某柴油发动机增压器回油管开裂失效分析及改进措施
2022-08-02唐行辉张学超澹台金耒张雅静
0 引言
某柴油发动机增压器回油管波纹段材料为06Cr19Ni10奥氏体不锈钢
,根据市场上的反馈,在使用过程中,螺旋波的波谷内多次发生断裂,且断裂部位多数位于螺旋波两端第1~4个波谷内。产品在台架试验过程中也多次出现相同情况,因此证明此类故障并非偶然发生。为确定故障件的失效模式和失效原因,对故障件拆检分析。
1 工作原理
1.1 增压器回油管工作原理与需求
为了满足增压器安全可靠的运行要求,一般柴油机增压器中间体均采用机油冷却润滑的方式。增压器中间体会设置进回油通道,而增压器回油管可以将涡轮增压器中间体流出的机油在无外力作用下,引导回流至油底壳。增压器回油管在发动机中的位置,如图 1所示。
受到发动机工作过程中增压器振动的作用,以及装配累积公差的影响,增压器回油管必须拥有一定的调节量对振动进行补偿,一般采用柔性连接结构来补偿增压器与机体之间振动差异,以及装配累积公差
。本文中研究的零部件采用螺旋波波纹结构作为柔性连接结构,利用管体的弹性变形来补偿振动位移与装配累积公差。
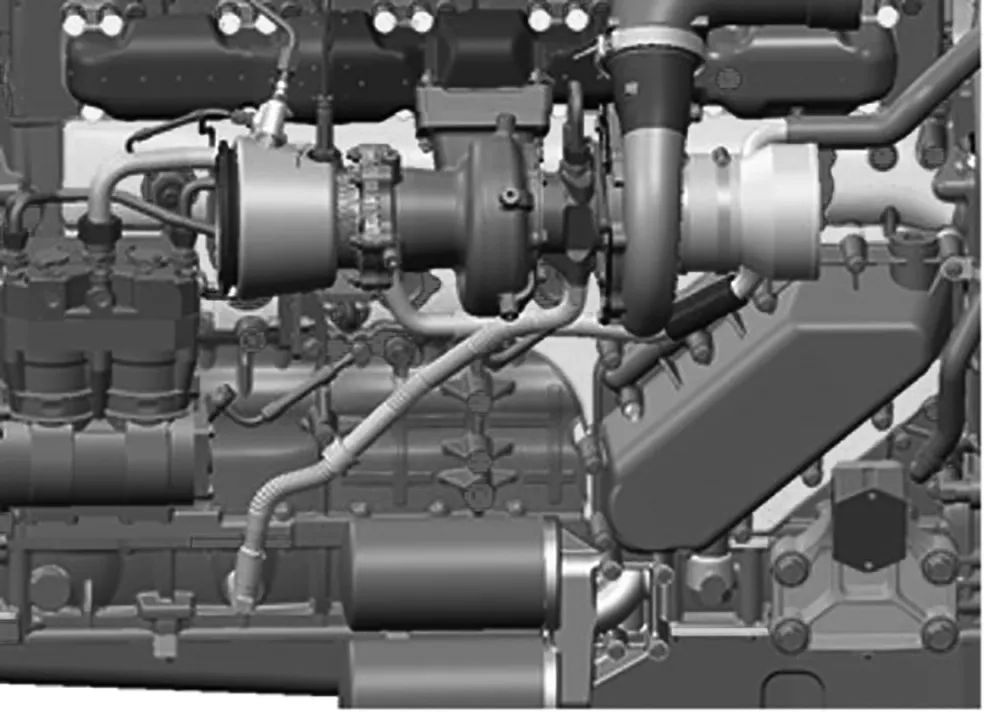
1.2 螺旋波工作原理与成形工艺
当螺旋波波纹管受到轴向、径向或弯曲作用时,螺旋波的波峰与波谷部分,首先发生弹性弯曲变形,吸收能量,以减少整个管体在法兰焊接处等容易产生应力集中区域所受到的应力,即将整个管体所受到的应力转移至螺旋波的波峰与波谷处
。螺旋波波纹管的结构如图2所示。
2)为提高系统分辨率,因而将检测温度分为不同的等级,考虑到系统交叉余量,因此将0℃至850℃划分为低温档,750℃至1 250℃划分为中温档,1 150℃至1 650℃划分为高温档;结合不同的温度范围设计不同的一级放大电路,从而提高系统分辨率。
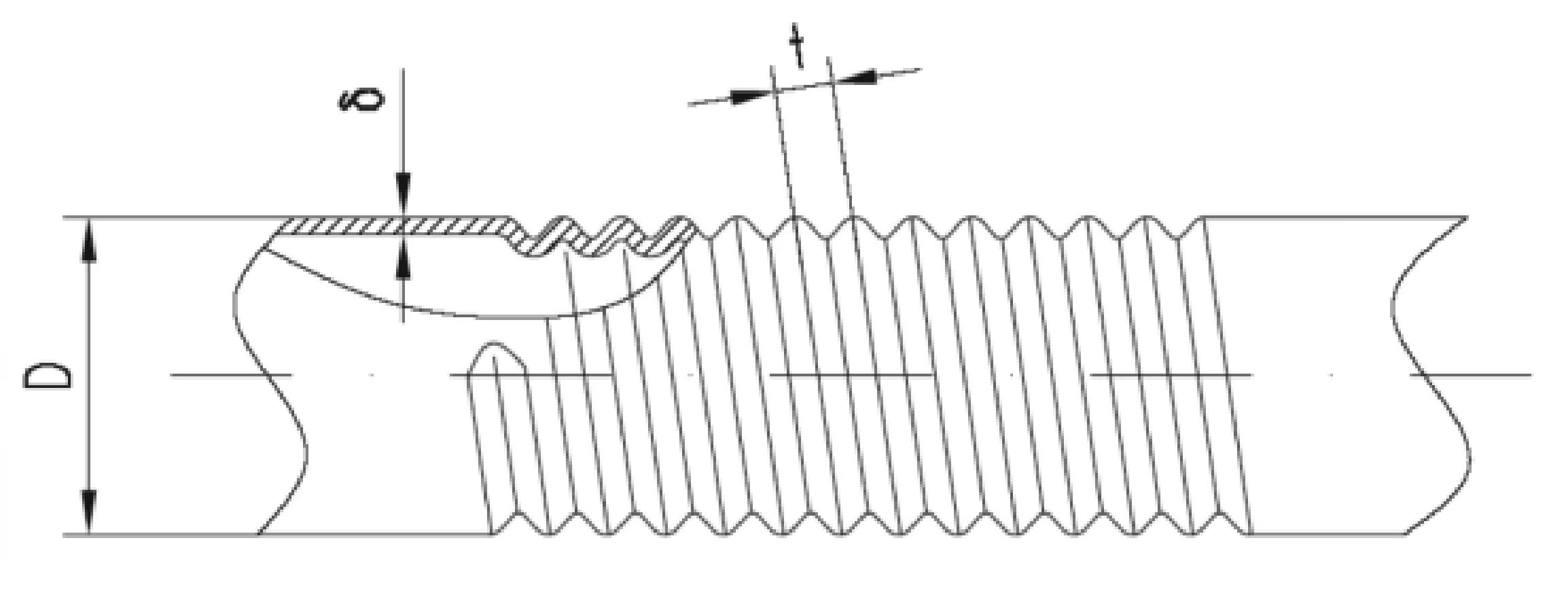
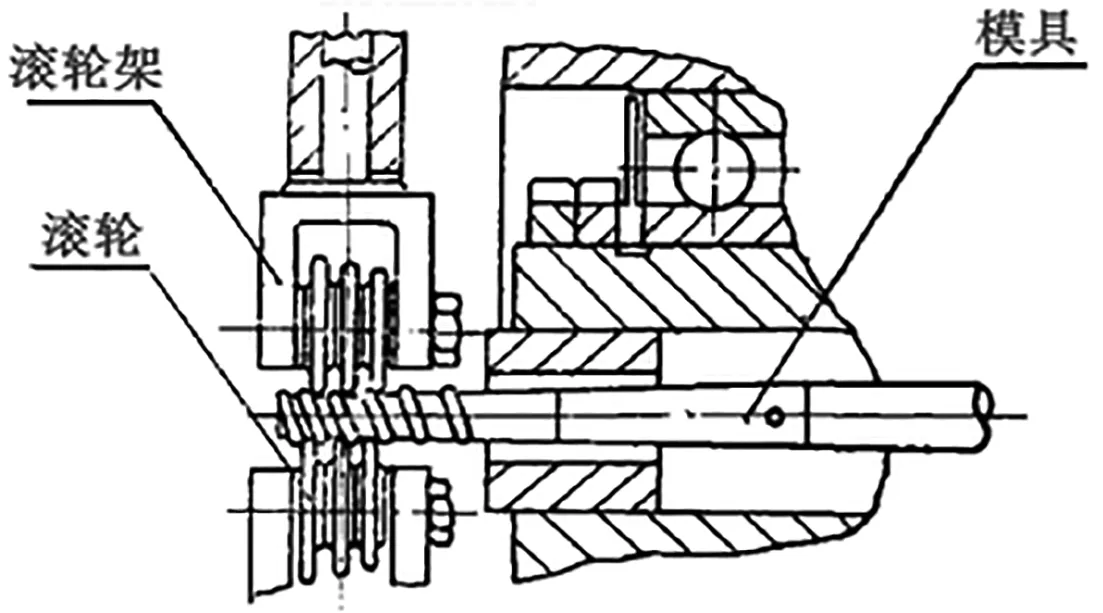
国内螺旋波波纹管主要通过辊压工艺成形,管胚进入旋转模具后,轴向和径向的管胚受到模具和滚轮的挤压产生塑性变形,产生如图3所示的螺旋波结构。不同于车削螺纹,螺旋波波纹管的辊压成形工艺是一种非切削加工,属于冷挤压范畴。这就使得螺旋波波谷的内表面,在成形过程中,受到压应力,而波谷的外表面,则受到拉应力,并最终以塑形变形的形式,存在于螺旋波的波纹中
。螺旋波波纹管成形原理如图3所示。
2 失效分析
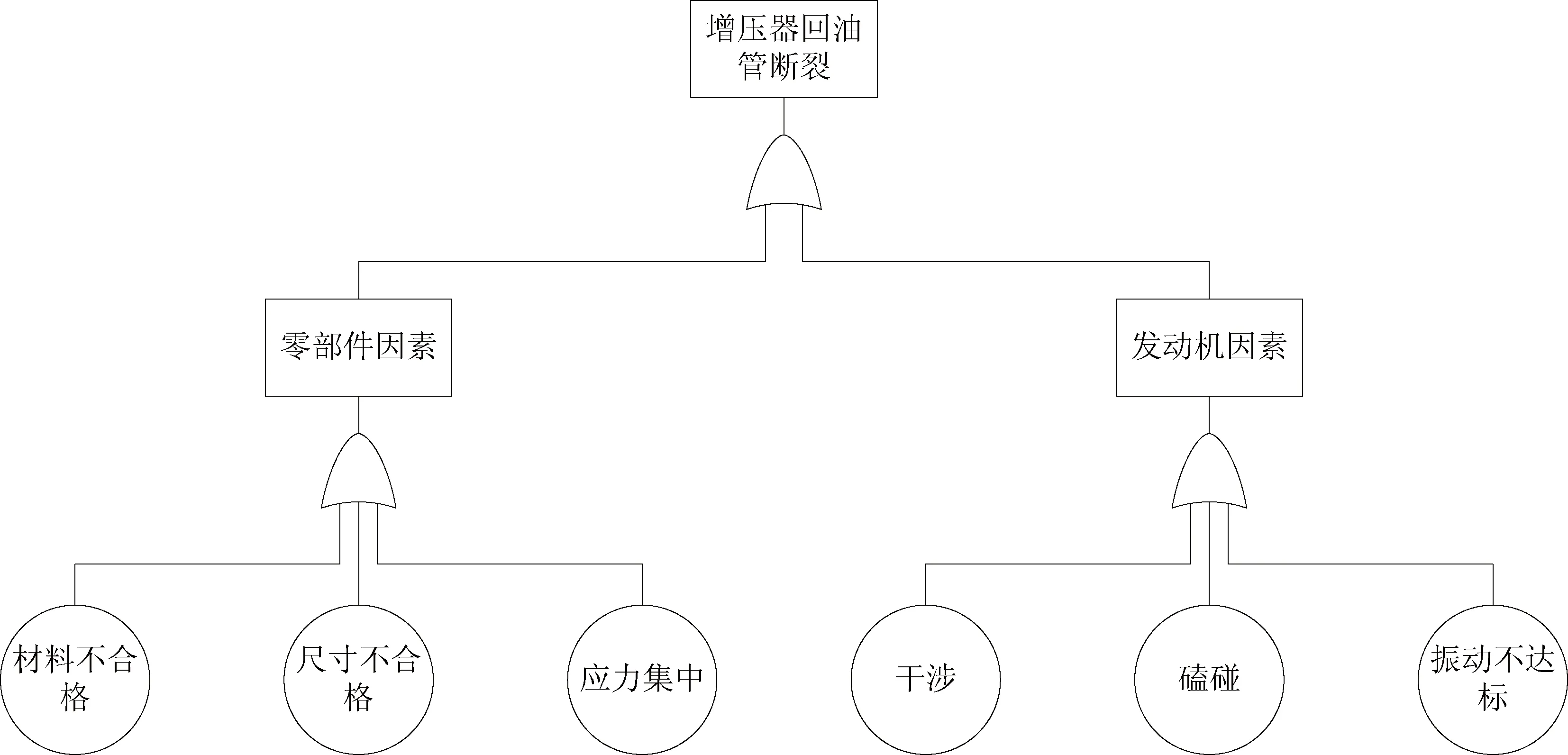
针对增压器回油管损坏问题,结合故障现象和以往该故障的失效分析经验,以增压器回油管波纹段裂纹为顶事件建立故障树对其进行失效分析,如图4所示,主要从零部件因素和发动机因素两个方面对失效件进行分析
。
2.1 零部件因素
零部件因素主要从材料成分及壁厚是否合格、是否存在应力集中两方面进行失效分析。
2.1.1 材料的化学成分及壁厚尺寸
增压器回油管波纹段材料为06Cr19Ni10-GB/T12771,为奥氏体不锈钢。对其材料成分C Si Mn P S Cr Ni等化学成分进行分析,结果如表1所示。从表1可以看出Cr和Ni的实测值分别为18.37和8.22,其成分均符合GB/T12771奥氏体不锈钢的国家标准规定,因此回油管波纹段的材料成分合格
。

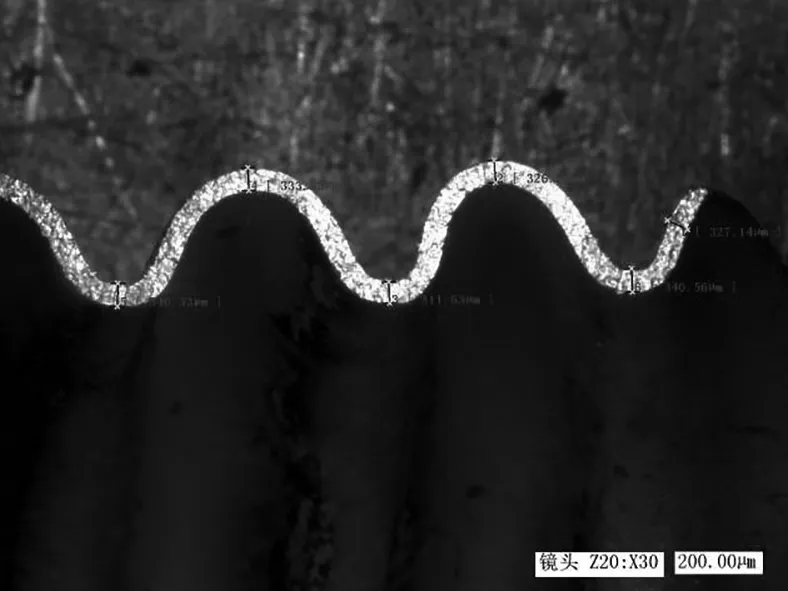
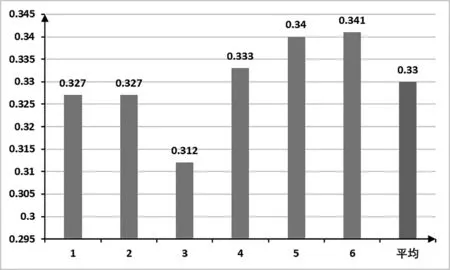
选取增压器回油管波纹段的六个不同部位分别进行壁厚测试分析,如图5所示。测得六个部位的壁厚如图6所示,平均壁厚0.33mm,且它们相互之间的壁厚相差甚小,符合现行国家标准要求(壁厚≤0.5mm时,允许偏差±0.1mm)
。
2.1.2 断口应力分析
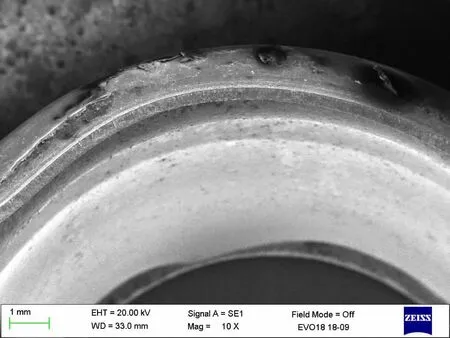
对增压器回油管断口进行分析,如图7所示为回油管断口的宏观形貌,可以看出断口位于回油管波纹段的波谷处,断口较平整且颜色偏暗,无明显金属光泽
。

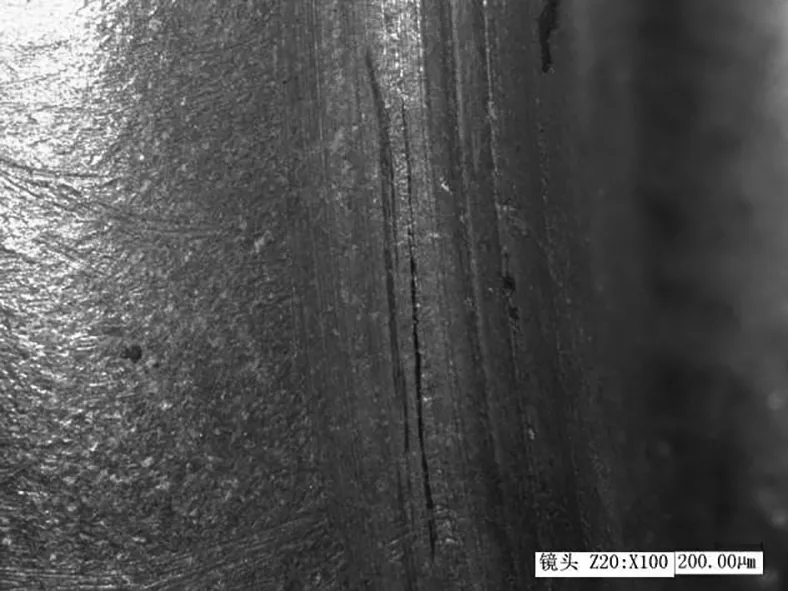
因螺旋波的管壁较薄,打开裂纹观察断口,肉眼几乎无法看清,在体视显微镜下低倍放大观察,可见断口较平整,断面上靠近外表面处存在台阶,如图9所示。同时在螺旋波波纹段的第3个波谷处,发现尚未扩展的裂纹,如图8所示。
发动机因素主要从回油管的振动情况、有无干涉以及磕碰伤等三方面分析失效原因。
由于增压器回油管裂纹处波纹与增压器压壳为刚性连接,振型相同,且增压器压壳是增压器回油管的振动源,故可以用增压器压壳的振动烈度代表增压器回油管裂纹处的振动烈度。实测增压器压壳振动烈度为51mm/s(Y向),为低振动烈度,因此实际符合振动要求。
2.2.3 量表的区分效度 研究发现,夜尿症患者的生活质量与起夜次数密切相关,即平均每晚排尿次数越多,患者的生活质量越差[10-11]。根据患者平均每晚起夜次数将其分为两组(2次和≥3次),经检验两组基线资料均衡可比,采用两独立样本t检验对两组N-QOL各维度及总量表得分进行比较,结果见表3。
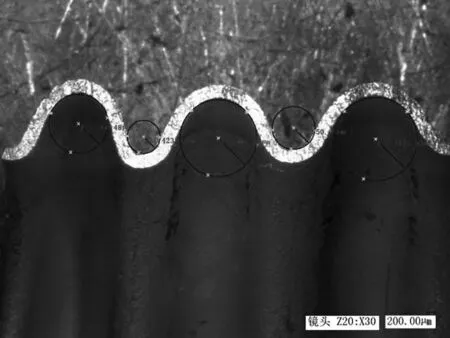
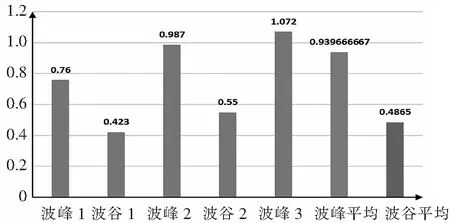
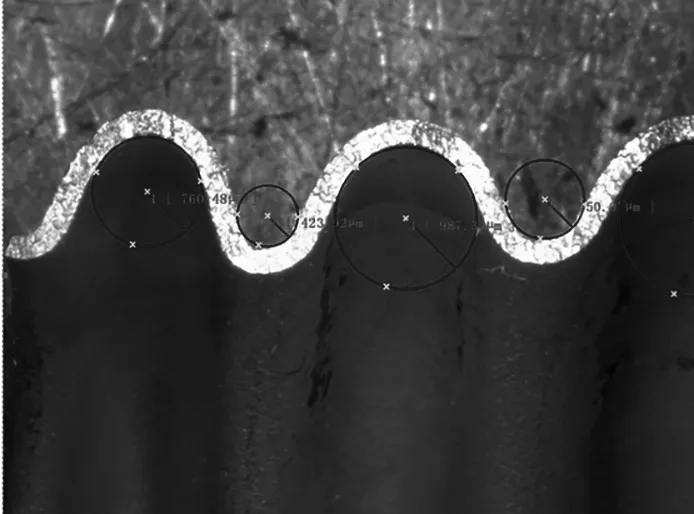
而在故障件断口附近,将故障件沿故障点螺旋波波纹做纵向剖切,折弯外侧的剖面如图11所示,折弯内侧的剖面如图12所示。对故障件断口附近的螺旋波曲率半径进行测量,结果如图13所示,最大曲率半径为1.08mm,最小曲率半径为0.42mm,波峰平均曲率半径为0.94mm,波谷平均曲率半径为0.49mm,因此螺旋波存在较大的应力集中问题。

2.2 发动机因素
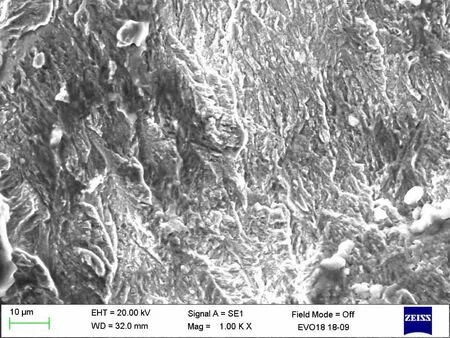
将失效件经超声波清洗后放入扫描电子显微镜下观察,可见断面有明显疲劳特征,且为单向弯曲疲劳断裂,裂纹由外侧向内侧扩展,如图9与图10所示。
2.2.1 振动评估
关于增压器回油管的振动问题,对其进行振动模态仿真,结果如图14所示,可见一阶模态为694.2Hz,二阶模态为859.7Hz,三阶模态为1528.0Hz,四阶模态为1687.7 Hz,五阶模态为1941.1 Hz,六阶模态为2028.7 Hz,发动机额定转速为2100rpm,振动评估结果与限值如表2所示,模态放行标准为126Hz,因此回油管的振动模态符合振动标准要求。


4.促进了企业管理制度的完善和深化。工程法律风险防范机制的建设,完善了项目管理流程和制度,规范了项目运营行为,加强了内部控制,支持了全面风险管理,促进了企业管理的规范化、制度化、体系化。通过实行工程项目重大决策法律论证制度、优化资源配置、组建工程项目联合体、建立风险信息沟通协调机制,对于提升企业特别是施工企业公司执行力,提高抗风险能力和国际竞争能力,具有导向性的作用.
增压器回油管共有三处固定点,分别为增压器中间体、下端管夹(固定于机体)、回油管接头(固定于机体加强板),振动输入均较小,增压器回油管有一定的振动,但振动的烈度不大,且无共振发生,无悬臂结构,根据增压器回油管的振动分析,是在可承受的范围内。
企业核心优势企业自评:排在前三位的核心优势依次是产品质量、技术和交货速度。尤其是“产品质量”被60%以上的企业视为自己的优势。
选取结构与尺寸相近的三种增压器回油管,在振动疲劳试验台上进行振动耐久可靠性试验,来比较不同类型波纹管振动耐久可靠性。
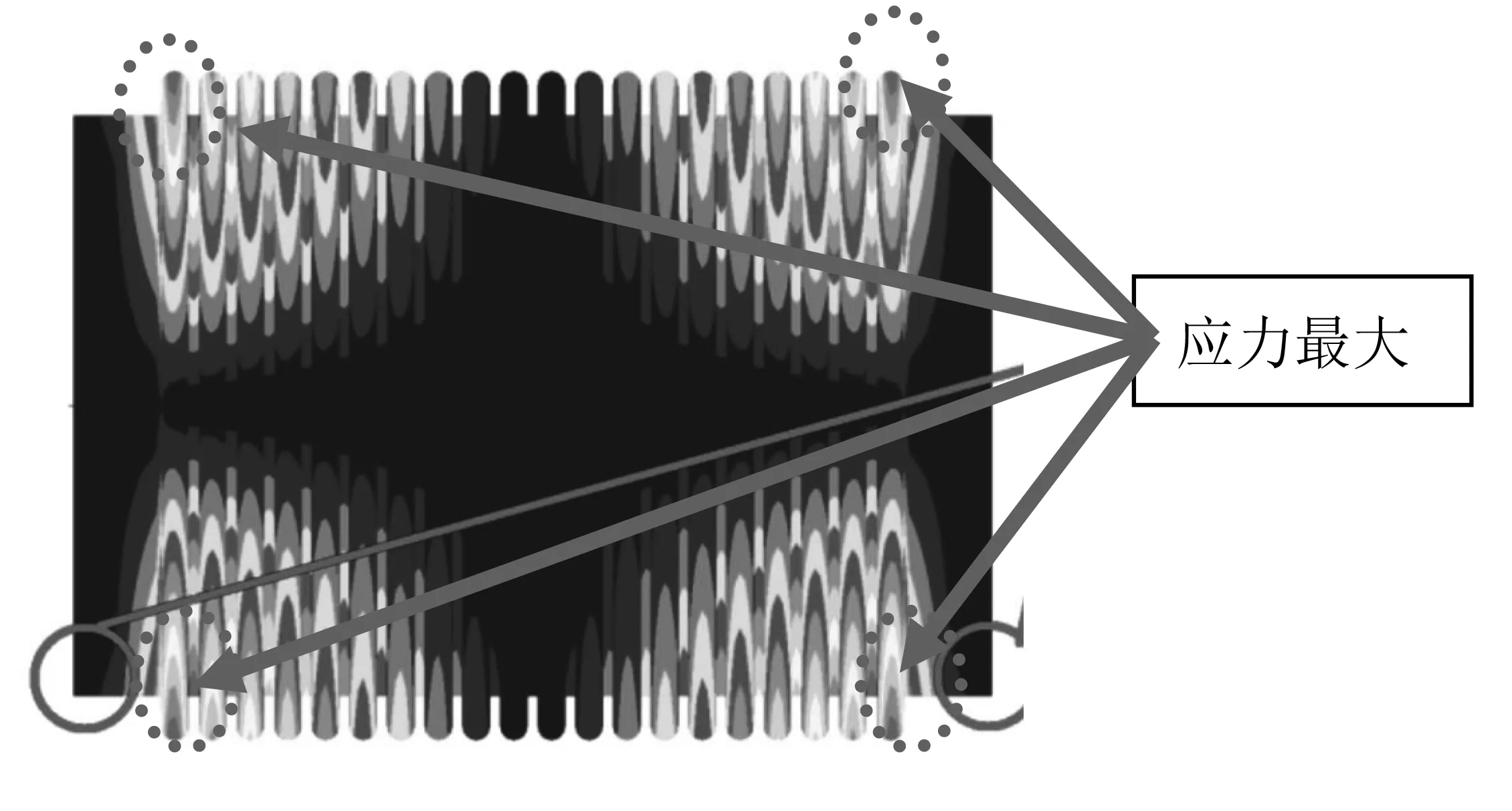
通过应力仿真分析发现,在工作过程中波纹的两端所受应力是最大的,也是最容易出现裂纹的地方
,如图15所示。
3 应力仿真分析
2.1 两组患者治疗前的一般资料比较 治疗结束时,托伐普坦组有30例患者托伐普坦服用剂量为15 mg,17例患者服用剂量为30 mg。结果(表1、表2)显示:两组患者年龄、性别、NYHA分级和抗心衰药物治疗等差异均无统计学意义。
对整机三维做进一步排查,如图1所示,增压器回油管与周围零部件距离较远。排查实际装机和整车,结果均无干涉问题, 增压器回油管的各个位置(包含裂纹处)均无磕碰伤。
国内螺旋波波纹管通过辊压工艺成形,最终形成的波纹,波谷处的曲率半径一般小于波峰处的曲率半径,且在最开始形成的几个波纹处,波谷与波峰处的曲率半径通常都较小,且随着波纹的形成,曲率半径逐渐增大。这就导致在螺旋波的前四个波谷处,容易产生应力集中的问题。
确定装置总功能为调节出风口风流状态,进行功能分解,可得功能元有:控制信号传递、驱动、口径调节、旋转角度、前后移动。对分功能(功能元)原理解,通过寻求功能元的物理效应、工作原理及功能载体,来进行功能元求解。功能元控制信号传递需要功能载体如PLC或者单片机;驱动考虑到物理效应中的液压效应及电力效应,可选电动机或者液压马达驱动;其余功能元综合考虑各功能元工作原理即机构传动原理的选择等进行求解。整体结构方案的形态学矩阵见表1,各功能元原理解利用形态学矩阵[18]和经验性评价法进行方案组合分析评价,确定智能调控装置整体结构的最佳方案。
与此同时,增压器的振动传递到增压器回油管处时,使得增压器回油管受到交变载荷,加速了增压器回油管在螺旋波起波处的疲劳损伤
。
预言书当然来自于先知或“先知性格”,但什么样的性格才是“先知性格”?先知并非脱离现实、生活在九霄云外的人,而是身在尘世却能够分身到九霄云外直视现实生活、无限忠诚于事业的人。 罗扎诺夫又说:
经过上述系统有效分析,故可推断,增压器回油管断裂的原因为螺旋波波纹管波谷内曲率半径过小引起的应力集中问题,且受到了发动机增压器的振动,加速其失效,进而产生单向弯曲疲劳断裂。
4 试验及改进措施
为了降低回油管的应力集中及疲劳断裂的的问题,我们选取环波结构波纹管与故障件进行对比试验验证。
2.2.2 干涉及磕碰伤
根据上述系统分析可以看出,故障位置应力集中疲劳为故障的重大因素。为了进一步明确故障形成机理,现进行应力仿真分析。
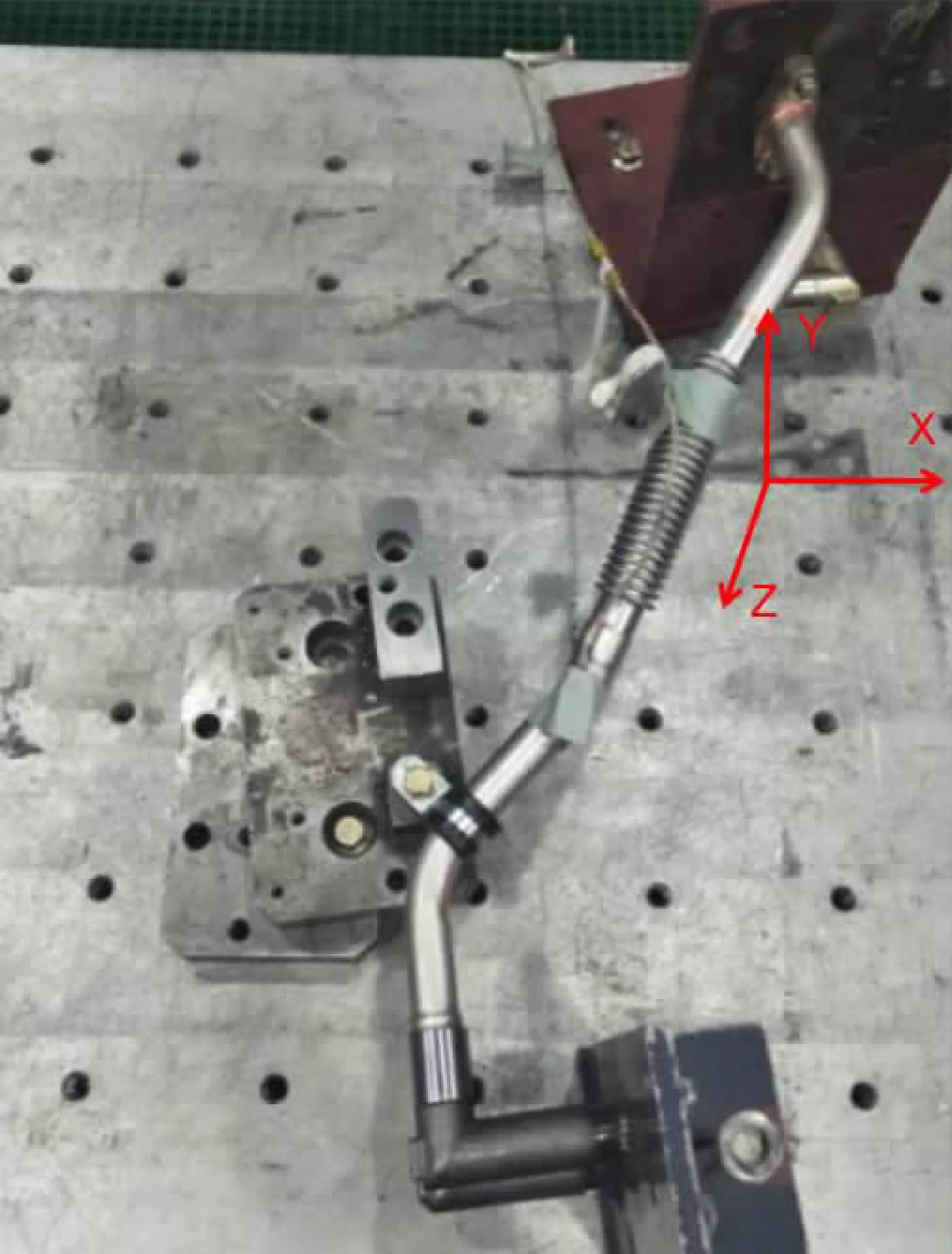
增压器回油管的安装方式同其在柴油机上的安装方式相同,如图16所示。定义柴油机飞轮端指向自由为+X方向,竖直为+Z方向,+Y方向满足右手定则。200Hz内若无共振频率,则按照表3所示进行随机振动。

各状态增压器回油管振动耐久试验结果如表4所示:
多年观测表明,兰考豫11井水位主要受聊兰断裂带两侧地热开采活动影响呈趋势性下降(夏修军等,2015),与气压和降雨量变化关系不大,但短期内气压突变会造成水位观测曲线产生小幅畸变。水温趋势平稳,变化受降水、气温和气压影响较小。
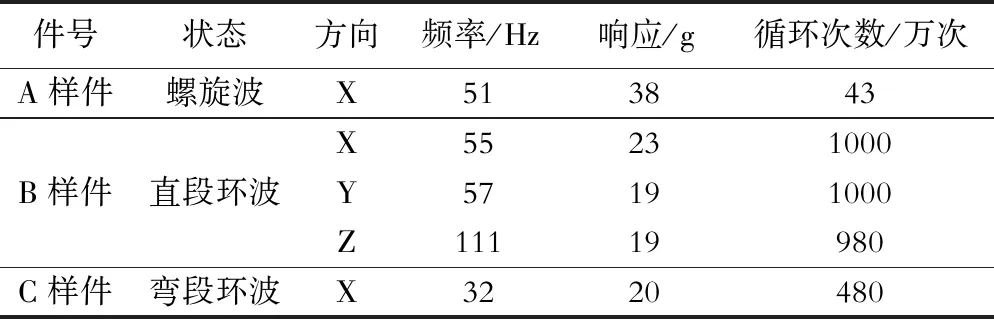
a)螺旋波波纹管,X方向耐久循环寿命仅达到43万次,断裂情况见图17,其寿命较低。

b)同等状态的直段环波波纹管,X方向耐久寿命可达1000万次,寿命较高。
c)弯段环波波纹管,X方向耐久寿命可达480万次,是螺旋波无管夹波纹管寿命的11倍多。
与此同时,对螺旋波波纹管的故障性进行市场验证,发现具有相同的故障现象,即都在螺旋波波谷内发生断裂,且断口在螺旋波两端第1~4个波谷内,如图18所示,故障现象与试验台上现象相同。
1.利用信息技术,激发学生学习兴趣。兴趣是最好的老师,想让学生爱上英语这一学科,就需要激发学生的求知欲望。把学生从厌学困境中解脱出来,享受英语学习带来的乐趣。所以在课堂上,我们经常借助多媒体培养和激发学生学习英语的兴趣,尽量把原本枯燥无味的内容变得有趣起来。英语中的48个国际音标,对学生背诵单词有着及其重要的作用。但是音标的学习却是枯燥的,并且容易忘记。可能老师领读了很多遍,学生隔天就会忘记。所以在教音标时,利用一个会发声的Flash动画,让学生“哪里不会点哪里”。
二是严格湘江流域管理。《湖南省湘江保护条例》作为我国第一部江河流域保护的综合性地方法规,4月1日已正式实施,成立了由省长担任主任的湘江保护协调委员会,其办公室设在水利厅,并把湘江保护与治理作为省政府“一号重点工程”,制定《〈湘江保护条例〉实施方案》,推进湘江保护与治理。

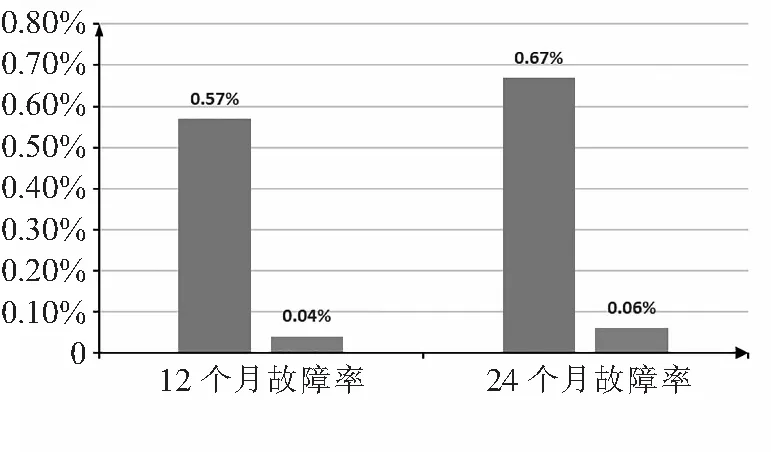
综上所述,环波波纹管的寿命均明显高于螺旋波波纹管。相比较螺旋波波纹管而言,环波波纹管的波谷曲率半径较大,且无应力集中问题,如图19和图20所示,分别为螺旋波和环波波纹管的剖面图。因此,将增压器回油管由螺旋波改为环波并进行市场验证,如21所示,为螺旋波与环波12个月和24个月市场故障率对比图。

5 结论
增压器回油管断裂的原因为螺旋波波纹管波谷内曲率半径过小引起的应力集中问题,且受到了发动机增压器的振动,加速其失效,进而产生单向弯曲疲劳断裂。
建议将增压器回油管由螺旋波切换为环波(采用水胀工艺成形)结构进行替代使用.相较于螺旋波波纹管,环波波纹管的波谷曲率半径较大,无应力集中问题,且实验室耐久试验表明,环波的寿命较螺旋波有显著提升。从目前的市场反馈看,效果较好,故障率大幅度下降。
[1]李永生. 波纹管技术[J]. 管道技术与设备,1993(1):33-36,44.
[2]东风汽车有限公司失效分析报告[R].报告编号:DFC0707JJ086S,2007.
[3]冯继军, 郭文芳, 卢柳林. 汽车发动机增压器回油管失效分析及工艺改进[C]// 2009年全国失效分析学术会议论文集. 2009.
[4]南楠, 冯继军, 周天宏. 发动机增压器回油管钎焊缝开裂失效分析[J]. 理化检验:物理分册, 2016, 52(12):5.
[5]李军. 废气涡轮增压器漏机油的主要原因及危害[J]. 汽车运用, 2014(9):1.
[6]丁志辉. 螺旋波纹管成形设备的设计与关键技术研究[D]. 南京理工大学, 2017.
[7]祝海燕. 螺旋管挤压成形过程仿真及工艺参数分析. 2008.
[8]姚楠. 基于概念设计的金属螺旋波纹管成型机系统设计[D]. 长安大学, 2010.
[9]孙智. 失效分析-基础与应用[M]. 北京:机械工业出版社,2005.
[10]伍千思. 不锈钢“304”(06Cr19Ni10)及其衍生牌号的标准化学成分[J]. 冶金标准化与质量, 2008, 46(4):4.
[11]刘晓红, 王黎宏, 王寿喜,等. 国内外管道壁厚设计差异[J]. 油气储运, 2015, 34(6):5.
[12]孙跃. 金属腐蚀与控制[M]. 哈尔滨:哈尔滨工业大学出版社,2003.
[13]孙睿毓, 佟文伟, 张开阔,等. 1Cr18Ni9Ti回油管断裂原因分析[C]// 中国航空学会;中航工业航空材料及热工艺技术发展中心. 中国航空学会;中航工业航空材料及热工艺技术发展中心, 2015.
[14]张红霞, 赵红利, 赵玉梅,等. 汽车发动机回油管失效分析[J]. 焊接技术, 2011, 40(2):3.
[15]安源胜. 机械密封用焊接金属波纹管失效机理研究[D]. 华东理工大学.
[16]陈安浩. 波纹管在复杂应力情况下的应用研究[D]. 武汉科技大学, 2014.
[17]曹红芍, 杨方, 李德雨,等. 矩形波纹管应力分析[J]. 压力容器, 2009, 26(6):4.
[18]任宁, 王长路, 欧开良,等. Ω形波纹管的非线性应力分析[J]. 机械强度, 2012, 34(4):5.
[19]刘岩, 段玫, 张道伟. 波纹管应力分析研究进展[J]. 管道技术与设备, 2006(4):4.
[20]段玫, 陈友恒. 波纹管位移应力及其对安全应用的影响[C]// 第十四届全国膨胀节学术会议论文集. 2016.
[21]全后朋. 某船主机涡轮增压器滑油进油管开裂事故分析[J]. 航海技术, 2021(5):4.