废旧磷酸铁锂电池中铁、磷浸出过程的优化
2022-08-03马玉华龚波林
马玉华,龚波林
(1. 宁夏工商职业技术学院 信息技术学院,宁夏 银川 750021;2. 北方民族大学 化学与化学工程学院,宁夏 银川 750030)
磷酸铁锂电池是指用磷酸铁锂(LFP)作为正极材料的锂离子电池,具有安全性好、寿命长、价格低等优势,在纯电动客车动力电池领域应用广泛[1-3]。随着LFP电池的大规模应用,废旧LFP电池中有价元素的回收成为一个亟待解决的环境问题[4-5]。随意丢弃的废旧LFP电池,不仅会污染土壤和地下水,而且易引起火灾和爆炸[6]。
湿法冶金法是废旧LFP电池回收的常用方法,通过浸出—沉淀工艺回收LFP电池正极材料中的元素,具有反应条件温和、元素回收率高的特点[7-9]。ZHANG等[10]用过硫酸钠为氧化剂进行了LFP的浸出实验,研究了不同因素对锂浸出率的影响,室温下锂的浸出率可达99%。LI等[11]采用过氧化氢进行了LFP的浸出,锂元素浸出率高达99.35%,而铁元素浸出率只有3.86%。FAN等[12]利用草酸浸出回收LFP中的有价元素,研究了LFP与草酸的质量比、球磨时间、转速、球料比、浸出时间等因素对锂和铁元素浸出率的影响,在最优实验条件下锂元素浸出率达99%,铁元素为94%。从已有的研究可以看出,研究者在进行废旧LFP电池正极材料的回收时,以锂和铁元素的回收居多,鲜有针对铁和磷元素同时回收的报道。
本工作采用硫酸和H2O2溶液浸出废旧LFP电池正极材料中的铁和磷,基于全析因模型,研究了不同因素对元素浸出率的影响,确定了影响该过程最显著的主效应和交互效应,得出了最优的回收条件。
1 实验部分
1.1 试剂和材料
废旧LFP电池由广州安拜金属材料有限公司提供;氯化钠、氢氧化钠、硫酸、质量分数30%的H2O2溶液、铁粉均为分析纯。
1.2 回收方法
将废旧LFP电池放入含有铁粉(10%质量分数)的5%质量分数的氯化钠水溶液中彻底放电(12 h),过滤后手工剥离出正极材料,置于烧杯中,加入氢氧化钠水溶液溶解正极集流体(铝箔),经过滤、洗涤、干燥后得到废旧LFP电池正极材料粉末。将该粉末置于马弗炉中于600 ℃煅烧3 h,除去黏结剂、导电剂等物质。
将煅烧后的粉末放入烧杯中,水浴中控制温度,加入一定量的硫酸和H2O2溶液浸出铁和磷元素。过滤,取上清液,经稀释、容量瓶定容后用电感耦合等离子体原子发射光谱仪(珀金埃尔默公司Optima 5300 DV型)测定其中铁和磷元素的含量,分别计算其浸出率。
1.3 全析因模型设计
全析因设计是实验设计的一种,作为一种多因素的交叉分组设计,以两个或两个以上的多因素为研究对象,可以研究影响实验结果的各因素的主效应和交互效应,以完全随机化、随机区组化和拉丁方设计为基础。与其他实验设计方法相比,全析因设计的最大优点是可以获得更多的实验相关信息,如定量分析各因素的重要程度、各因素之间是否存在交互效应、通过比较各种组合找出性能最佳的因素集合等。
本实验采用全析因模型对铁、磷元素浸出过程进行研究,选择硫酸浓度、浸出时间、浸出温度、固液比、硫酸与H2O2溶液的体积比(以下简称体积比)为因素,每个因素取2水平,中心点重复3次,其设计如表1所示。

表1 铁、磷元素浸出过程的全析因设计
2 结果与讨论
2.1 全析因模型方差分析
铁、磷元素浸出过程的全析因实验结果如表2所示。对表2所示的实验结果进行方差分析,结果如表3和表4所示。
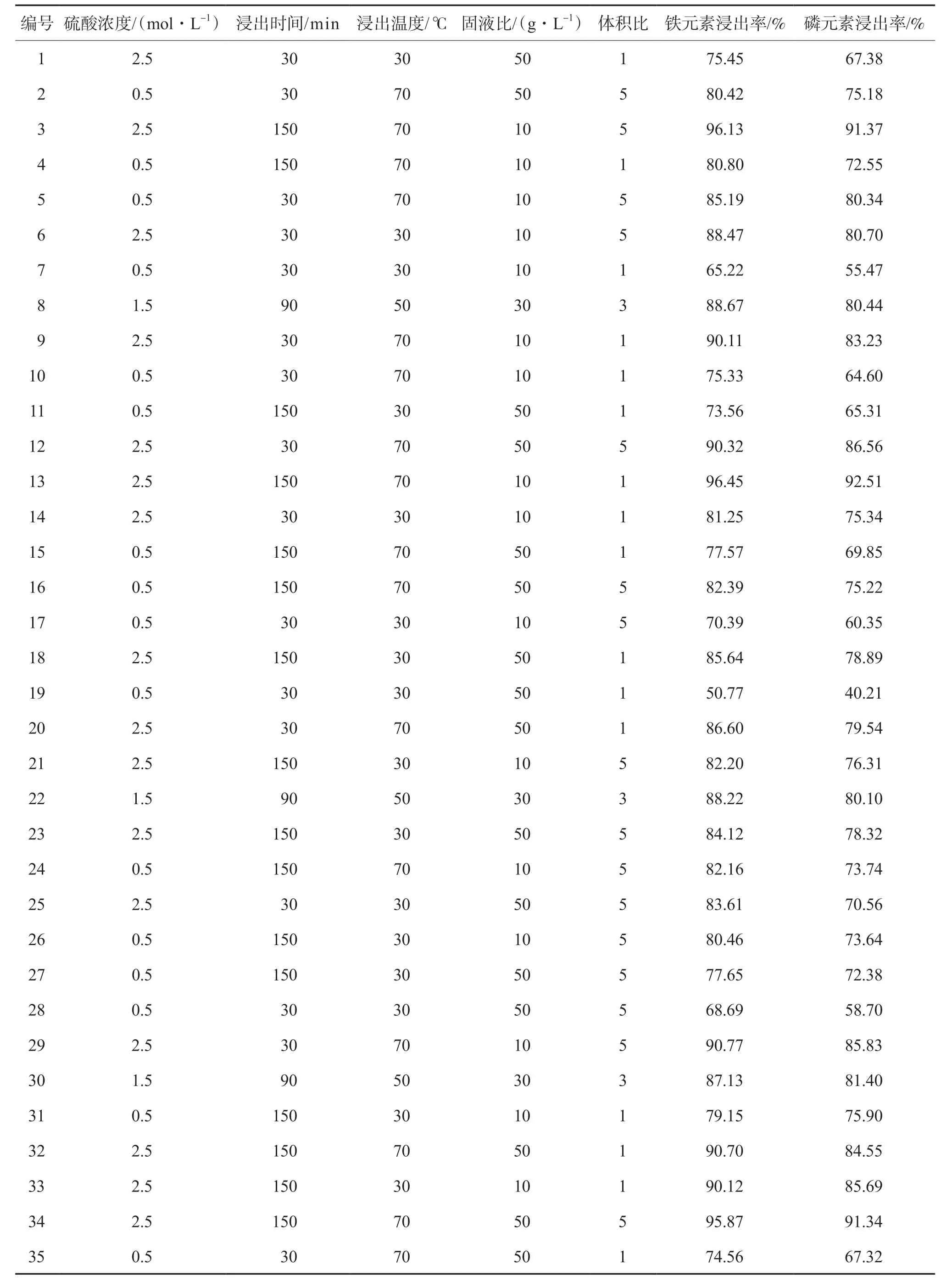
表2 铁、磷元素浸出过程的全析因实验结果
从表3铁元素浸出率的方差分析结果可以看出,整个模型的F值大于1,且P值小于0.05,表明全析因设计可靠。模型失拟项的F值大于1,同时P值大于0.05,表明可以排除失拟的原假设,相对于实验误差而言失拟不显著。修正R2和R2接近于1,且两者差值为0.007 1,小于0.2,表明模型可靠。
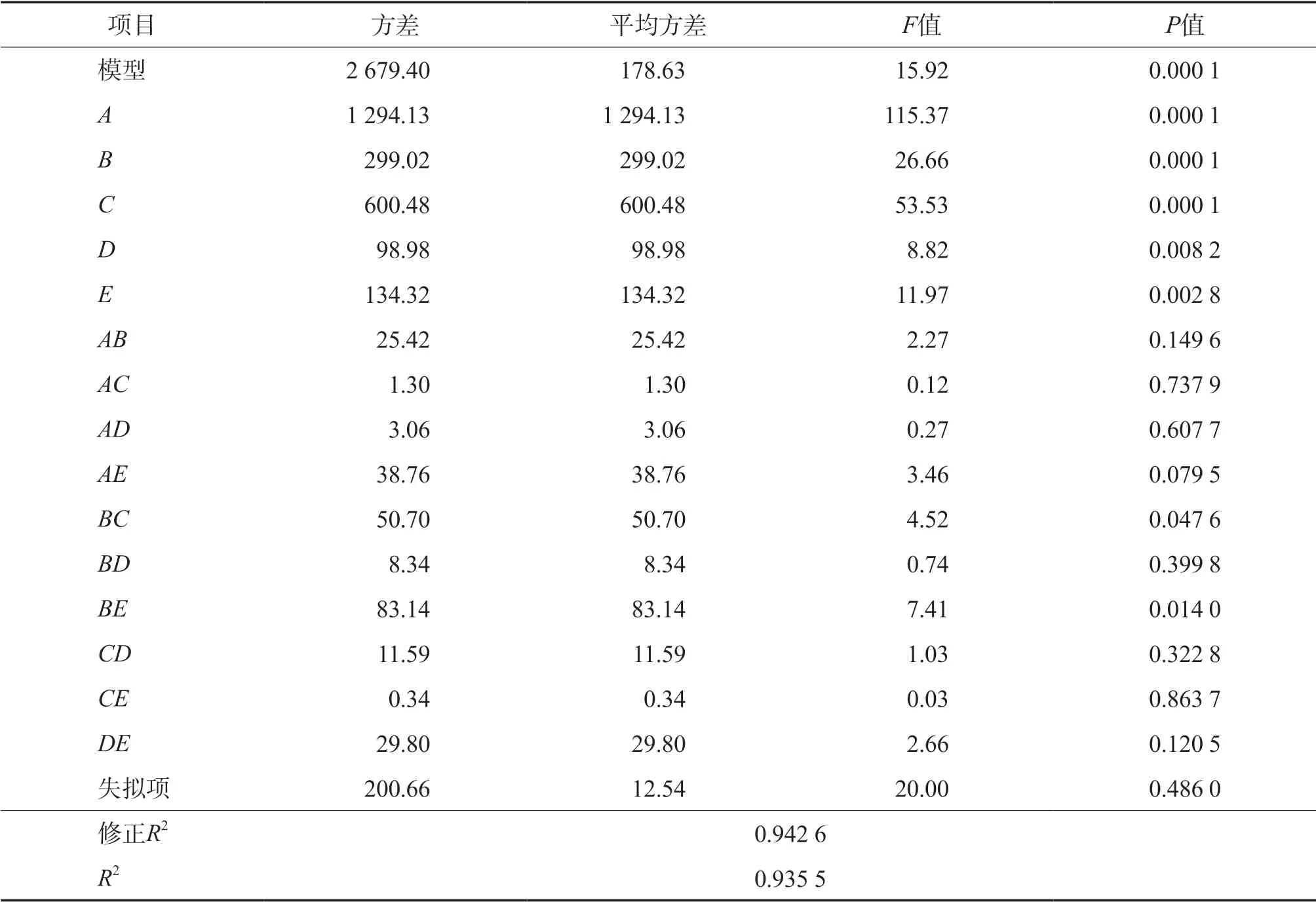
表3 铁元素浸出率的方差分析结果
从表4磷元素浸出率的方差分析结果也可以看出,模型的F值同样大于1且P值小于0.05,模型失拟项的F值大于1同时P值大于0.05,表明全析因设计非常可靠。修正R2和R2接近于1,两者差值为0.008 4,小于0.2,表明模型可靠。

表4 磷元素浸出率的方差分析结果
2.2 全析因模型残差分析
在对铁、磷元素浸出率进行方差分析的基础上,通过残差分析进一步对模型可靠性进行判断。分析结果表明,元素浸出率内部学生化残差在0点水平位置±3范围内随机波动(残差较小),残差变化具有独立性,没有奇异点存在,且残差分布符合正态分布特征。因此,可根据该模型来判断元素浸出率的主要影响因素。
2.3 显著影响因素判断
从表3铁元素浸出率的方差分析结果可以看出:5个因素的F值分别为115.37、26.66、53.53、8.82和11.97,均大于1,同时这些因素的P值均小于0.05,表明它们是对铁元素浸出率影响显著的因素;在10个二阶交互效应中,BC和BE的交互效应满足F值大于1且P值小于0.05的判定标准,表明它们是对铁元素浸出率影响显著的交互效应。与铁元素浸出率的方差分析类似,从表4可以看出,5个因素均对磷元素浸出率影响显著,同时BC和BE为影响显著的交互效应。
铁、磷元素浸出过程中5个因素和10个二阶交互效应对元素浸出率影响的半正态分布曲线和Pareto图分别见图1和图2。图1中,在考察的5个因素和10个二阶交互效应中,偏离直线、位于直线右侧上方的因素和交互效应对铁、磷元素浸出率有显著影响,因此硫酸浓度、浸出时间、浸出温度、体积比的影响较显著,固液比的影响不如上述4个因素。在方差分析中,固液比的F值在5个因素中最小,故在半正态分布曲线中与其他因素相比不太显著。在交互效应中,结合方差分析结果,可知BC和BE的影响较显著。在各主因素和交互效应中,除固液比外各因素对铁、磷元素浸出率的影响均为正相关,两个交互效应均为负相关。
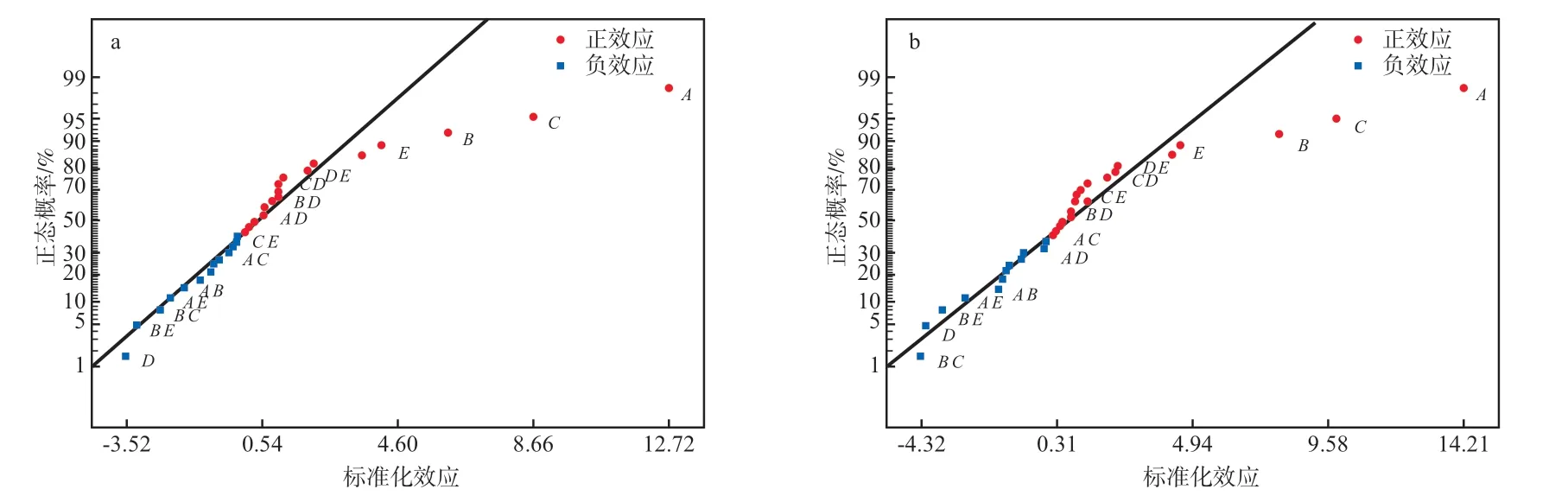
图1 各因素和二阶交互效应对铁(a)、磷(b)元素浸出率影响的半正态分布曲线

图2 各因素和二阶交互效应对铁(a)、磷(b)元素浸出率影响的Pareto图
对铁、磷元素浸出率而言,其余位于直线上的因素和交互效应的Shapiro-Wilk假设检验的P值(综合值)分别为0.736和0.694,均大于0.1,表明这些因素和效应对铁、磷元素浸出率的影响不显著,与实验噪声的影响相当,可不予考虑。
从图2可以看出,5个因素和10个二阶交互效应中,位于t值线之上的5个因素对铁、磷元素浸出率的影响显著,各交互效应中BC和BE的影响显著,这与方差分析和半正态分布曲线的结果一致。值得注意的是,在铁元素浸出率的Pareto图中,BC交互效应位于t值线上,表明该交互效应介于显著与不显著之间,但结合方差和半正态分布曲线结果,应将其考虑在内。
综上,影响铁、磷元素浸出率的5个因素和10个二阶交互效应中,从方差分析、半正态分布曲线和Pareto图的研究可知,5个因素均为对铁、磷元素浸出率影响显著的因素,BC和BE为影响显著的交互效应。
2.4 浸出过程全析因模型
基于上述研究结果,采用显著因素的一次项和显著交互效应的二次项就可以很好地描述铁、磷元素浸出率(X,Y)与各因素间的数学关系,通过全析因软件可得如下关系式。。

图3和图4分别为BC(其他因素为硫酸浓度1.50 mol/L、固液比30.0 g/L、体积比3.0)和BE(其他因素为硫酸浓度1.50 mol/L、浸出温度50.0 ℃、固液比30.0 g/L)交互效应对铁、磷元素浸出率的影响。从图中可以看出,当浸出时间选择高水平时,随着浸出温度的升高,铁、磷元素的浸出率提高;当体积比选择低水平时,随着浸出时间的增加,铁和磷元素浸出率也随之提高。

图3 BC(a)和BE(b)交互效应对铁元素浸出率的影响
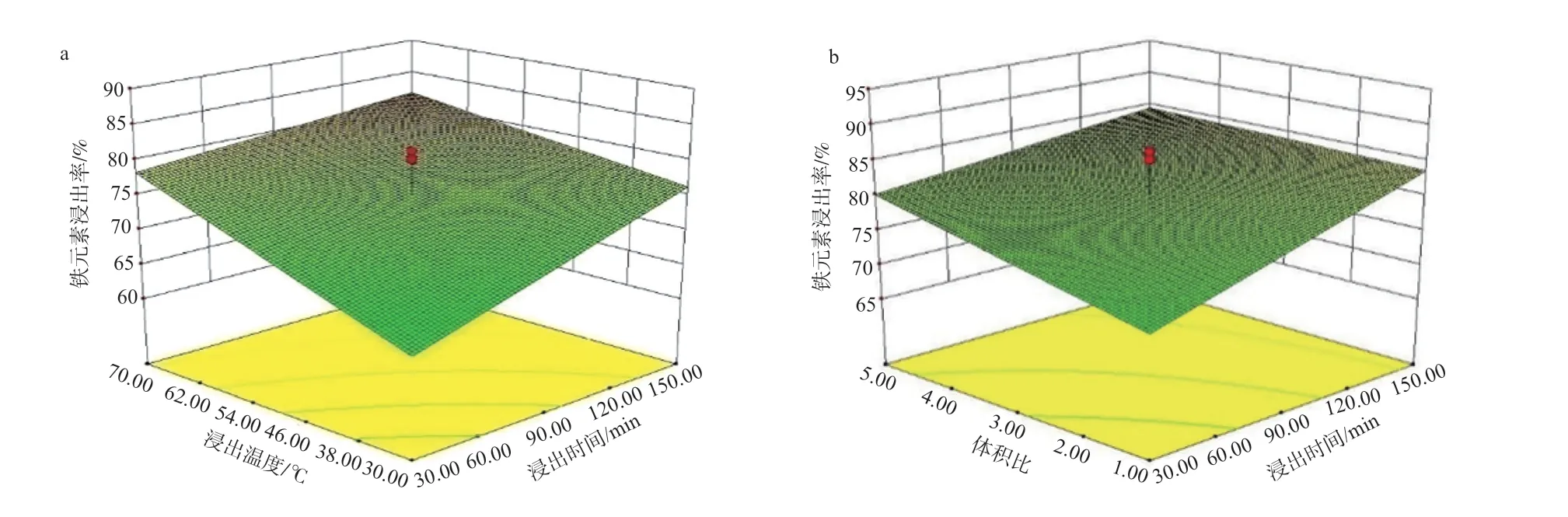
图4 BC(a)和BE(b)交互效应对磷元素浸出率的影响
2.5 实验验证
通过全析因软件对式(1)和式(2)进行优化,得到铁、磷元素浸出率最高时各因素的最优值:硫酸浓度2.47 mol/L,浸出时间149.7 min,浸出温度69.1 ℃、固液比10.0 g/L、体积比1.0。该条件下的铁、磷元素浸出率分别为95.55%和90.32%。
在最优条件下进行了3次平行实验进行验证,见表5。结果表明,铁、磷元素浸出率的平均值分别为94.71%和90.06%,实验与计算结果十分吻合。
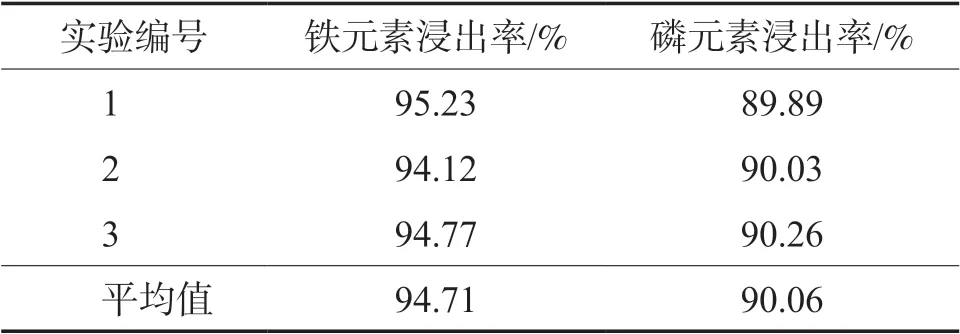
表5 验证实验的铁、磷元素浸出率
3 结论
a)基于全析因模型,对废旧LFP电池正极材料中铁、磷元素的回收过程进行了研究。浸出率方差分析结果表明,该模型设计可靠,且浸出率内学生化残差符合独立性和正态分布特征。
b)硫酸浓度、浸出时间、浸出温度、固液比和体积比为对铁、磷元素浸出率影响显著的因素,浸出时间与浸出温度以及浸出时间与体积比为影响显著的交互效应。基于全析因分析结果,得到了铁、磷元素浸出率与各因素之间的数学关系式。
c)在硫酸浓度2.47 mol/L、浸出时间149.7 min、浸出温度69.1 ℃、固液比10.0 g/L、体积比1.0的最优条件下,由模型计算得到的铁、磷元素浸出率最高,达到95.55%和90.32%,与验证实验结果94.71%和90.06%十分吻合。