碳酸乙烯酯生产工艺及市场分析
2022-08-08李晓翔严文荣余章学魏微陈月亮秦凤祥
*李晓翔 严文荣 余章学 魏微 陈月亮 秦凤祥
(中建安装集团有限公司 江苏 210046)
碳酸乙烯酯是一种环境友好型化工原料,在我国碳酸酯行业蓬勃发展的形势下,碳酸乙烯酯的生产技术不断革新。但是,碳酸乙烯酯的生产工艺比较多,不同的生产工艺有着不同的应用优势。只有借助先进工艺体系生产碳酸乙烯酯,才可以在我国大宗化工原料市场低迷的形势下,最大限度地满足相关原料生产企业的转型发展需求,增强我国碳酸酯行业市场竞争力,促进我国化工事业的有序发展。
1.碳酸乙烯酯的物理性质
碳酸乙烯酯的分子式为C3H4O3,在室温下呈白色结晶固体状态,在温度超过35℃的环境中呈无色透明液体状态[1]。碳酸乙烯酯的熔点在34~37℃之间,沸点为246.7℃,介电常数高,离子迁移阻力低,吸湿性强。碳酸乙烯酯是一种有着较强溶解性的溶剂,可以对二氧化碳、硫化氢和某些有机硫进行有效的溶解,但是对于气体溶解度小的气体溶解效率就会低很多[2]。碳酸乙烯酯可以与40℃热水、氯仿、乙醇以及乙酸乙酯等物质混溶,也可以溶于四氯化碳、乙醚以及丁醇中。目前,碳酸乙烯酯在以下四大领域中有着广泛的应用:第一,有机合成领域;第二,气体分离领域;第三,电池电解质领域;第四,金属萃取领域。
2.各种碳酸乙烯酯生产工艺的优缺点
(1)光气合成法
在化工领域中,光气合成法是早期生产碳酸乙烯酯的方法,最主要的原料有三种:第一种是乙二醇,第二种是吡啶,第三种是光气。将这三种材料放到甲苯溶剂或者二氯甲苯溶剂中进行加热,直至温度上升到70℃。然后,吡啶和光气就会发生络合反应,生成离子络合物。离子络合物继续与乙二醇发生反应,就会生成碳酸乙烯酯[3]。
利用光气合成法进行碳酸乙烯酯的生产,主要存在着以下几方面的弊端。首先,在实际反应过程中,吡啶的添加量非常多,即便是反应结束,残留物中也存在着大量的吡啶,必须要进行妥善的处理[4]。盐酸是用来中和吡啶的主要物质,利用盐酸进行吡啶的中和,不仅使得碳酸乙烯酯的生产工艺变得复杂,其自身的强腐蚀性还会对生产设备造成腐蚀。其次,光气和吡啶都是有毒物质,必须要在密封条件下发生络合反应,反应完成后生成的产物含有大量的氯元素,如果没有经过妥善的处理,必然会对周围的生态环境产生严重的污染。这种早期的碳酸乙烯酯生产方式已经市场所淘汰[5]。
(2)酯交换法
酯交换法,也是一种被市场淘汰的碳酸乙烯酯生产方法。酯交换法的应用,需要使用到的生产原料是乙二醇和碳酸二乙酯。在120~160℃的条件下,将乙二醇和碳酸二乙酯混合在一起,并将金属乙醇钠和无水碳酸钾等作为催化剂,就可以发生酯交换法反应[6]。
利用酯交换法生产碳酸乙烯酯,主要存在着以下几方面的弊端。首先,在完成酯交换法反应之后,需要对生成的产物进行水洗处理、干燥处理以及减压蒸馏处理。在对产物进行处理的过程中,一部分碳酸乙烯酯就会损失掉[7]。其次,整个酯交换法反应过程异常复杂。最后,酯交换法反应过程中,必须要使用催化剂,但是催化剂又只能保证反应收率最高达到40%,而且,催化剂的采购成本也较高。
(3)卤代醇法
利用卤代醇法进行碳酸乙烯酯的生产,需要在高温、高压条件下进行。反应原料有两种,一种是碳酸氢钠,另一种是氯乙醇。反应溶剂为乙腈[8]。
利用卤代醇法进行碳酸乙烯酯的生产,主要存在着以下几方面的弊端。首先,反应过程会生成水,在反应后期必须要对产物进行精馏提纯处理。由于反应条件是高温、高压,所以生成的副产物比较多。而这,就会增大后期产品的分离处理难度。其次,碳酸乙烯酯还可以发生分解反应,生成环氧乙烷和二氧化碳,对最终的产品收率比产生影响。
(4)乙烯和二氧化碳直接氧化法
将二氧化碳和乙烯放置到有氧条件下,就可以直接发生氧化反应,生成碳酸乙烯酯。但是,利用乙烯和二氧化碳直接氧化法生成碳酸乙烯酯,存在着以下几方面的弊端。首先,在加压条件下,乙烯和二氧化碳才会直接发生氧化反应,生成碳酸乙烯酯,所以使用的生产设备也应当具有较强的压力承受能力。其次,整个反应过程需要使用到氧元素[9]。所以生产工艺有一定的爆炸风险。即便是技术人员利用实验对生产工艺和生产条件进行了改善,整个生产过程也依然需要使用到大量的固氧载体,且不能保证固氧载体使用的持续性。如果对固氧载体进行间歇性使用,那么还需要采取相应的再生处理措施,生产过程依然非常复杂。最后,在整个反应过程中,催化剂是金属碘化物。这种催化剂的使用不仅会增大生产过程的复杂程度,还会生成多种类型的副产物[10]。副产物越多,碳酸乙烯酯的收率就越低。由此可见,利用乙烯和二氧化碳直接氧化法进行碳酸乙烯酯的生产工艺,还有很大的研究空间。
(5)环氧乙烷和二氧化碳环加成法
目前,用环氧乙烷和二氧化碳加成法进行碳酸乙烯酯的合成,是国内外最普遍的碳酸乙烯酯生产工艺。环氧乙烷和二氧化碳是主要的生产原料[11]。需要注意的是,应用这种工艺,不仅会生成碳酸乙烯酯,还会发生两个副反应,产生大量的水,所以必须要对工艺体系中的水含量进行严格的控制,才能够保证氨酸乙烯酯的有效生成[12]。为了利用这种工艺进行碳酸乙烯酯的生产,提升碳酸乙烯酯的生产经济性,需要对相应的工艺体系进行升级优化,并且工艺体系优化的重点应当集中在“如何利用催化剂控制副反应发生程度”方面[14]。经过实验发现,固体催化剂的使用具有以下几大优势。第一,反应条件发生了改变;第二,反应工艺流程更加简单;第三,反应选择性与转化率更高;第四,反应完成后催化剂分离难度不大,且具有回收再生特点。
(6)尿素醇解法
将尿素和乙二醇作为原材料,放置到特定的装置中发生催化醇解反应,就可以生成碳酸乙烯酯。这是近几年来最受关注的一种碳酸乙烯酯制备方法。与其他方法相比,尿素醇解法的应用优势主要体现在以下几方面。首先,尿素醇解法的反应条件更为温和。其次,尿素和乙二醇是最主要的两种生产原料,属于大宗化工原料,来源更加广泛,采购成本更加低廉,市场供应量也非常充足。最后,尿素醇解法的应用具有突出的经济性以及环保性。因为在实际的醇解反应中,除了碳酸乙烯酯之外,还会生成氨。氨与二氧化碳经过化学反应后的生成物是尿素[15]。酯交换法的应用生成了乙二醇。这样一来,乙二醇和尿素又可以作为碳酸乙烯酯的生产原料。所以,将尿素醇解法和酯交换法结合在一起,就可以形成一个相对完善的绿色循环化学生产链,如图1所示。
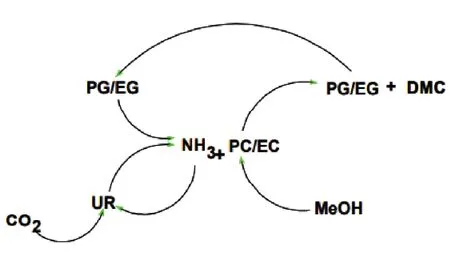
图1 碳酸乙烯酯循环的绿色化学生产链
另外,尿素醇解法的应用,还为碳酸乙烯酯的生产提供了全新的思路,并使得尿素、碳酸乙烯酯、碳酸二甲酯的连续生产成为可能。随着尿素醇解法在工业领域中的普及与发展,现有工业化路线必然会逐步降低对环氧化合物等石油化工产品的依赖性,转而使用天然气等下游产品[16]。只要对氨气这一副产物的利用问题进行有效的解决,尿素醇解法必然会成为碳酸乙烯酯的主要生产方式。
目前,我国已经发明出一种含二氧化碳和有机物的氨气分离装置。利用这一装置,通过一级洗涤、二级洗涤、增压、氨精制、有机物分离、碳化、一级过滤等流程,就可以对氨气进行充分的收集,并表现出切实可行、简便高效、减排增效、适用范围广、液氨产品纯度高和节能环保等特点。
3.碳酸乙烯酯的市场分析
(1)碳酸乙烯酯的市场用途
碳酸乙烯酯的市场用途,主要体现在以下几方面。第一,碳酸乙烯酯可以作为脱碳剂,广泛应用于天然气领域、合成气领域以及制氢工业领域中。例如:联碳公司在清除酸性气体的过程中,就对碱金属卤化物、三级胺和金属氧化物的碳酸乙烯酯和碳酸丙烯酯混合溶剂进行了充分的利用。其中,碳酸乙烯酯的应用表现出了吸收性好、解析速度快的优势[17]。第二,碳酸乙烯酯对环氧乙烷的亲和力很强。美国Dow公司利用碳酸乙烯酯吸收环氧乙烷,比传统工艺中用水吸收环氧乙烷的效果更好,能耗更低,所以,碳酸乙烯酯还可以代替水作为环氧乙烷的吸收剂。第三,碳酸乙烯酯还可以作为纤维整理剂和其他加工助剂,或者高聚物的良好溶剂,例如聚酞胺、聚丙烯腈或者双酚树脂等。第四,碳酸乙烯酯在石油化工领域中,抽提液体石油馏分的效果明显优于乙二醇抽提液体石油馏分的效果。第五,碳酸乙烯酯在电容电池工业领域中,还可以与碳酸丙烯酯混合在一起,作为锂离子电池电解液,使锂电池电解液承受住恶劣条件下的光反应、热反应以及化学反应。如果将碳酸乙烯酯作为第二代锂离子电池中的电解液,还可以发挥保护石墨阳极的作用。第六,碳酸乙烯酯还可以作为增塑剂、纺丝溶剂、油性溶剂、烯烃和芳香烃的萃取剂、颜料分散剂以及水溶性染料[18]。第七,碳酸乙烯酯还可以在木材粘合中发挥作用。例如:按照特定的比例,将碳酸乙烯酯与异氰酸酯混合起来,就是一种非常好的木材粘合剂。
(2)碳酸乙烯酯的产业格局
我国是全球最大的碳酸乙烯酯生产国。目前,我国的碳酸乙烯酯产业集中性较高,行业发展规模不大,能够进入主流电解液厂商供应链的碳酸乙烯酯厂商更是少之又少[19]。
目前,我国电解液溶剂市场的发展规模在20万吨/年左右。我国锂电池新能源汽车发展水平不断提高,其市场规模预计在2025年达到136.4万吨。锂电池新能源汽车市场规模的扩大,直接加大了对电解液溶剂的需求。现阶段,我国的电池级碳酸乙烯酯产能在14.7万吨左右。但是在环保问题的影响下,其最终产能仅有10.2万吨,远远不能满足市场需求。根据业内人士的预测,我国2025年碳酸乙烯酯的需求量会增长至30万吨。市场需求缺口将会高达20万吨。如果每年投资1.7亿元,生产2万吨电池碳酸乙烯酯,未来5年投资在电池级碳酸乙烯酯生产项目中的投资总额就累积到了8.5亿元,市场发展前景十分广阔[20]。而且,碳酸乙烯酯处于供不应求状态,碳酸乙烯酯的市场价格必然还会继续上涨。
(3)碳酸乙烯酯的市场需求
作为一种配方型新材料,锂电池电解液主要由以下三部分组成:电解液溶剂、电解质、添加剂[21]。其中,电解液溶剂是锂电池电解液的主要原材料,主要包含以下几种成分:第一,环状碳酸酯,例如碳酸乙烯酯、碳酸丙烯酯等,具有介电常熟地、黏度大的特点;第二,链状碳酸酯,例如碳酸二甲酯、碳酸甲乙酯和碳酸二乙酯等;第三,羧酸酯[22]。锂电池电解液中,80%的质量都是电解液溶剂。对锂电池电解液组成部分的市场需求进行分析,发现超过93%的需求都与碳酸酯类溶剂有关。而对于碳酸乙烯酯的需求,又占据碳酸酯类溶剂需求的20%~30%。
(4)碳酸乙烯酯的价格趋势
近几年来,碳酸乙烯酯的市场价格呈逐年上涨趋势。2008年的时候,碳酸乙烯酯为8000元/吨,2021年的时候,碳酸乙烯酯的价格就已经上涨到了18000元/吨。表2为2021年12月全国碳酸乙烯酯价格最新行情各个机构报价统计表。我国的一些下游行业降低了对碳酸乙烯酯的需求量,价格也有所回落。碳酸乙烯酯行业的市场销量明显降低,营收和净利润也无法与以往相比[23]。
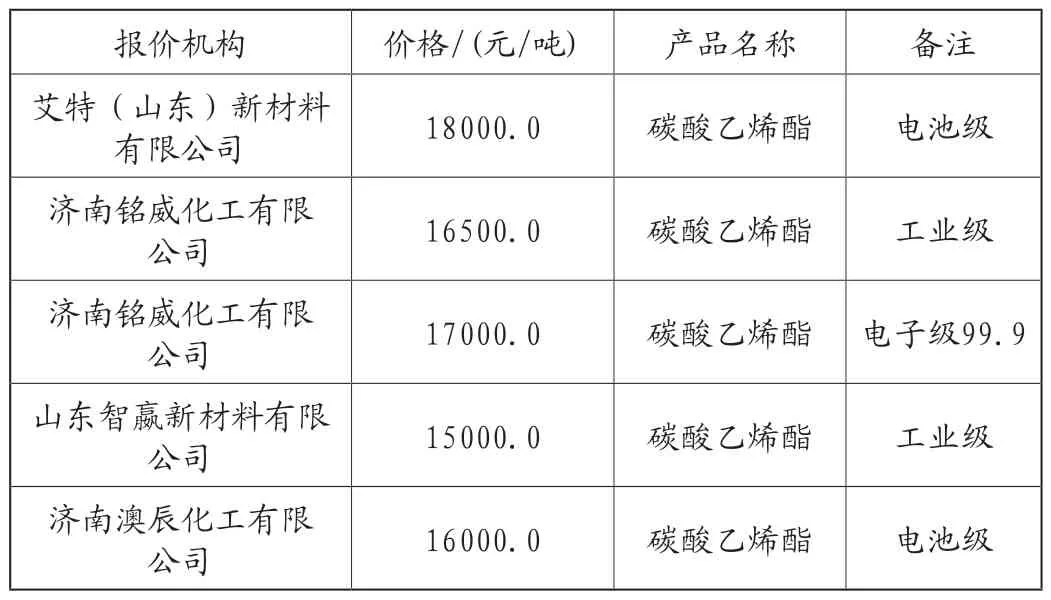
表2 2021年12月全国碳酸乙烯酯价格最新行情各个机构报价统计表
近期我国碳酸乙烯酯的市场需求又呈稳步上升趋势。在未来的一段时间内,我国碳酸乙烯酯的新建产能还会逐渐增多。而这不仅会明显提高碳酸乙烯酯的产量,缩小碳酸乙烯酯的市场缺口,还可以为企业的盈利能力提升提供保证。
4.结语
综上所述,碳酸乙烯酯是一种绿色环保的化工基础原料,有着广阔的市场前景。虽然我国当前的碳酸乙烯酯生产工艺比较多,但是以尿素醇解法为基础的碳酸乙烯酯生产工艺发展潜力最大。受到生产工艺水平的限制,基于尿素醇解法的碳酸乙烯酯生产体系还有很多不足之处。在这种情况下,相关人员还需要加强制备工艺技术的研究,并结合先进的科学技术进行制备工艺的优化与完善,提高碳酸乙烯酯的生产效率,为碳酸乙烯酯的进一步发展打好基础。