铝-镁异种合金搅拌摩擦搭接焊残余应力数值模拟
2022-08-07吴晓虎曹丽杰苗臣怀
吴晓虎,曹丽杰, 苗臣怀,王 仪
(1.上海工程技术大学机械与汽车工程学院,上海 201620; 2.上海飞机制造有限公司,上海 201324)
0 引 言
搅拌摩擦焊是一种新型而有效的先进固态连接工艺,在焊接过程中板材无需熔化即可连接传统熔焊技术难以焊接的高强度铝合金以及异种材料。然而,与传统的熔焊相同,搅拌摩擦焊接头中也存在热影响区和焊后残余应力[1]。在搅拌摩擦焊过程中,焊接接头内部产生的残余应力通过改变焊接工件的内应力和力学性能来破坏工件的整体性能,导致工件的结构和性能严重受损。陈彦君等[2]基于ABAQUS软件,建立了搅拌摩擦焊的动态有限元模型,分析了6系铝合金的焊后残余应力分布规律,且试验结果与仿真结果吻合较好。卢翔等[3]建立搅拌摩擦焊产热模型,研究了焊接参数和搅拌头偏置对铝-钢异种金属焊接过程的影响,发现搅拌头转速是残余应力的主要影响因素。周文静等[4]模拟了铝合金板搅拌摩擦焊的稳态与瞬态过程,发现瞬态与稳态计算结果基本一致,随着主轴转速与轴肩下压力的增大,应力与温度的非对称性逐渐增强。史学海等[5]采用热力耦合方法建立了冷热源辅助的搅拌摩擦焊模型,发现与常规工艺相比,冷热源辅助可以有效降低接头焊后残余应力峰值。目前主要针对搅拌摩擦对接焊过程进行数值模拟,而搭接也是搅拌摩擦焊接结构中一种常见接头形式。张昭等[6]建立铝合金搅拌摩擦搭接焊温度-再结晶-析出相-力学性能的一体化计算模型,实现了基于晶体塑性理论的力学性能研究,通过试验和数值模拟的对比验证了模型的有效性。胡云瑞等[7]研究发现,在2024-T4铝合金搅拌摩擦搭接焊过程中,搅拌头轴肩边缘处的材料流动速率较大,并且流速随着距搅拌头距离的增加而减小。但是,关于搅拌摩擦搭接焊的研究主要集中在同种金属方面,有关异种金属搅拌摩擦搭接焊的数值模拟研究较少。因此,作者以6082铝合金与AZ31B镁合金为研究对象,通过正交试验,采用ABAQUS软件对搅拌摩擦搭接焊过程进行数值模拟,分析了焊接速度、搭接量、搅拌头转速对焊后残余应力场的影响,获得最佳的工艺参数,并进行了试验验证;研究了焊接速度、搭接量对残余应力的影响规律,以期为优化焊接参数提供理论指导。
1 数值模型的建立
1.1 热源模型
在搅拌摩擦焊接过程中,热量主要来源于搅拌头与工件接触面上的摩擦产热以及工件剪切层内的少量塑性变形功[8]。产热总功率Qt的计算公式为
(1)
式中:η为热传输效率,取0.95[9];Mz为搅拌头的转矩;ω为转动角速度;n为转速。
搅拌头采用平轴肩圆柱状的热源模型,轴肩半径为5 mm,搅拌针半径为1.5 mm。在摩擦产热中,轴肩部分的摩擦产热约占75%,忽略塑性变形功,产热总功率约等于轴肩与搅拌针产热功率之和[9]。轴肩的产热功率Qs可表示为
Qs=0.75Qt
(2)

(3)
式中:qs为轴肩热流密度,由于轴肩与焊件之间为表面接触,属于面热源,因此qs为面热流密度;r为搅拌头中心位置与积分点之间的距离;R1为轴肩半径;R0为搅拌针半径。
搅拌针的产热功率Qp可表示为
Qp=0.25Qt
(4)

(5)
式中:h为搅拌针长度;qp为搅拌针热流密度,搅拌针插入焊件内部高速转动并向前移动,属于体热源,因此qp为体热流密度。
1.2 有限元模型
1.2.1 材料参数
6082铝合金[10]与AZ31B镁合金[11]在不同温度下的材料参数见表1和表2。

表1 6082铝合金的材料参数Table 1 Material parameters of 6082 aluminum alloy

表2 AZ31B镁合金的材料参数Table 2 Material parameters of AZ31B magnesium alloy
1.2.2 网格划分
采用有限元软件ABAQUS 建立了顺序耦合的热力学模型。模型采用尺寸为200 mm×100 mm×3 mm的2块异种材料板搭接的形式,其中6082铝合金板在下侧,AZ31B镁合金板在上侧。为了提高计算效率并兼顾模拟精度,对焊缝中心处及附近的网格进行局部加密处理,模型网格划分如图1所示,网格划分为73 200个单元,91 254个节点,单元类型选择为热-力耦合单元C3D8R。
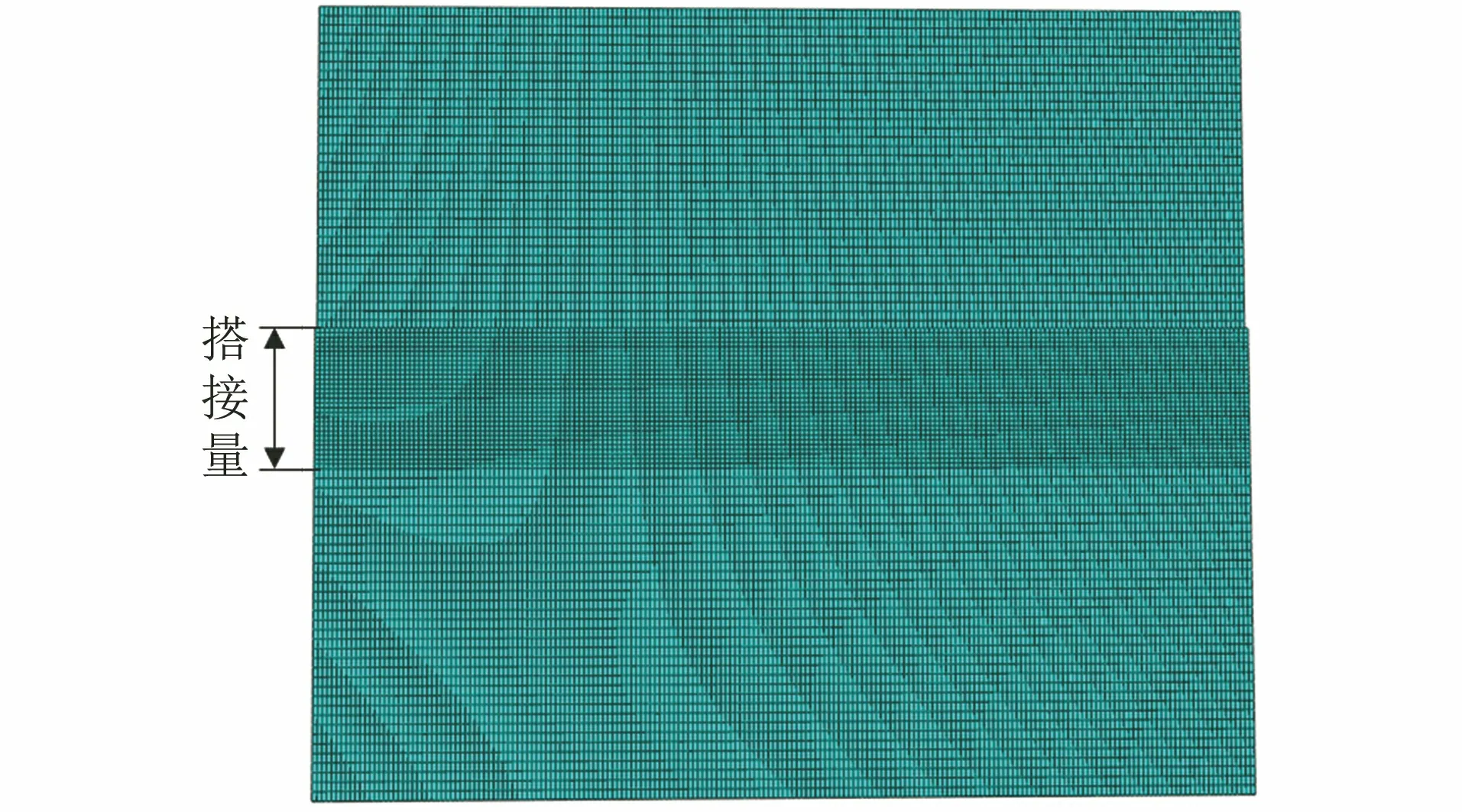
图1 有限元网格划分Fig.1 Finite element mesh generation
1.2.3 边界条件
在模型中,温度场的模拟计算采用等效热力学边界条件代替夹具与垫板;铝合金板与下表面的垫板直接接触,散热较快,因此铝合金板与垫板之间采用较高的对流换热系数[12],设为1 000 W·m-2·K-1;铝合金板侧面和镁合金板完全暴露在空气中,采用较低的对流换热系数,设为30 W·m-2·K-1;工件初始温度设为室温(20 ℃)。与对接方式相比,搅拌摩擦搭接焊在接头处具有更复杂的边界条件。将搅拌头下方网格固定约束,其余搭接面的接触属性定义为2个光滑板材之间的接触,摩擦因数设为0.3。焊接结束后,当温度趋于稳定时,逐渐去除垫板和夹具的相关约束。在焊接开始时选择少量节点约束各个方向的自由度,在焊缝末端选取少量节点只约束其垂直方向和水平方向的自由度,使工件能够沿焊缝方向变形以避免刚体位移[13]。
2 参数优化与试验验证
2.1 参数优化
焊接速度、搅拌头转速和搭接量等焊接参数对搅拌摩擦搭接焊接头残余应力的大小与分布有重要影响。正交试验设计在多因素多水平的试验中具有独特的优点,能够在不影响试验效果的同时,尽可能减少试验次数[14]。采用3因素4水平[L16(43)]的形式,设计搅拌摩擦搭接焊参数的因素水平表,具体如表3所示。
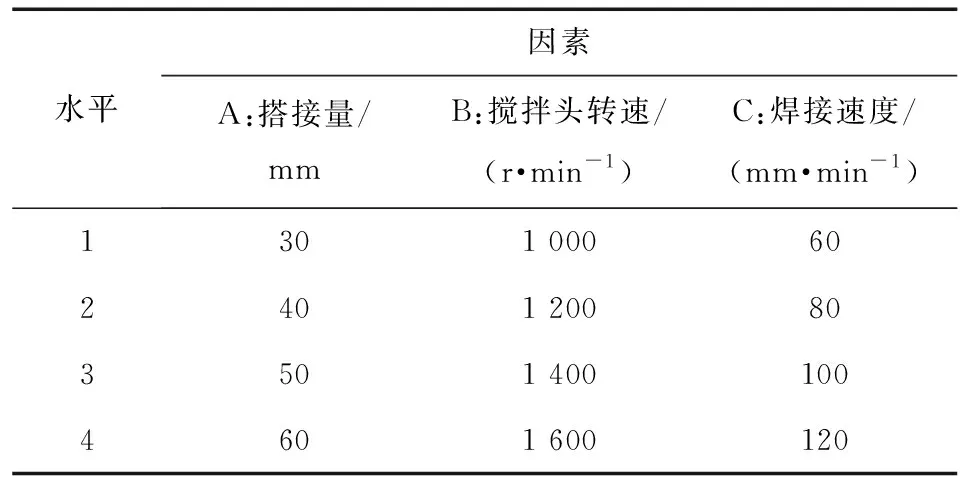
表3 搅拌摩擦搭接焊参数的因素水平表Table 3 Factor level table of friction stir lap welding parameters
残余压应力对搅拌摩擦焊接接头的疲劳寿命有利,而残余拉应力则可以增加裂纹尖端的应力分布,严重影响搅拌摩擦焊接头的疲劳寿命[15]。搅拌摩擦焊接头的残余拉应力主要以纵向残余应力为主,因此模拟过程中主要研究纵向残余拉应力。在正交试验中,信噪比作为特征数来衡量焊接接头的质量[14]。由信噪比的望小特性可知,纵向残余拉应力越小越好,即信噪比越小越好。信噪比RSN的计算公式为
(6)
式中:a为数值模拟次数;σyi为第i次数值模拟得到的最大纵向残余拉应力。
由表4可知,各因素对纵向残余拉应力的影响按从大到小的顺序为焊接速度、搭接量、搅拌头转速,最优的设计方案为C1A4B3,即焊接速度60 mm·min-1,搭接量60 mm,搅拌头转速1 400 r·min-1。采用最优方案进行数值模拟,得到的纵向残余拉应力最大值为137.7 MPa。
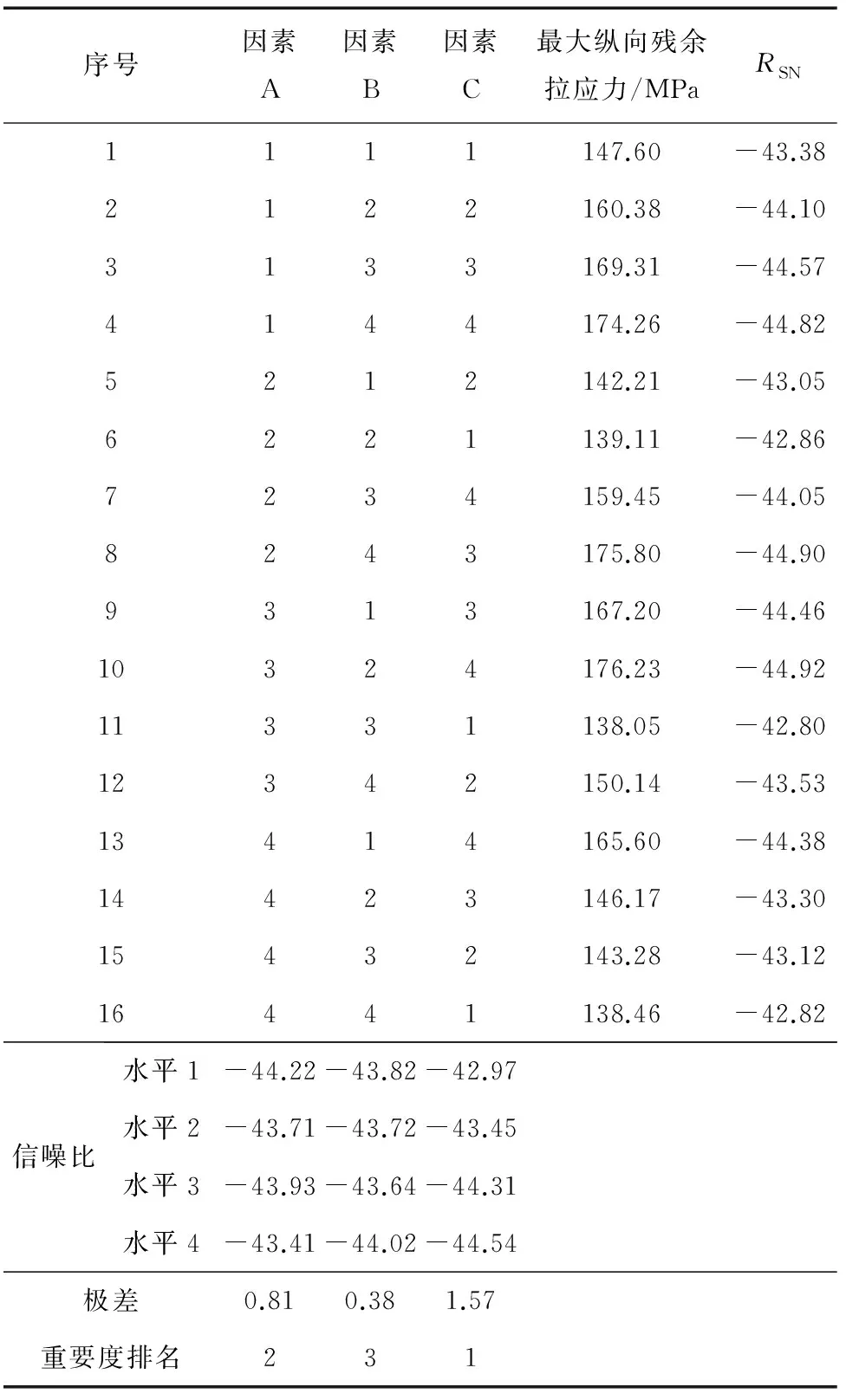
表4 正交试验模拟结果及计算得到的信噪比Table 4 Simulation results of orthogonal test and calculated signal to noise ratio
2.2 试验验证
为了验证数值模拟的准确性,在专用搅拌摩擦焊接机上进行搅拌摩擦搭接焊试验,焊件材料和尺寸与模型保持一致,搅拌头材料为H13工具钢,搅拌头参数选择与热源模型参数相同。根据正交试验结果,搅拌头转速对纵向残余拉应力的影响较小,因此保持搅拌头转速不变,仅改变搭接量和焊接速度,具体焊接试验参数如表5所示。使用嵌在预钻孔中的K型热电偶记录焊接中间阶段垂直于焊接方向距焊缝中心线约10 mm处的瞬态温度,孔的深度和直径分别为2 mm和1 mm,孔中心距焊缝中心线约10 mm。

表5 焊接试验参数Table 5 Welding test parameters
将模拟得到温度测量点处的热循环曲线与试验结果进行对比。由图2可知,不同焊接工艺下,模拟得到测量点的热循环曲线与试验得到的热循环曲线吻合较好,相对误差小于7.5%,表明该热源模型可用来预测搅拌摩擦搭接焊的温度分布规律。
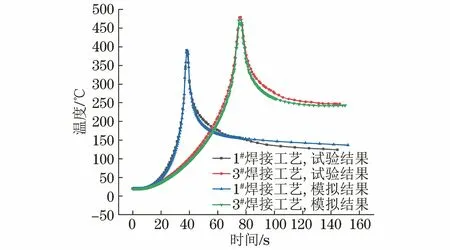
图2 不同焊接工艺下接头温度测量点热循环曲线试验结果与模拟结果的对比Fig.2 Comparison of thermal cycle curves of temperature measurement points in joint between test results and simulation in different welding processes
采用盲孔法[16]测量焊缝中心处的表面纵向残余拉应力,并与模拟结果进行对比,结果如表6所示。由表6可知,模拟得到的纵向残余应力与试验结果相差较小,最大相对误差为8.4%,最小相对误差为3.5%,验证了数值模型的准确性,也表明该模型及模拟结果对实际焊接有一定的指导意义。
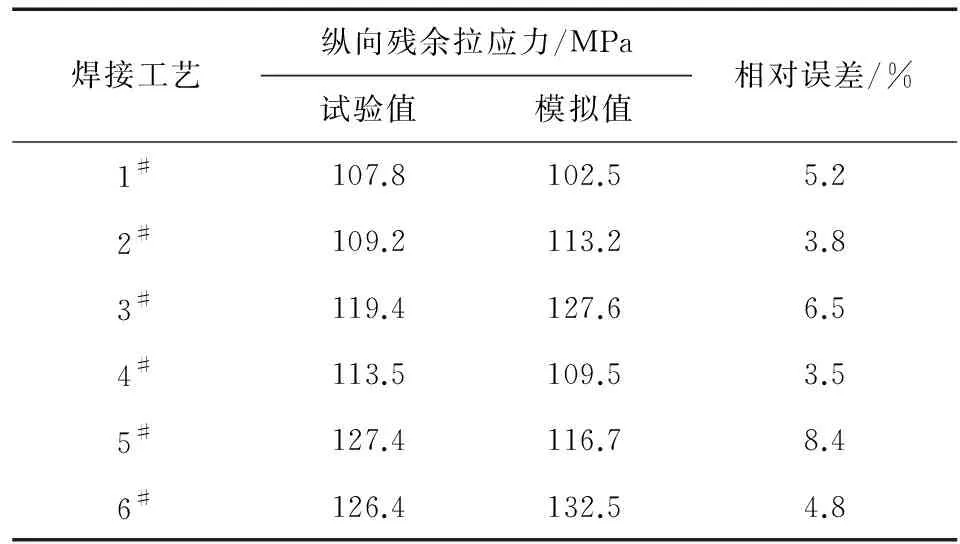
表6 不同焊接工艺下焊缝中心表面纵向残余拉应力模拟结果与试验结果以及相对误差Table 6 Simulation and test results of longitudinal residual tensile stress of weld central surface and relative error in different welding processes
3 模拟结果与讨论
3.1 残余应力的分布规律
由图3可知,焊缝中心附近的残余应力集中且明显高于其他区域,纵向残余应力呈典型的不对称M型分布,最大残余应力为102.5 MPa,位于前进侧(AS)的轴肩边缘附近,略高于后退侧(RS)最大残余应力。焊缝中心处附近的纵向残余应力为拉应力,随着距焊缝中心距离的增大残余拉应力逐渐减小最终变为压应力。横向残余应力整体上与纵向残余应力分布趋势相同,但焊缝中心处的横向残余应力主要为压应力,最大值为18.1 MPa,同样位于前进侧的轴肩边缘附近。在焊接过程中,由于纵向方向上的温度梯度变化比其他方向上的变化快[17],因此纵向残余应力明显高于横向残余应力。
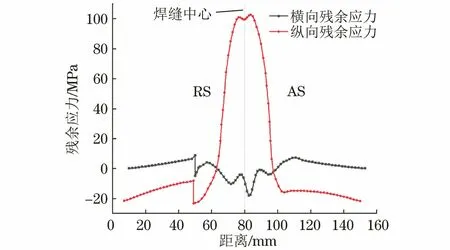
图3 最优焊接工艺下接头上表面垂直焊缝方向的残余应力分布曲线Fig.3 Residual stress distribution curves of upper surface of joint perpendicular to weld direction in optimal welding process
由图4可知,在轴肩范围以内,接头上表面与搭接面处的温度分布曲线几乎相同,最高温度为443.3 ℃,明显高于下表面的最高温度,而在轴肩范围以外,上表面、搭接面和下表面的温度分布曲线几乎相同。在进行异种金属搅拌摩擦搭接焊时,上下板之间的搭接面存在接触热阻,热量在搭接面处传递会发生突变,此时温度梯度大于均匀传递时的温度梯度,从而导致下板温度过低,容易造成接头的弱连接[18]。在数值模拟中发现最大残余应力基本出现在焊接末端的搭接面处,主要原因是搭接面的温度梯度较大。随着焊接的进行,热量不断积累,焊接末端温度快速升高,温度梯度进一步扩大,因此最大残余应力主要出现在焊接末端的搭接面处。

图4 最优焊接工艺下热源中心移动至焊缝中心位置时接头不同位置垂直焊缝方向的温度分布曲线Fig.4 Temperature distribution curves of different positions of joint perpendicular to weld direction after heat source center moving to weld center in optimal welding process
3.2 焊接速度对残余应力的影响
在正交试验结果分析中,发现焊接速度和搭接量是影响搅拌摩擦搭接焊残余应力分布的主要因素,搅拌头转速对残余应力的影响较小,而焊缝表面残余应力以纵向残余应力为主,因此只分析焊接速度和搭接量的变化对纵向残余应力的影响。保持搭接量60 mm、搅拌头转速1 400 r·min-1不变,仅改变焊接速度为60,80,100,120 mm·min-1,分析焊接速度对温度分布曲线和纵向残余应力的影响。
由图5可以看出,随着焊接速度的提高,峰值温度降低。当焊接速度为60 mm·min-1时,峰值温度为443.5 ℃;当焊接速度从80 mm·min-1增大至100 mm·min-1时,峰值温度从424.6 ℃降低至397.5 ℃;当焊接速度继续增大至120 mm·min-1时,峰值温度为321.2 ℃。焊接速度决定了单位长度焊缝的热输入,随着焊接速度的提高,搅拌头在焊缝相同位置的作用时间减少,单位长度焊缝的热输入变小,垂直于焊接方向的热扩散时间缩短,导致焊接过程中的空间温度梯度增大,焊接区域的材料受热不均匀程度增大,在冷却时各部分材料收缩不同步程度增大,从而造成残余应力变大[19]。
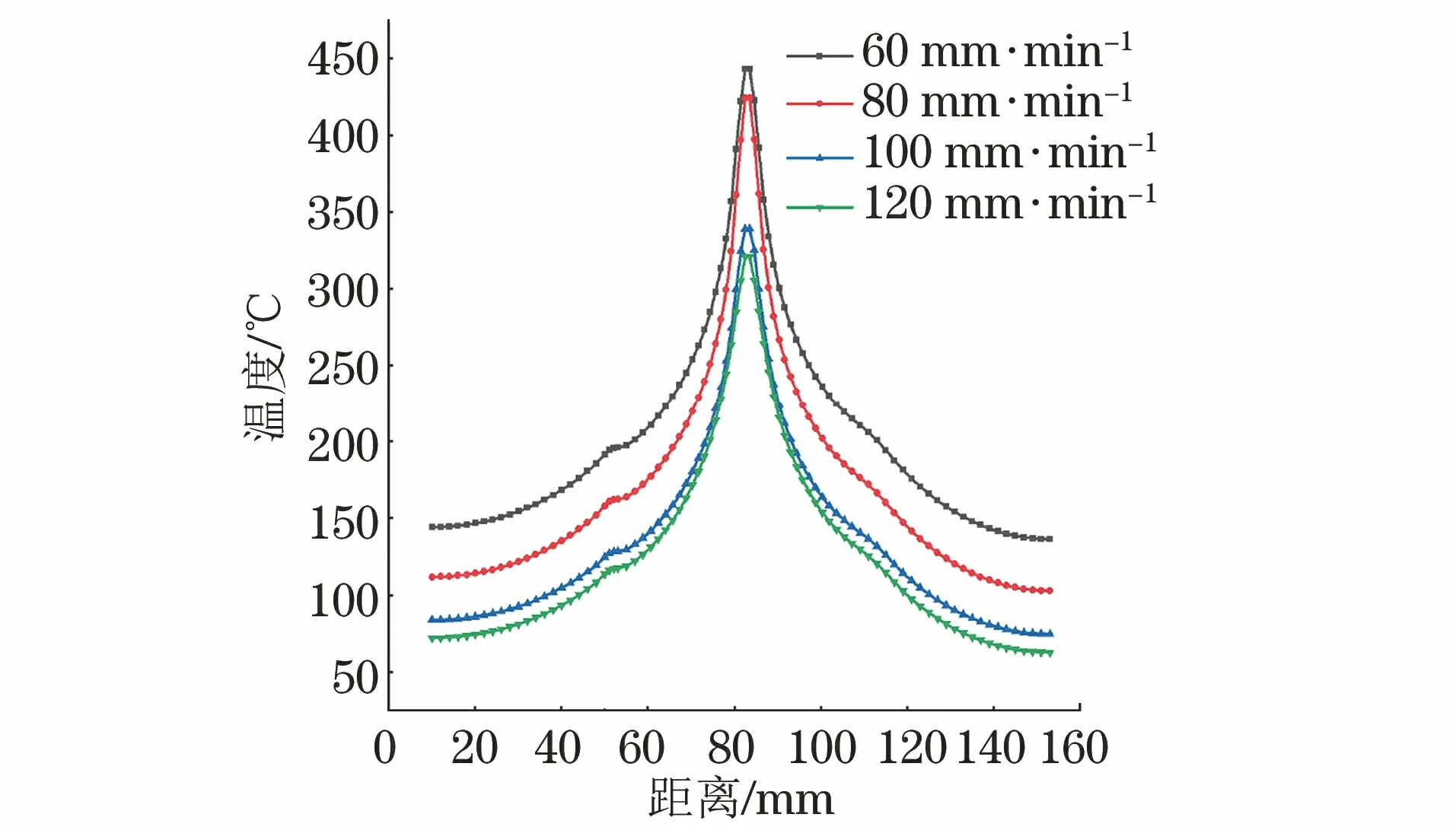
图5 不同焊接速度下接头上表面焊缝中心垂直焊缝方向的温度分布曲线(搭接量60 mm,搅拌头转速1 400 r·min-1)Fig.5 Temperature distribution curves of weld center of joint upper surface perpendicular to weld at different welding speeds (overlap amount of 60 mm and stirring tool rotation speed of 1 400 r·min-1)
由图6可知,焊接速度的变化对纵向残余应力有明显影响。随着焊接速度的增大,纵向残余应力峰值增大,当焊接速度较低时,残余应力的M形分布特征较明显。当焊接速度从60 mm·min-1增大到80 mm·min-1时,残余应力峰值升高趋势最明显,随着焊接速度的继续增大,该趋势变缓;随着焊接速度的增大,残余压应力的变化较小。残余拉应力的作用区域对焊接速度较敏感,主要原因是在较低的焊接速度下热量能够传递到距离焊缝中心更远的材料,因此热影响区面积较大,轴肩作用范围内的材料塑性流动更充分并且熔合更均匀,残余拉应力的作用区域相对于较高焊接速度分布更广泛[20]。

图6 不同焊接速度下接头上表面垂直焊缝方向的纵向残余应力分布曲线(搭接量60 mm,搅拌头转速1 400 r·min-1)Fig.6 Longitudinal residual stress distribution curves of upper surface of joint perpendicular to weld at different welding speeds (overlap amount of 60 mm and stirring tool rotation speed of 1 400 r·min-1)
3.3 搭接量对残余应力的影响
保持焊接速度60 mm·min-1、搅拌头转速1 400 r·min-1不变,仅改变搭接量,研究搭接量对接头纵向残余应力的影响。由图7可以看出,接头的即时峰值温度随着搭接量的增加而降低。不同搭接量接头的即时峰值温度随时间的变化趋势相同,即随着焊接时间的延长,即时峰值温度在初期迅速上升,在25 s左右到达焊接稳定期,温度上升趋势变缓,由于在整个焊接过程中,产热略大于散热,因此即时峰值温度在焊接稳定期一直平稳且缓慢上升;当热源移动至焊接末端时,由于热量的累积,焊接末期的即时峰值温度迅速升高,最高温度达到600 ℃以上,高于焊件的熔点。过高的温度易产生焊接缺陷,在实际的焊接过程中应避免出现末端的高温现象[13]。焊接结束后,因没有持续的热量输入,所以焊件的温度迅速降低。搭接量的变化主要影响焊件之间的相互作用与传热效率。随着搭接量的增加,两板的接触面积增大,热量传递更加均匀,焊接过程中的温度梯度减小,因此焊缝表面的残余拉应力降低。此外,垫板对焊接过程中的温度传递和散热有重要影响,随着搭接量的增加,通过垫板散失的热量增加,因此焊件即时峰值温度略微降低[18]。
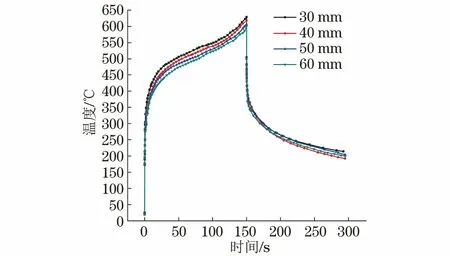
图7 不同搭接量下接头的即时峰值温度随时间的变化曲线(焊接速度60 mm·min-1,搅拌头转速1 400 r·min-1)Fig.7 Curves of real-time peak temperature vs time of joint with different overlap amounts (welding speed of 60 mm·min-1 and stirring tool rotation speed of 1 400 r·min-1)
由图8可知,随着搭接量的增大,接头的最大残余拉应力减小,残余拉应力作用的范围扩大。 当搭接量从30 mm增大至40 mm时,残余拉应力峰值从133.8 MPa降至118.0 MPa,下降趋势较明显,残余压应力变化不明显;当搭接量从40 mm增大至50 mm时,残余压应力变化较明显,峰值从57.3 MPa降低至24.9 MPa,残余拉应力峰值从118.0 MPa降至112.3 MPa;随着搭接量的继续增大,残余拉应力峰值降至102.5 MPa,残余压应力变化不明显。在搅拌摩擦搭接焊过程中,板材一方面受热应力影响,另一方面受搅拌头的机械应力的作用。增大搭接量,两板的接触面积增大,能够提高板材之间的接触质量,使得焊接接头受到的机械应力降低,焊后变形量减小,从而降低焊缝表面残余拉应力[21]。

图8 不同搭接量下接头上表面垂直焊缝方向的纵向残余应力分布曲线(焊接速度60 mm·min-1,搅拌头转速1 400 r·min-1)Fig.8 Longitudinal residual stress distribution curves of joint upper surface perpendicular to weld direction with different overlap amounts (welding speed of 60 mm·min-1 and stirring tool rotation speed of 1 400 r·min-1)
4 结 论
(1) 采用顺序热力耦合的建模方法,得到镁-铝异种合金搅拌摩擦搭接焊的最优参数为焊接速度60 mm·min-1、搭接量60 mm、搅拌头转速1 400 r·min-1;在不同焊接工艺下,热循环曲线和残余应力的模拟结果与试验结果相吻合,相对误差分别小于7.5%和8.4%,验证了数值模拟结果的准确性。
(2) 铝-镁异种合金搅拌摩擦搭接焊接头表面垂直于焊缝方向的纵向残余应力呈典型的M形分布,前进侧的残余应力峰值高于后退侧;最大残余应力出现在焊缝末端的搭接面处,最优焊接工艺下的最大残余拉应力为137.7 MPa。
(3) 随着焊接速度的增大,接头上表面纵向残余拉应力峰值明显增大,作用范围变窄,而残余压应力变化不明显; 随着搭接量的增加,接头上表面残余拉应力峰值降低,作用范围变宽,残余压应力峰值在搭接量从40 mm增至50 mm时呈明显下降趋势。
