不同氩弧焊焊丝对2205双相不锈钢环焊缝组织与性能的影响
2022-08-03王福善李轩鹏白真权
王福善, 李 磊, 冯 泉, 童 根, 鲜 俊, 李轩鹏, 白真权
(1.中国石油塔里木油田公司 油气工程研究院, 库尔勒 841000;2.中国石油集团石油管工程技术研究院 石油管材及装备材料服役行为与结构安全国家重点实验室, 西安 710077;3.中国石油塔里木油田公司 设备物资处, 库尔勒 841000;4.中国石油塔里木油田公司 地面工程处, 库尔勒 841000)
2205双相不锈钢是超低碳的中合金奥氏体-铁素体不锈钢,属于第二代双相不锈钢,其显微组织是由各占50%体积分数的铁素体和奥氏体两相组成,兼有铁素体不锈钢和奥氏体不锈钢的优点,具有较高的强度、良好的韧性、优良的焊接性能和耐腐蚀性能,已广泛应用于化工、石油天然气和化肥生产等领域[1]。
焊接作为2205双相不锈钢管的主要连接方式,焊缝性能的优劣将直接影响管线的服役安全。焊接过程固有的非平衡短时局部冶金使焊缝的组织和性能比母材更差[2-3]。研究表明[4],合金元素、焊接工艺参数和固溶处理是影响焊缝组织和性能的主要因素。李为卫等[2]研究了线能量对2205双相不锈钢焊接接头耐腐蚀性和韧性的影响;石巨岩等[3]研究了固溶处理温度对2205双相不锈钢焊缝组织与韧性的影响。通过优化焊接工艺参数和焊后固溶处理,2205双相不锈钢环焊缝的力学性能已达到甚至高于母材的力学性能,但其耐腐蚀性仍较母材更差。仅通过优化焊接工艺参数和焊后固溶处理难以进一步提高焊缝的耐腐蚀性,因此改变合金元素含量成为了提高焊缝耐腐蚀性的必然选择。
笔者通过选择合金元素含量更高的ER2594焊丝进行焊接试验,并与ER2209焊丝进行对比,研究了焊接接头化学成分、显微组织、力学性能和耐腐蚀性能的变化,以解决焊缝耐腐蚀性较差的问题。
1 试验材料和方法
1.1 试验材料
试验管材为2205双相不锈钢管,规格为φ114 mm×5 mm(外径×壁厚),其力学性能如表1所示,显微组织为α(铁素体)+γ(奥氏体),α相体积分数约为50%,无析出相。试验所用焊材分别为ER2209焊丝(直径为2.4 mm)和ER2594焊丝(直径为1.6 mm),其化学成分如表2所示,符合AWS A5.9—2017WeldingConsumables-WireElectrodes,StripElectrodes,Wires,andRodsforArcWeldingofStainlesandHeatResistingSteels-Classification的要求。
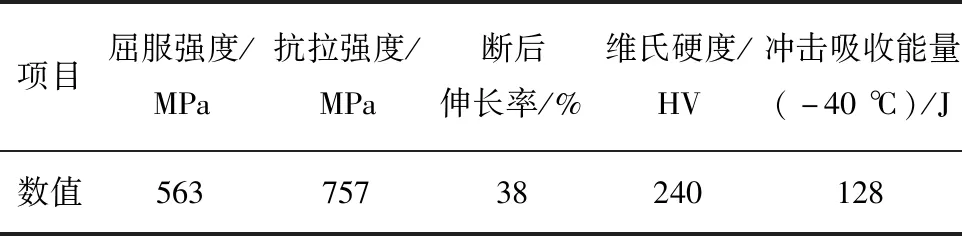
表1 2205双相不锈钢管母材力学性能

表2 试验焊材化学成分 %
1.2 焊接工艺
焊接采用钨极惰性气体保护焊(GTAW)工艺,其中全程选择ER2209焊丝的焊接接头编号为1号,根焊选择ER2594焊丝、热焊和盖面焊选择ER2209焊丝的焊接接头编号为2号,具体焊接工艺参数如表3所示。两组焊接接头均采用V形坡口,钝边长为1 mm,双边坡口角度为60°,根部装配间隙为3 mm,错边量不超过0.5 mm,全程采用99.99%氩气保护。

表3 焊接工艺参数
1.3 试验方法
采用OLS 4100型激光共聚焦显微镜对焊接接头的显微组织、α相含量和析出相进行检测;采用TESCAN VEGA型扫描电子显微镜(SEM)及其自带的INCA-350型X射线能谱分析仪(EDS)对焊接接头化学成分进行分析;采用UTM5305型材料试验机进行刻槽锤断试验,试样长为230 mm、宽为25 mm,保留原始焊缝余高,用钢锯在试样两侧焊缝端面的中心锯槽,槽深为3 mm;采用WZW-1000型弯曲试验机进行背弯试验,试样长为230 mm、宽为25 mm,去除焊缝余高;采用KB30BVZ-FA型维氏硬度计进行维氏硬度(HV10)测试;根据ASTM A923-2014StandardTestMethodsforDetectingDetrimentalIntermetallicPhaseinDuplexAustenitic/FerriticStainlessSteels中的方法C对焊接接头进行6%(质量分数,下同)的FeCl3点蚀试验,试验温度为(22±1) ℃,试验周期为24 h;根据ASTM G36—2013StandardPracticeforEvaluatingStress-Corrosion-CrackingResistanceofMetalsandAlloysinaBoilingMagnesiumChlorideSolution,采用四点弯曲法对焊接接头进行25%沸腾MgCl2应力腐蚀开裂试验,拉应力为标准规定最低屈服强度的50%,试验周期为96 h;采用KITE-R型扫描电化学工作站对焊接接头的根焊进行扫描振动电极技术(SVET)测量,试验溶液为3.5%NaCl,针尖为10 μm的Pt/Ir探针电极,位于试样上方100 μm处,沿垂直于试样表面二维运动,电极振动频率为70 Hz,测量间隙为10 ms。
2 试验结果与分析
2.1 化学成分及显微组织形貌
1号和2号试样焊接接头根焊纵截面的EDS分析区域如图1所示,其分析结果如表4所示。从表4可知:与1号试样根焊相比,2号试样根焊的铬含量提高约10%,根焊热影响区的铬含量提高约6%,根焊钼含量提高约71%,镍含量未见明显变化。图2和图3分别为1号和2号试样不同区域的显微组织形貌,金相检验结果如表5所示。从表5可知:与11号试样根焊及其热影响区(熔合线至0.2 mm内)相比,2号试样根焊及其热影响区(熔合线至0.2 mm内)γ相含量增多,γ相分布更均匀,析出更充分;但与母材相比,2号试样根焊和热影响区的γ相含量仍然偏低、组织偏大且分布较为不均。

图1 两组试样焊接接头根焊纵截面的EDS分析区域

表4 化学成分分析结果 %

图2 1号试样不同区域的显微组织形貌

图3 2号试样不同区域的显微组织形貌

表5 两组试样的金相检验结果
2.2 力学性能
1号和2号试样的力学性能测试结果如表6所示。从表6可知:刻槽锤断试验后断口未见超标缺陷,背弯试验后未出现裂纹,维氏硬度均低于300 HV,接近母材硬度,但2号试样较1号试样根焊硬度略高(见图4),这是因为2号试样合金元素的质量分数更高。

表6 两组试样的力学性能测试结果 HV
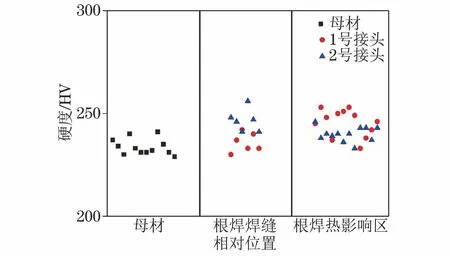
图4 两组试样焊接接头根焊不同区域的硬度分布
2.3 耐腐蚀性能
从1号和2号试样焊接接头根焊处取样,分别进行25%沸腾MgCl2应力腐蚀开裂和6%FeCl3点蚀试验,结果见表7。从表7可知:与1号试样相比,2号试样的耐应力腐蚀开裂性能未见差异,试验后两组试样均未断裂;点蚀试验后放大20倍观察两组试样仍无点蚀(见图5),但2号试样的腐蚀速率较1号试样显著降低,降幅约为95%(见图6)。利用SVET(扫描振动电极测试)分别沿1号和2号试样焊接接头根焊进行纵向扫描,试验结果分别如图7,8所示,其中:X轴表示焊接接头纵向,0代表熔合线,负值表示向焊缝方向扫描,正值表示向母材方向扫描;Y轴表示焊接接头横向,0代表根焊中部,负值表示向内壁侧扫描,正值表示向外壁侧扫描,振动范围不超出根焊;Z轴表示腐蚀电流,正值表示阳极电流,负值表示阴极电流。从图7,8可知,1号试样从2 h开始,其热影响区腐蚀电流显著增大,到10 h后焊缝和母材腐蚀电流逐步提高,这说明热影响区首先发生腐蚀,然后焊缝和母材逐步发生腐蚀;而2号试样从6 h开始,其热影响区腐蚀电流显著增大,到12 h后母材腐蚀电流显著增大,而焊缝腐蚀电流仍较低,这说明热影响区首先发生腐蚀,随后母材和焊缝依次发生腐蚀。与1号试样对比可见,2号试样根焊和热影响区的耐腐蚀性明显提高,特别是根焊的耐腐蚀性已超过母材。
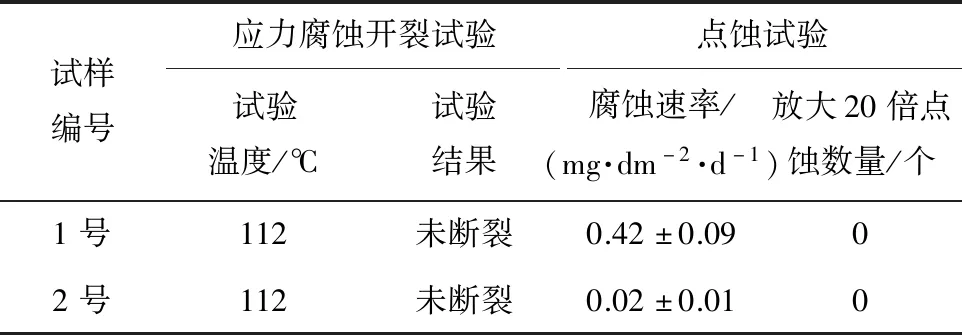
表7 两组试样的腐蚀试验结果

图5 两组试样焊接接头根焊点蚀试验后宏观形貌

图6 两组试样焊接接头根焊腐蚀速率
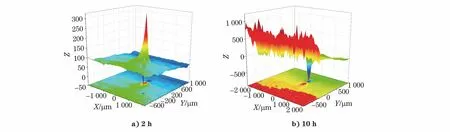
图7 1号试样焊接接头根焊不同时间的SVET图

图8 2号试样焊接接头根焊不同时间的SVET图
2.4 综合分析
从试验结果分析可知,与全程采用ER2209焊丝进行焊接相比,采用ER2594焊丝(根焊)+ER2209焊丝(热焊和盖面焊)进行组合焊得到焊接接头的根焊及热影响区的化学成分和显微组织有明显变化,铬含量提高6%~10%,γ相含量增多、两相组织分布更均匀;力学性能未见明显差异,刻槽锤断、背弯和硬度试验结果无异常;其根焊及其热影响区的耐应力腐蚀开裂性能良好,腐蚀速率降低约95%,耐腐蚀能力极佳,且焊缝较母材的耐腐蚀性更优。
2205双相不锈钢优良的力学性能和耐腐蚀性能是由其特殊的相结构和相比例决定的[5]。焊接是一个短时复杂的冶金过程,其对2205双相不锈钢焊缝的组织和性能转变的影响也十分复杂。从合金元素的角度分析,铬当量(wCreq)和镍当量(wNieq)表征了铁素体和奥氏体结构的稳定性,两者的计算方法分别如式(1)和式(2)所示[5]
wCreq=wCr+wMo+0.7wNb
(1)
wNieq=wNi+35wC+20wN+0.25wCu
(2)
研究表明[5],wCreq/wNieq的比值越低,则α相越少,γ相越多。ER2209和ER2594焊丝的wCreq/wNieq比值分别为1.90和1.93。由此可见,ER2594焊丝的wCreq/wNieq比值更高。此外,从两种焊丝的化学成分对比可知,除合金元素有明显差异外,ER2594焊丝的氮元素含量更高。氮元素可以显著促进γ相的形成,对改善不锈钢的力学性能和耐腐蚀性非常有效,并改善两相中铬、镍、钼元素的分布。因此,在这两方面的共同作用下,氮元素的强化作用更加突出,使得ER2594根焊的γ相含量更多、分布更加均匀,因此ER2594焊接接头也获得了良好的力学性能,力学性能试验结果也证明了这一点。
双相比及合金元素含量是影响双相不锈钢耐腐蚀性的关键因素,在双相比接近的情况下,合金元素的含量决定了其耐腐蚀性。铬元素能促进双相不锈钢发生钝化,保持钝化膜稳定,增强钝化膜修复能力。ER2594根焊及其热影响区因具有接近50%的α相含量及较母材更高的铬含量,所以根焊较母材耐腐蚀性更优,这有效地解决了焊缝耐腐蚀性较母材差的问题。
3 结论及建议
与全程采用ER2209焊丝所得的焊接接头相比,根焊采用ER2594焊丝所得的焊接接头,根焊及其热影响区铬含量提高了6%~10%,γ相含量增多、两相组织分布更均匀,力学性能和耐应力腐蚀性能良好,腐蚀速率降低约95%,耐腐蚀性极佳。ER2594根焊及其热影响区具有接近50%的α相含量及较母材更高的铬含量,因此ER2594根焊较母材的耐腐蚀性更优。
2205双相不锈钢管焊接采用ER2594焊丝进行根焊,可有效地解决焊缝耐腐蚀性较母材差的问题。