察泡孔形貌。
2 结果与讨论
2.1 N3300/E44含量对扩链PET特性黏数、黏均相对分子质量的影响
N3300/E44含量对扩链PET特性黏数、黏均相对分子质量的影响见表1。

表1 纯PET及扩链PET特性黏数、黏均相对分子质量
由表1可以看出,扩链后PET的特性黏数均有大幅度提升,其中,4#扩链PET的特性黏数与黏均相对分子质量分别为1.42 dL/g,46 861,特性黏数比纯PET提升了82.1%。5#扩链PET的特性黏数略有下降,可能是因为扩链剂过量使反应进行点数目过多,导致短链过多,同时扩链剂过多会引发封端效应,影响了实际扩链效果。
2.2 N3300/E44含量对扩链PET泡沫材料形貌的影响
300 ℃发泡温度下,不同含量N3300/E44扩链PET泡沫材料形貌见图2。
由图2可知,纯PET的断裂面比较光滑,没有泡孔出现,这是由于未扩链PET的熔体强度较低,无法支撑泡孔生长,随着扩链体系中E44添加量的提高,发泡材料的泡孔尺寸变大,泡孔密度下降。
2.3 N3300/E44含量对扩链PET泡沫材料性能的影响
发泡温度为300 ℃,其余参数保持不变,不同扩链PET泡沫材料的表观密度和发泡倍率见表2。
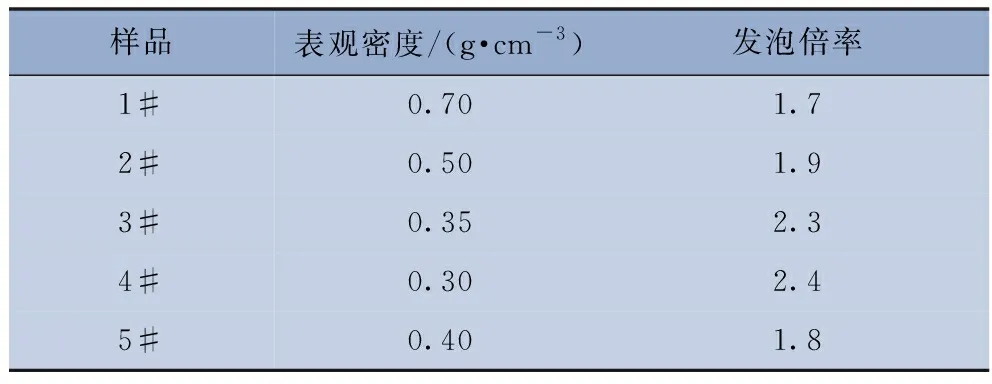
表2 扩链PET泡沫材料的表观密度和发泡倍率
由表2可知,4#样品的发泡样品表观密度最低,发泡倍率最高。5#样品表观密度上升幅度与发泡倍率降低幅度相比差异明显,这表明:熔体强度过大,同样加工条件下,发泡气体在熔体中的溶解程度和分散程度都受到很大影响。虽然出现熔体强度不足以支撑泡孔生长的概率较低,但会出现成核率较低、泡孔生长速率较慢等问题,保证足够的保压时间后,泡孔尺寸容易达到均值水平,但泡孔密度不足导致其发泡倍率降低明显。
2.4 发泡温度对扩链PET泡沫材料形貌的影响
发泡温度对扩链PET泡沫材料形貌的影响见图3。从图3可以看出,随着发泡温度的升高,泡孔的直径呈现逐渐变大的趋势,当发泡温度为310 ℃时,泡孔直径最大,约为2 500 μm。继续升高温度,泡孔直径变小,直径约为500 μm。
2.5 发泡温度对扩链PET泡沫材料性能的影响
发泡温度对扩链PET泡沫材料的表观密度和发泡倍率的影响见图4。
选用4#扩链PET,发泡温度270~310 ℃。扩链PET泡沫材料的表观密度随着发泡温度的升高而逐渐降低,300 ℃时达到最低,继续升温,材料表观密度略微上升。
发泡倍率在300 ℃时最高,说明此温度下,泡孔的密度和泡孔的尺寸达到一个比较均衡的状态,继续提高发泡温度,可能出现泡孔合并、塌陷,泡孔尺寸过大,泡孔表观密度下降,整体发泡倍率变低。
3 结论
a) 对扩链PET进行超临界N2发泡。随着发泡温度的升高,扩链PET的发泡倍率整体呈现先升高后降低趋势,表观密度整体呈现先降低后升高趋势,而泡孔尺寸越来越大,泡孔表观密度显著降低。
b) 发泡温度为300 ℃时,扩链PET的泡孔尺寸和泡孔表观密度比较均匀。
c) 发泡温度为310 ℃时,泡孔直径最大,约2 500 μm,继续升高温度,泡孔直径变小,直径约为500 μm。
