车用保险杠针阀式浇口顺序进浇数值优化
2022-08-04谭安平幸晋渝刘克威
谭安平,幸晋渝,刘克威
(成都理工大学 工程技术学院,四川 乐山 614000)
大型塑料制件体积大,结构复杂,熔体在模腔中流动需要克服较大的阻力。为了保证大型塑件在模腔中的填充性,浇注系统一般采用热流道+多浇口的形式。浇口数量增加,熔接痕、虎皮纹、迟滞痕、色差等表面质量缺陷的风险相应增加。为了解决浇口数量增多带来表面质量缺陷的问题,需对热浇口加以改进。采用组态软件控制液压回路,实现针阀式浇口顺序进浇,使各浇口流出的分支料流按照控制要求分时地进入型腔[1-2],可有效解决产品的熔接痕、虎皮纹、迟滞痕、色差等表面质量缺陷问题。针对某模具公司为客户开发的一套车用保险杠模具,本工作采用Moldflow软件对浇注系统方案进行验证和优化,验证优化参数主要为针阀式浇口的位置及开启时间。
1 Moldflow软件前处理
保险杠产品和原模具设计的冷浇口模型见图1,保险杠产品外观尺寸为1 700 mm×670 mm×560 mm,体积为3 205.3 cm3,冷浇口数量为11个。
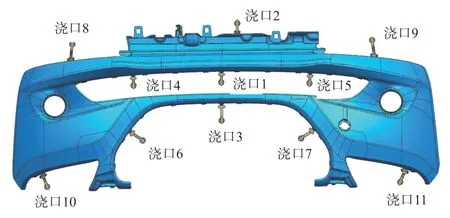
图1 轿车保险杠及模具设计中的冷浇口Fig.1 Car bumper and cold gate in mold design
将保险杠产品和冷浇口分别导入到Moldflow软件中进行网格划分和网格修复,网格采用双层面网格。网格修复完成后将产品网格与冷浇口网格合并,合并网格时,应将网格重叠区域进行重新划分,并保证两种网格重叠区域的节点一一对应。网格合并后网格单元总数为110 920,网格匹配率为85%,满足分析要求。在冷浇口基础上建立热浇口和热流道模型,建模完成后,浇注系统模型见图2。

图2 浇注系统模型Fig.2 Modeling of gating system
采用中国石油化工股份有限公司北京燕山分公司生产的保险杠专用聚丙烯(PP)K9015,推荐工艺为:模具温度55 ℃,熔体温度235 ℃。
2 无针阀式浇口的仿真结果分析
2.1 熔接痕
注射过程中若干股流料在模具中分流汇合,流料在界面处未完全熔合,彼此不能熔接为一体,造成熔合印迹即熔接痕,影响塑件的外观质量及力学性能[3]。大型塑件进浇口较多,若直接进浇,产品熔接痕较多[4]。从图3可以看出:直接进浇情况下,产品表面出现非常明显的熔接痕,影响外观的熔接痕多达11条(圆圈区域),不影响外观的熔接痕为1条(方框区域)。
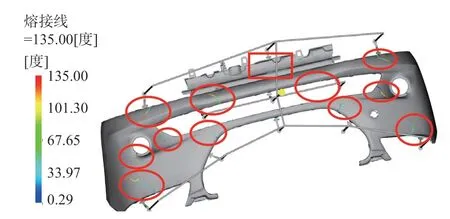
图3 无针阀式浇口条件下的熔接痕Fig.3 Weld lines without needle valve gate
2.2 填充等值线
填充等值线是考察填充性能好坏的重要仿真结果。若填充等值线间距均匀,则填充效果好,否则填充效果差。填充等值线可以稀疏,但不能密集,等值线密集表明此处有迟滞现象,填充阻力大,填充不顺畅,模腔内压力大,其结果就是制件表面产生迟滞痕、虎皮纹、色差等现象。从图4可以看出:不使用针阀式浇口,直接进浇的条件下,进浇点附近(红圈区域)填充等值线疏密程度很不均匀,产品出现各种质量缺陷的风险增加。
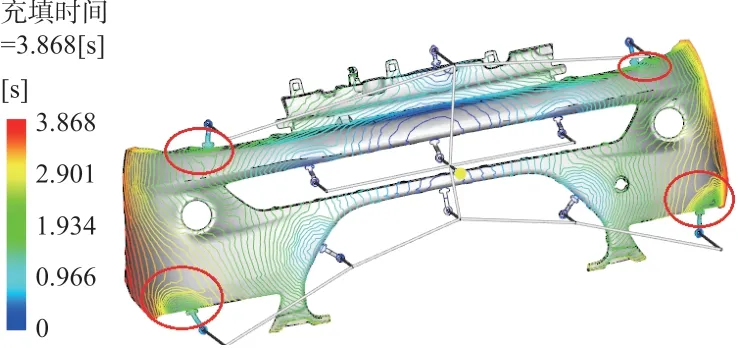
图4 无针阀式浇口条件下的填充等值线Fig.4 Filling contour without needle valve gate
3 针阀式浇口建模及各浇口开启时间设置
3.1 针阀式浇口建模
熔接痕出现的位置一般在远端的料流汇合处,结合模具成本考虑,针阀式浇口不设置在离注射机喷嘴较近的位置而是较远的位置。因此,保险杠中线附近的3个热浇口不设置为针阀式浇口,其余8个热浇口设置为针阀式浇口。针阀式浇口设置及建模结果见图5。
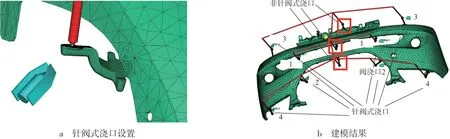
图5 针阀式浇口设置和建模结果Fig.5 Setting and modeling results of needle valve gate
3.2 设置针阀式浇口开启时间
针阀式浇口初始状态是关闭的,根据控制要求可以在需要的时候打开。针阀式浇口的开启时间是指从注射机喷嘴进入流道和型腔到打开针阀式浇口的时间。针阀式浇口的开启时间是工艺参数中最关键参数。若不用模拟仿真软件,针阀式浇口开启时间节点通常靠经验估算,无量化和细化、无科学依据。若针阀式浇口较多,则导致试模次数增多,调试时间延长,增加了企业的人力和物力成本[5-6]。针阀式浇口的开启时间可以由Moldflow软件准确推算。对于保险杠、仪表板之类的大型制件,针阀式浇口的开启时间为料流流过该针阀式浇口之后的0.2 s左右。将8个针阀式浇口设置为关闭,仅留下中线位置的3个直接浇口。仿真完毕后,从图6可以看出:料流流过针阀式浇口1和针阀式浇口2的时间约为0.9,1.2 s。计算可知:针阀式浇口1的开启时间为0.9 s +0.2 s=1.1 s;针阀式浇口2的开启时间为1.2 s+0.2 s=1.4 s。
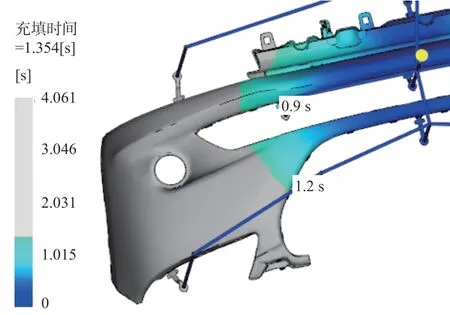
图6 料流流经针阀式浇口1和针阀式浇口2所需时间Fig.6 Time required for melt to flow through valve gate 1 and valve gate 2
根据计算结果,设置针阀式浇口1和针阀式浇口2的开启时间分别为1.1,1.4 s,关闭针阀式浇口3和针阀式浇口4。参数设置完毕后重新仿真,仿真结果见图7。料流流经针阀式浇口3和针阀式浇口4的时间约为1.9,3.2 s。计算可知:针阀式浇口3的开启时间为1.9 s+0.2 s=2.1 s,针阀式浇口4的开启时间为3.2 s+0.2 s=3.4 s。
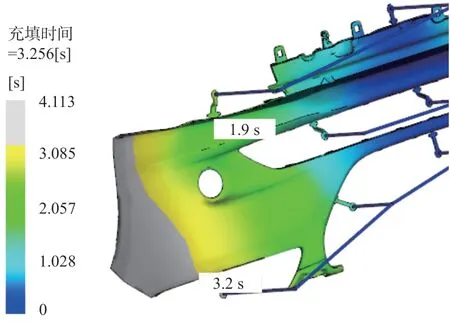
图7 料流流经针阀式浇口3和针阀式浇口4所需时间Fig.7 Time required for melt to flow through valve gate 3 and valve gate 4
4 针阀式浇口条件下仿真结果分析
按所有针阀式浇口的开启时间,重新进行仿真,并将仿真结果与未使用针阀式浇口条件得到的仿真结果进行对比分析。
4.1 熔接痕
从图8看出:不影响制件外观的熔接痕仍为1条,影响外观的熔接痕由11条降为3条,并且这3条熔接痕比较短。熔接痕数量极大减少,使用针阀式浇口顺序进浇改善熔接痕的效果非常显著。

图8 采用针阀式浇口优化后产品的熔接痕Fig.8 Weld lines of products optimized by needle valve gate
4.2 填充等值线
从图9可以看出:采用针阀式浇口优化后,填充等值线疏密程度非常均匀,进浇点附近(红圈区域)等值线间距基本相等,没有等值线密集的区域,表明料流在模腔中匀速前进,没有迟滞现象,受到阻力较小,填充效果较好,因此,产品表面不会出现迟滞痕、虎皮纹、色差等现象。
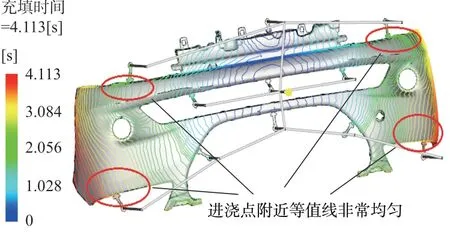
图9 采用针阀式浇口优化后的填充等值线Fig.9 Filling contour optimized by needle valve gate
4.3 其他仿真结果对比
从表1看出:采用了针阀式浇口后,保险杠各部分冻结时间一致,产品冷却至常温收缩不均匀的风险减小,表面各部位收缩率趋于一致,翘曲变形量由12.56 mm降至9.87 mm;模腔压力均匀,速度控制/压力控制(V/P)切换压力,锁模力较小,最大锁模力由2 500 t降为2 200 t,有利于提高制件的成型质量,机台损耗较小,优化成功。
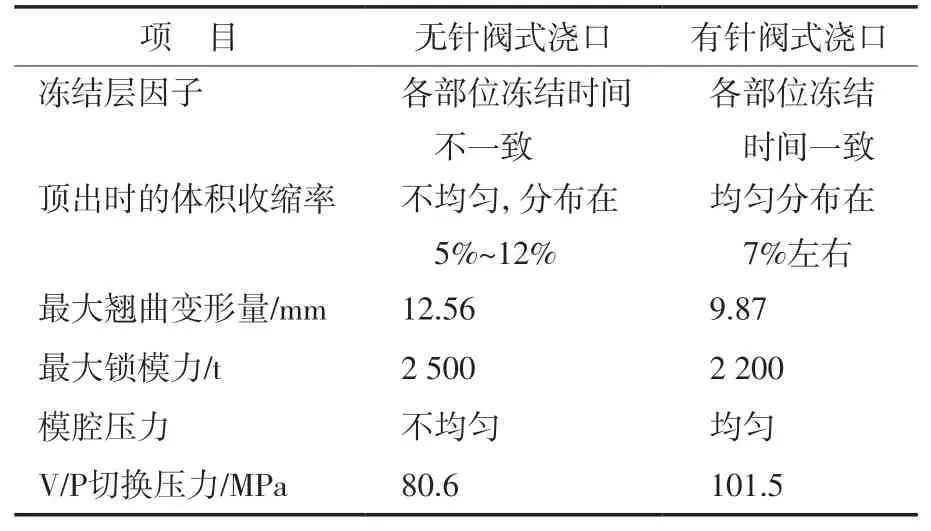
表1 其他仿真结果Tab.1 Other simulation results
5 结论
a)对浇注系统方案进行验证和优化,在Moldflow软件中对保险杠进行网格划分和浇注系统建模。
b)不采用针阀式浇口的模拟结果显示:制件有很多明显的熔接痕;填充等值线疏密程度不一致,在等值线密集的位置易发生虎皮纹、迟滞痕、色差等表面缺陷。
c)对热浇口进行针阀式浇口建模。通过仿真结果计算料流流过针阀式浇口所需的时间,推算出针阀式浇口1~针阀式浇口4的开启时间分别为1.1,1.4,2.1,3.4 s。
d)设置各针阀式浇口的开启时间后重新仿真,结果显示:熔接痕数量减少,填充等值线疏密程度非常均匀,没有密集的等值线,表面出现质量缺陷的风险降低。
e)使用针阀式浇口后,产品表面的收缩率趋于一致,翘曲变形量较小,模腔压力均匀,V/P切换压力,锁模力都比较小,有利于提高制件的成型质量,机台损耗也较小,优化成功。
