一种低收缩率矿物填充聚丙烯复合材料的制备及其光泽度的研究
2022-08-08吴成高周小梅刘志伟
*吴成高 周小梅 刘志伟
(南京聚隆科技股份有限公司 江苏 210061)
聚丙烯(PP)复合材料作为通用型树脂[1],因其优异的综合性能从而获得了广泛的应用[2],尤其是在汽车领域,随着新能源的迅速发展,轻量化也越来越受到广泛关注,车用聚丙烯复合材料因其可满足客户安全性能的设计需求,同时具有轻量化、造型设计自由和较明显的成本优势等特点,应用量也逐渐增大[3]。例如,汽车内饰仪表板、内饰门板、内饰立柱,汽车外饰保险杠、外饰格栅等零件,大多都使用聚丙烯复合材料注射成型。纯聚丙烯材料其强度、刚性、韧性等力学性能优异,但存在成型收缩率较大、热稳定性不高等缺点[4],而传统的普通矿物填充改性聚丙烯复合材料在符合标准的前提下,收缩率也偏高,不能完全满足产品需求。本文通过滑石粉、聚烯烃弹性体(POE)、聚乙烯的复配,成功制备出一种符合材料力学性能技术指标,同时满足产品尺寸要求的低收缩率改性聚丙烯复合材料,对复合材料收缩率的研究具有一定的借鉴意义。进一步研究了不同目数滑石粉对低收缩率改性聚丙烯复合材料(PP/PE/EPDM-TD10)光泽度的影响[5-6]。
1.实验部分
(1)主要原料
聚丙烯PP1:台化聚丙烯,Formosa Chemicals And Fibre Corp.;聚丙烯PP2:兰州石化,中国石油天然气股份有限公司;聚丙烯PP3:中沙天津,沙伯基础(上海)商贸有限公司;聚丙烯PP4:利安德巴塞尔,上海叶心材料科技有限公司;聚丙烯PP5:中国石油化工,中国石化化工销售有限公司;低密度聚乙烯:中国石油化工,中国石化化工销售有限公司;高密度聚乙烯:埃克森美孚,嘉善塑来贸易有限公司;滑石粉TD1:和氏璧集团,上海和氏璧化工有限公司;滑石粉TD2:旭丰粉体,泉州市旭丰粉体原料有限公司;滑石粉TD3:常州维雄化工,常州维雄化工有限公司;滑石粉TD4:辽宁艾海集团,辽宁艾海滑石有限公司;聚烯烃弹性体(POE):SK综合化学,爱思开综合化学国际贸易(上海)有限公司;聚丙烯用抗氧剂:汽巴抗氧剂1010、汽巴抗氧剂168,上海腾世达贸易有限公司;润滑剂:道康宁,赛陶高分子材料上海(上海)有限公司;抗紫外线剂:华立明770、华立明994,南京华立明科工贸有限公司;色粉包:大众4PK颜色。以上所有材料均未经处理直接使用。
(2)设备
同向双螺杆挤出机,科倍隆(南京)机械有限公司;注塑机:HTF90W1,宁波海天集团有限公司;微机控制万能试验拉力机,深圳市瑞格尔仪器有限公司;冲击材料试验仪:Zwick/HIT5.5P,德国Zwick/Roell公司;大众光泽度色差仪:柯尼卡美能达,上海佳能有限公司;电热恒温鼓风干燥箱:DHG-9146A,上海精宏试验设备有限公司;雾化仪:FT-FI,济南兰光机电技术有限公司;高效液相色谱仪:Agilent 1260;气相色谱质谱联用仪、热脱附进样器:Agilent/Markes 7890B-5977B/TD-100。
(3)低收缩率矿物填充聚丙烯复合材料的制备
采用电子称量秤按照配方设定的比例称取不同型号的聚丙烯树脂、滑石粉、低密度聚乙烯、高密度聚乙烯、聚烯烃弹性体(POE)、抗氧剂、润滑剂、抗紫外线剂、色粉包,然后放置于中速混料机中,用100r/min速度搅拌5~10min,搅拌结束后混合物置于料筒中备用。按照配方设定的挤出工艺参数,实验前先选用聚丙烯PP5原料,倒置于主喂料料筒中,进行过机清洗双螺杆,清洗双螺杆时间设置为5~8min,直至双螺杆清理干净。随后将预混好后的混合物加入主喂料料筒中,按照设定的喂料速度下料,混合物通过同向双螺杆共混挤出、牵条、鼓风吹干并造粒,造粒后的塑料粒子放置于高速混料机中,用200r/min速度搅拌5~10min,最后塑料粒子经过120℃烘干4h,然后保存制备相关测试样条和样板。优选不同配方具体比例如下表所示:
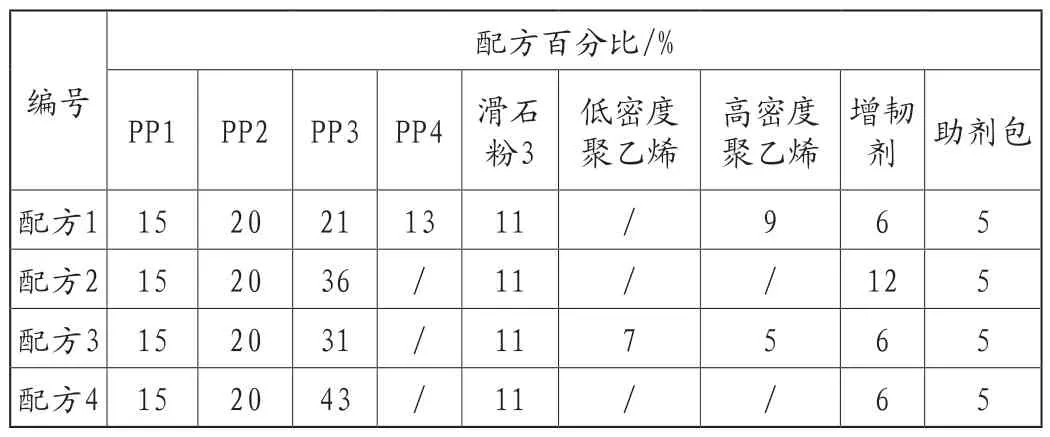
表1 低收缩率矿物填充聚丙烯复合材料实验配方设计
(4)优选低收缩率矿物填充聚丙烯复合材料的光泽度研究
优选配方3体系,采用电子称量秤按照配方设定的比例称取不同型号聚丙烯树脂、滑石粉、低密度聚乙烯、高密度聚乙烯、聚烯烃弹性体(POE)、抗氧剂、润滑剂、抗紫外线剂、色粉包,然后放置于中速混料机中,用100r/min速度搅拌5~10min,搅拌结束后混合物置于料筒中备用。按照配方设定的挤出工艺参数,实验前先选用聚丙烯PP5原料,倒置于主喂料料筒中,进行过机清洗双螺杆,清洗双螺杆时间设置为5~8min,直至双螺杆清理干净。随后将预混好后的混合物加入主喂料料筒中,按照设定的喂料速度下料,混合物通过同向双螺杆共混挤出、牵条、鼓风吹干并造粒,造粒后的塑料粒子放置于高速混料机中,用200r/min速度搅拌5~10min,最后塑料粒子经过120℃烘干4h,然后保存制备相关测试样条和大众K2G皮纹板。不同复合材料配方具体比例,如下表所示。

表2 低收缩率矿物填充聚丙烯复合材料的光泽度实验配方设计
(5)测试与表征
①收缩率测试:将注塑好的样板在室温条件下放置48h,然后按照ISO 294标准测定样板的平行收缩率,收缩率选用尺寸为165.74mm×95.20mm×2.5mm模具打板测试。
②力学性能表征:密度按照ISO1183-1标准进行测试,测试环境为23℃;灼烧残余按照ISO1172标准进行测试,温度为650℃,时间为30min;屈服强度及断裂伸长率按照ISO 527-2-2012(1A型样条)标准进行测试,实验速率为50mm/min;弯曲性能按照ISO 178-2010标准进行测试,实验速率为2mm/min;简支梁缺口冲击强度性能按ISO 179-2013标准进行测试,摆锤2.75J;简支梁无缺口冲击强度性能按ISO 179-2013标准进行测试,摆锤2.75J;熔体质量流动速率(MFR)按照ISO 1133-1-2011标准进行测试,温度为230℃,砝码重量为2.16kg。
③光泽度测试:选用大众色差测验仪器,测试K2G皮纹板。皮纹图片如图1所示:

图1 K2G皮纹板
(6)结果与讨论
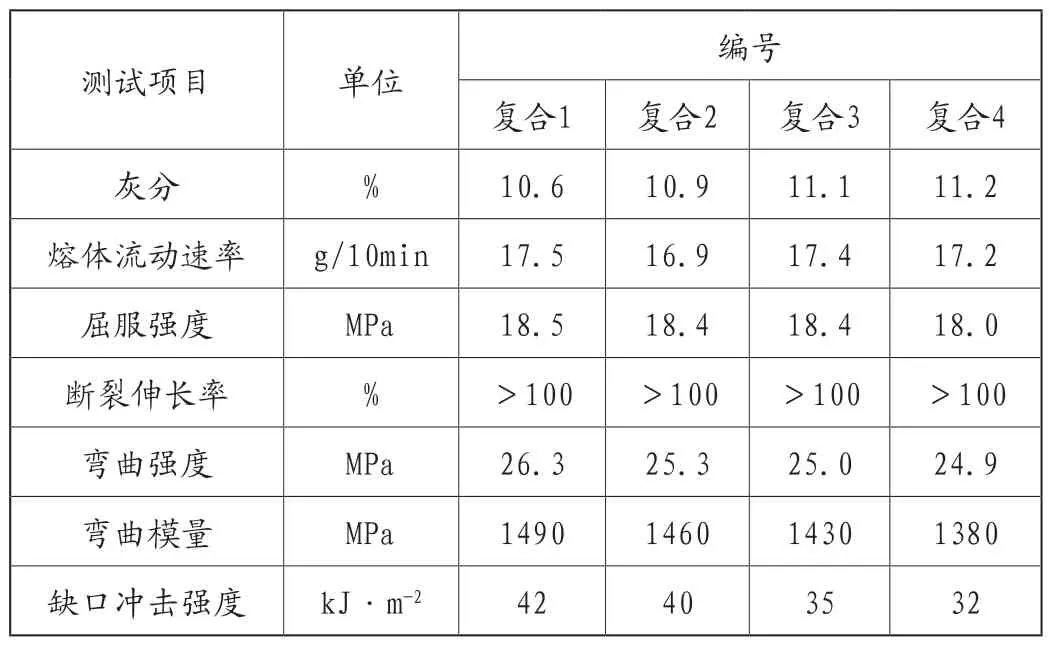
①力学性能测试结果,如表3、表4所示。

表3 低收缩率矿物填充聚丙烯复合材料力学性能对比

表4 复合材料力学性能对比
续表
注:各性能指标范围:密度0.96~1.00g/cm3;灰分8~12;屈服强度≥15MPa;弯曲模量≥1300MPa;缺口冲击强度≥30kJ·m-2;MFR≥15g·(10min)-1。
通过表3可以看出,在不考虑成本的前提下,配方1到配方4均能够达到设计要求,助剂包对于材料物性影响较小,材料的力学性能均满足指标范围;通过表4可以看出,跟换不同目数的滑石粉,材料的设计均能够满足设计要求,不同目数的滑石粉对材料的力学性能有所影响,一般条件下,滑石粉的目数越高,材料的弯曲强度、弯曲模量和缺口冲击强度均有所提高,但是材料的屈服强度基本上不受影响。
②纯PP材料收缩率测试:收缩率选用尺寸为165.74mm×95.20mm×2.5mm模具打板测试,板子在室温下放置48h后测定收缩率。纯聚丙烯PP1在48h后的收缩率为:1.65%,纯聚丙烯PP2在48h后的收缩率为:1.68%,纯聚丙烯PP3在48h后的收缩率为:1.73%,纯聚丙烯PP4在48h后的收缩率为:1.21%,纯聚丙烯PP5在48h后的收缩率为:1.69%,其中PP1-PP3为普通的共聚聚丙烯,PP4为低收缩率聚丙烯,PP5为普通均聚聚丙烯,通过实验结果可以看出,常规纯聚丙烯的收缩率基本上在1.5%~1.7%之间,低收缩率聚丙烯收缩率可以低至1.2%左右,但是成本比普通聚丙烯高很多。
③低收缩率矿物填充聚丙烯复合材料收缩率测试:传统的10%滑石粉填充共聚聚丙烯复合材料收缩率一般在1.1%~1.4%之间,为了材料能够满足零件产品尺寸要求,在满足性能指标的前提下,配方1聚丙烯复合材料的收缩率达到0.86%,配方2聚丙烯复合材料的收缩率达到0.94%,配方3聚丙烯复合材料收缩率达到0.81%,配方4聚丙烯复合材料收缩率达到1.18%。在误差范围内,配方1、配方2、配方3聚丙烯复合材料进行零件注塑产品(产品尺寸在1600mm),产品尺寸均能够完全满足要求,配方4不能够满足产品尺寸要求(产品两端偏短约2.5mm)。一般情况下,通过在聚丙烯复合材料中添加聚乙烯共聚,使得两个组分的分子链相互缠绕,导致聚乙烯与聚丙烯两者之间互相破坏各自的结晶度,使复合材料整体成型收缩率下降[7];同时复合材料中添加一定比例的聚烯烃弹性体(POE),由于聚烯烃弹性体(POE)的相对分子量分布窄,分子结构中的侧基在分子结构中可以形成联结点,在各成分之间起到联结、缓冲作用,从而有效的破坏聚丙烯的结晶度,导致复合材料成型收缩率下降[8]。其中配方1选用低收缩率聚丙烯PP4与聚烯烃弹性体(POE)控制复合材料的收缩率,配方2选用聚烯烃弹性体(POE)控制复合材料的收缩率,配方3选用聚烯烃弹性体(POE)与LDPE、HDPE控制复合材料的收缩率,综合成本考虑,优选配方3。得到一种成本较低的低收缩率矿物填充聚丙烯复合材料。
④复合材料光泽度Gu及收缩率测试:
通过表5可以看出,复合材料的光泽度随着滑石粉目数的下降而逐渐降低。复合1、复合2、复合3、复合4的收缩率分别为0.81%、0.80%、0.81%、0.83%。考虑到测试误差,滑石粉目数对材料的收缩率影响比较小,但是高目数滑石粉材料的尺寸稳定性更高。

表5 复合材料光泽度测试结果
2.结论
在满足用户设计需求的要求下,采用双螺杆共混挤出工艺,通过聚烯烃弹性体(POE)复配LDPE、HDPE,成功的制备出一种低成本、低收缩率矿物填充聚丙烯复合材料PP/PE/EPDM-TD10。力学性能及收缩率表征结果表明,复配增韧体系能够满足材料力学性能要求,传统的普通10%矿物填充聚丙烯复合材料收缩率在1.1%,而本设计矿物填充聚丙烯复合材料PP/PE/EPDM-TD10的收缩率达到0.81%。通过研究进一步发现,复合材料的光泽度随着滑石粉目数的下降而逐渐降低。