五模材料波控器件设计及制造研究综述*
2022-07-30赵爱国赵志高张满弓张向东
赵爱国,邹 晗,赵志高,张满弓,陈 虹,王 真,张向东
(1.南京工业大学,南京 211816;2.武汉第二船舶设计研究所,武汉 430064;3.武汉纺织大学,武汉 430200)
在近代自然科学技术的发展中,波理论具有重要的地位,人类对自然科学的认识一直伴随着波理论的发展。电磁波、弹性波、声波等在人们日常生活及工业应用中具有非常广泛的应用,通过材料或结构设计实现对波的控制一直是研究者的奋斗目标。根据变换理论、广义Snell 定律等原理设计出的波控器件建立了器件物性参数分布与空间坐标的等价关系,为波传播控制器件的设计提供了一套简洁有效的理论指导。由于所设计出的波控器件经常会具有自然界材料所不具备的属性,如具有等效负介电常数和负磁导率材料的电磁波超材料、具有等效负模量和负质量材料的声波超材料、具有特定各向异性模量和密度分布的弹性波超材料等被统称为超材料。超材料极大地扩展了材料属性的选择空间,为实现波传播的路径控制奠定了基础。
超材料是指具有亚波长单元结构的按照人工设计组合而成的周期性复合型材料,其具有自然界的天然常规材料所不具备的超常物理性质,具有广阔的应用价值和应用前景,并于2003 年被Science杂志评为过去10 年中人类最重大的10 项科技突破之一。超材料的概念最早是在电磁学领域提出的,随着技术的不断发展,已逐步扩展到声学、力学等领域[1–8],在波动控制、低频减振降噪、地震波防护、声波/弹性波隐身等方面展现出了巨大的应用潜力。 声学超材料突破了传统材料的限制,全新定义的波操控方式,开辟了将以往只存在于科幻中的奇异声学装置变成现实的途径,如可帮助物体完全规避声学探测的声隐身装置、增强声探测和通讯的平板声透镜、定向声波发射装置等[1]。不过迄今为止,大多数声学超材料基于局域共振机理设计,仅对特定频率有效,给其应用前景带来了不利影响。如何设计出具有任意指定模量和密度且不受频率范围限制的微结构材料成了声波调控的关键,五模材料的可设计性和内禀的宽频属性使其在波控器件的设计中受到越来越多的关注。
近些年发展起来的五模超材料技术,通过微结构设计,调节局部变形和运动约束,可有效增强结构与宽低频波的耦合,进而提高对波动能量的输运调控能力,极大丰富了人们对波与材料相互作用的认识水平,发现新规律,为波动能量传播的精确调控提供方法。五模超材料技术通过微结构设计释放材料多余变形约束,使其在主轴下剪切刚度为0 或很小,利用这种低剪切刚度特点,五模超材料能很容易和水实现阻抗匹配,并与变换理论、广义Snell 定律等原理相结合,可通过功能–结构–材料一体化设计多种水声调控结构,与此相关的机理、设计等工作已取得重要进展。
五模材料波控器件具有跨尺度高精度的特点,整体尺寸处于分米级甚至米级尺寸,而最小的微结构尺寸一般仅有0.2~0.5 mm 左右,但是相应的微结构加工精度要求达到0.01 mm 甚至更高,因此对传统的加工制造技术提出了很高的要求,部分具有复杂空间结构的五模材料甚至无法利用传统加工工艺进行制造。
增材制造技术是指基于离散–堆积原理,由零件三维数据驱动直接制造零件的一种新型制造工艺,其逐层累加的工艺特点有利于克服五模材料器件复杂结构带来的工艺难度。此外,五模材料波控器件跨尺度高精度的特点意味着其同时具有微结构和宏观结构,微结构最小尺寸决定器件有效工作频段上限,宏观结构决定有效工作频段下限,只有宏观结构与微结构同时满足要求才能实现器件或结构的特定声学功能。因此增材制造技术有利于实现五模材料波控器件的宏/微观结构一体化制造[9–10]。
1 五模材料微结构设计技术研究现状
1995 年Milton 等[11]最早提出五模材料 (Pentamode material,PM)的概念,其定义为弹性模量矩阵仅有一个特征值不为0 的材料。对于一般性弹性介质,其弹性性质由一个四阶弹性张量C描述,由于四阶张量Cijkl中的ij=ji和kl=lk(i,j,k,l= 1,2,3),Cijkl又可以表示为二阶的弹性矩阵Cmn(m,n=1,2,3,4,5,6)。Milton等[11]指出,通常情况下弹性材料的二阶模量矩阵有6 个不为0 的特征值和相对应的特征向量,每个特征向量对应于一种变形模式。如果某一个特征值很小甚至接近于0,则称其对应的变形模式为易变形模式;每种易变形模式对应一个特殊的应变状态,这一应变状态不会产生应力。根据弹性模量矩阵中零特征值的个数对材料进行分类。常见的弹性材料由于弹性模量矩阵正定,没有零特征值和易变形模式,被统称为“零模材料”;弹性矩阵仅有一个特征值为0 的材料称为“单模材料”(Unimode material)。“五模材料”指弹性模量矩阵有5 个特征值为0 的材料,可用特殊的弹性张量形式进行描述,其中,K为体积模量;S为其唯一能受力的状态的特征张量。由于五模材料只能承受与特征应力S状态相同的力,在其余应力状态下会像流体一样在剪应力下发生流动,因此五模材料是一种具有流体特性的特殊固体,可以像固体一样设计成具有任意的各向异性,但本质上却具有流体的性质,是一般流体的推广。天然流体可以看作是剪切模量为0 的弹性介质,也是理想的各向同性五模材料,因此五模材料也被称为“超流体”[3,11–13]。
由于理想的五模材料的剪切模量为0,其结构无法稳定存在,因此在工程实际中无法制备出来,工程中一般是通过具有较大体积模量与剪切模量之比的材料来近似实现,五模材料的一个重要特征通常采用B/G即等效体积模量B与等效剪切模量G之比来表征。Urzhumov 等[14]的仿真结果表明,当B/G超过1000 时剪切模量对隐身衣的隐身效果几乎没有影响,但当B/G小于100 时剪切模量的影响变得明显,B/G越大隐身效果越好。Smith 等[15]从理论上研究了剪切模量的大小对声学隐身衣效果的影响,计算结果与Urzhumov等[14]的模拟结果一致,剪切模量越小对隐身效果的影响越小,且有效的频段范围越宽。
五模材料所具有的特殊性质在自然界中并不天然存在,需要通过特殊的微结构设计进行宏观等效。五模材料的物性参数是长波等效的,具有本质的宽频适用性,理论上如果微结构设计得无限小则其有效性质适用频率范围可以无限宽。可调的物性参数和固体特征赋予五模材料优越的宽频水声调控能力,在水下特种声学装备领域具有重要的应用前景,因此受到了国内外工程界和学术界关注。
2011 年,Norris 等[16]根据Milton等[11]的思想,基于蜂窝结构首次提出了一种近似的五模材料二维构型,并指出其可用于声学隐身衣的设计,如图 1(a)所示。Kadic[17–19]、Martin[20]和Schittny[21]等首次提出来一种五模材料三维构型,如图 1(b)所示[20],设计并制备出三维五模材料样件,试验测量和数值仿真结果均表明其B/G值最高值达1000,并针对各向异性的需求,提出了几种可能引入各向异性的方法。2013 年,Milton[22]首先从数学上证明任何材料都可以用非常硬和非常软的两种材料在空间中通过一定的构型制成,并给出了单模、双模和五模材料的几种具体结构形式。Méjica 等[23]从布拉格点阵的角度出发给出了14 种可能的五模材料微结构形式,并利用有限元软件计算分析了各种形式微结构的B/G,得到了较高的B/G值。
2015 年,Cai 等[24]设计了不对称双圆锥的五模超材料,发现当不对称系数在0.4~0.6 之间时,五模材料的B/G值相较于对称圆锥可提高21%~ 30%。2016 年,Huang 等[25]对比分析了不同横截面类型的五模微结构,发现相同几何参数下,横截面为三角形的五模结构具有最高的B/G值,如图2(a)所示。2017 年,Wang等[26]将局域共振声子晶体的理念引入五模超材料,设计了一种复合型五模超材料,发现B/G值可以大幅提高60.78% ~138.08%,如图2(b)所示。
五模材料早期的研究均集中在如何设计出具有高B/G值的五模超材料。但是,基于各种声学理论设计的超常规声学装置要实现对声波传播的控制,仅仅满足高B/G值是不够的,还要求设计的五模超材料具有特定的各向异性模量和密度等物性参数。
与传统已知周期性微结构的结构形式和几何尺寸求其等效物性参数不同,五模超材料的设计是给定了等效物性参数反求出满足该要求的微结构形式,因此是一个典型的逆向设计问题。在实际的常用设计中,五模材料一般采取图 1 所示的基本构型。由于构型比较复杂,目前尚无有效的解析方法,大多数情况下通过数值方法对基体材料进行拓扑优化设计,从而实现具有任意指定模量矩阵和密度的微结构设计,目前还没有普适的高效方法。
Hassani[27]和 Kim[28–29]等给出了一种平面蜂窝状单胞结构材料的工程弹性模量和泊松比的理论表达式,由此可以推导出相应的二维模量矩阵。其研究成果为五模材料的微结构设计提供了一条路径,Norris 等[16]依据此成果中的近似计算公式设计了一种平面五模结构,基体材料为Al,其力学性能与水接近,等效体积模量为2.2 GPa,等效剪切模量为0.016 GPa,密度为1000 kg/m3,并通过了仿真验证。但是这些设计采用的方法是静力学设计方法,得到的是五模材料的静力学性质。但是平面五模材料的微结构比较复杂,除连接杆外通常在连接节点处还附加有质量块,这对准确预测结构的模量矩阵提出了较大的挑战。除此之外,基于五模超材料的新型超常规声学装置要实现对声波传播的控制,更重要的是五模超材料的动态声学性质。对于五模材料,由于内部存在大量微结构,其具有动态频散特性,因此五模材料的静力学物性参数并不能完全代表动态力学物性参数。
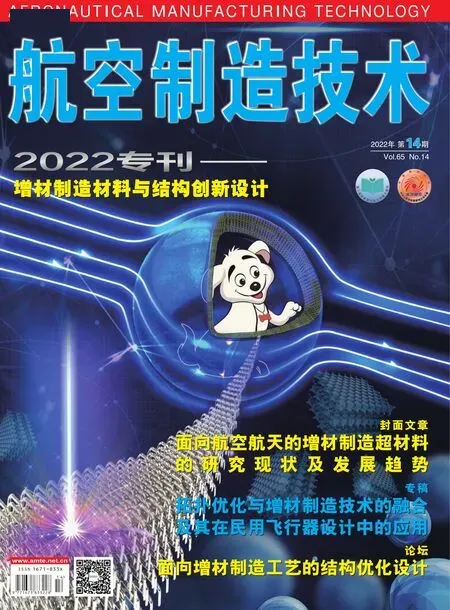
研究者一般采用频散曲线方法来近似计算五模材料的动态等效物性参数。在长波长近似情况下,等效密度可以近似认为是其平均密度,而等效模量可由频散曲线计算得出的横波与纵波相速度、模量矩阵与波速的关系而求得[30–31]。对于二维五模材料,其等效模量矩阵为
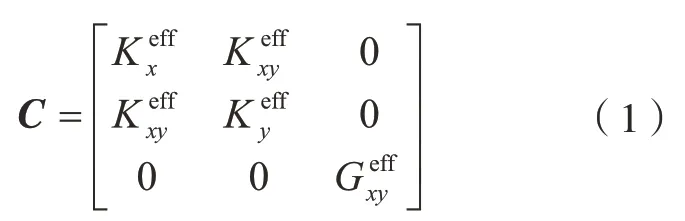

图1 典型的五模材料单胞结构示意图Fig.1 Schematics of typical pentamode microstructure unit

图2 不同类型三维五模结构的B/G 值Fig.2 Values of B/G for various 3D pentamode microstructure
五模材料微结构等效刚度参数与微结构频散曲线的关系[30–31]为
2 五模材料传统制造工艺现状
值并不一定意味着更好的声学性质,如图 4 所示,随着B/G值的增大 (从
式中,通过频散曲线中不同方向的纵波波速 (cLx和cLy)可以获得两个方向的体积模量和;而剪切模量则由横波波速确定(cTx或cTy,在低频长波条件下两者数值相差很小);则由45°方向上的波传播特征决定;cqT和cqL为沿45°方向的横波与纵波波速。基于该设计方法,研究人员提出了许多具有奇特性能的五模材料波控装置。Hladky-Hennion 等[32]采用频散曲线方法和类蜂窝变截面结构设计了一种具有负折射声聚焦功能的五模材料波控装置。Layman等[33]设计了一种二维五模材料声幻象装置,其基本结构和试验原理如图3(a)所示,该装置是一长度为a的均匀正交各向异性五模材料层,对于任意声波其反射的效果等同于长度为a+d的水层 (d为被缩短的声波传播距离)。2015 年,Tian 等[34]提出了一种五模材料声波调控超表面装置,可实现超常折射、平板声聚焦等特殊声学现象。2018 年,Sun 等[35]利用五模材料的模量各向异性的特性设计了水下声学偏转器。2019 年,Sun等[36]利用五模材料设计了一种各向同性水下声学隐身毯,如图 3(b)所示,入射波经隐身毯反射后,表现出与刚性平面反射波极高的相似性,表明所设计的五模材料隐身毯能够很好地隐藏物体。
虽然利用频散曲线计算五模材料微结构的等效力学性能参数并设计出具有特殊波控性能的器件获得了较大的成功,但是研究者在研究中也发现了一些问题。Cai 等[37]在对4 组物性参数与水接近的五模材料微结构的研究中发现,更高的B/G155 增大到167、180 和214),声学散射反而变得越来越明显,总散射截面(TSCS)也变得越来越大;仿真分析结果表明,随着B/G值的增大,旋转波、弯曲波等其他模式的波出现的初始频率越来越低,将严重影响五模材料的声波调控功能。Chen 等[38]在对含具体微结构的五模材料隐身衣仿真时也发现,与理想参数五模材料隐身衣不同,含具体微结构的隐身衣的总散射截面在系列频点出现了峰值现象;而在基体材料中引入0.005黏弹性阻尼后,微结构隐身衣中的高频共振散射得到了明显抑制,但是低频处共振散射的阻尼抑制效果较差。Zhao 等[39]将高模量低密度支撑材料、黏弹性材料和低模量高密度配重材料相结合,提出一种多项介质五模材料的构型设计,在增加五模材料微结构力学属性可调节范围的情况下,还可以有效抑制共振的产生,提高五模材料有效的调控频率范围。
五模材料波控器件具有大尺寸跨尺度的特点,即波控器件的宏观尺寸一般处于几十cm~1 m,微结构的最小尺寸只有0.2 mm 左右,但是相应的加工精度要求达到0.02 mm,否则将对器件的声波调控性能带来较大的影响。因此对样件的加工工艺提出了较高的要求,目前已有研究报道采用的加工工艺有高精度微铣削工艺、水刀切割工艺、电火花慢走丝线切割工艺等。
武汉第二船舶研究所Xiao 等[40]采用高精度微铣削工艺制造了环形的铝基五模超材料隐身衣,如图 5 所示。该隐身结构环形层外径为150 mm,内径75 mm,高度10 mm,微结构最小壁厚尺寸仅有0.1 mm,加工精度达到0.005 mm。该结构周向包含50 个周期,径向包含13 层相同等效性质的微结构。高精度微铣削工艺的加工精度非常高,但受设备的影响,样件的高度比较有限,一般不超过10 mm,且花费的时间和费用都比较高,因此采用该工艺的研究报道很少。

图3 五模材料变换声学波控装置Fig.3 Pentamode wave control devices based on transformation theory

图4 具有不同B/G 值的五模超材料的声学仿真图和总散射截面[37]Fig.4 Acoustic field map corresponding to pentamode microstructure with different B/G and the values of TSCS at different frequencies[37]
2013 年法国 IEMN 研究院 Hladky-Hennion 等[32]设计了具有声波聚焦功能的五模材料平板声透镜,并通过水刀切割技术制造出样件,如图 6 所示。样件基材为铝合金,样件长度为265 mm,宽度为58.1 mm,高度为 75 mm,由用水刀切割的15 层5 mm 厚铝板拼接而成;样件单胞为正六边形蜂窝结构,单胞边长为6.445 mm,壁厚为0.5 mm。2017 年,Su 等[41]利用五模超表面设计了一种基于折射率空间变化的宽频带水声聚焦透镜,如图 7 所示,并试验验证了其聚焦效应。其微结构设计如图7 所示,最小壁厚为0.693 mm,利用水刀切割制造出12 块15 mm 厚的铝合金板并用丁腈橡胶密封联合,经测试平均制造误差为0.2 mm。水刀切割是一种利用高压水射流切割样件的技术,成本较低且速度较快,切割表面也比较平整,缺陷是无法加工较厚的金属板材,且精度相对较低。电蚀除金属、切割成型的工艺,主要用于加工形状复杂、精度较高的工件。由于其较大的加工深度和较高的加工精度,被广泛应用于五模材料波控器件的加工。
北京理工大学利用慢走丝切割技术制备了二维五模超材料和二维梯度渐变环形隐身衣样件。图 8[31]为利用慢走丝线切割技术切割整体板材制造的五模材料,基材为铝合金,2 个样件长宽尺寸均为 120.00 mm×34.64 mm,厚度分别为 10 mm和50 mm;该结构单胞边长为10 mm,最薄壁厚为0.4 mm,其杨氏模量测试结果为 85 MPa,与设计值92 MPa 比较接近。2016 年,Chen 等[42]设计并
图5 高精度微铣削工艺制造的环形铝基五模材料隐身衣结构[40]Fig.5 Circular pentamode cloaking manufactured by high-precision micro-milling method[40]
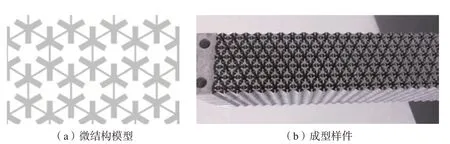
图6 水刀切割工艺制造的均匀水声聚焦平板结构[32]Fig.6 Uniform underwater acoustic focusing lens manufactured by water-jet cutting technology[32]
电火花慢走丝线切割工艺是利用连续移动的细金属丝 (称为电极丝)作电极,对工件进行脉冲火花放制备出具有宽频隐身效果的环形五模材料声学隐身衣,如图 9 所示,样件外径334 mm、内直径200 mm、高度50 mm、最小壁厚尺寸0.35 mm。试验测试表明在9~15 kHz 范围内均具有较好的隐身效果。2019 年,Chen等[43]设计并制造出可将柱面波转换成平面波的五模材料高透射超表面,如图 10 所示,样件长400 mm、厚55 mm、高50 mm、微结构最小壁厚0.25 mm,经试验测试,在15~23 kHz 范围内平均能量转换率达到69%。
武汉第二船舶设计研究所设计并制备出具有水的力学性能与声学性能的五模结构,如图 11(a)所示[44],尺寸为305.7 mm×264.7 mm×50.0 mm,微结构单胞最小壁厚为0.3 mm,在3~9 kHz 范围内,相比背景场其声目标强度值仅高4.1 dB,比相同尺寸金属块的TS 值低9.1 dB。2020 年,Zhang 等[45]利用五模材料设计并制造了具有定向散射功能的超表面,如图 11(b)所示,基材为7075 铝合金,尺寸为693 mm×80 mm×100 mm,样件在6~18 kHz 内均具有明显的声波定向调控效果,试验测试声波转向角度 (14.6°)与设计仿真偏转角度 (15°)吻合得很好。
利用传统加工工艺开展五模结构波控器件的制造及试验研究已获得很好的研究成果。从各种传统加工工艺对比结果来看,高精度微铣削工艺的加工精度最高,但是可加工的尺寸非常受限,深度一般不超过10 mm,同时加工周期最长、费用也最高;水刀切割工艺的费用较低,效率较高,长度方向上的加工尺寸也较大,但是加工深度也很受限制,一般也仅有5 mm 左右的高度,同时精度也较差,一般只有0.2 mm 左右;电火花慢走丝线切割工艺的费用较为适中,加工深度可以达到100 mm,加工精度可以达到0.02 mm,符合五模材料波控器件的加工要求,因此利用该工艺制作样件进行试验研究的报道相对较多。但是电火花慢走丝工艺的局限性也很明显,一是器件型式受限,只能加工结构型式较为简单的二维结构样件;二是尺寸受限,其加工的最大尺寸往往限制在1 m 之内;三是加工效率不佳,对于大规模样件制造来说,其费用和时间还是比较高昂的。因此五模材料波控器件的制造要求对现有的加工工艺提出了严重的挑战,亟须新的精度高、费用低、效率高的加工制造工艺。

图7 水刀切割工艺制造的梯度五模水声聚焦结构[41]Fig.7 Gradient underwater sound focusing transparent pentamode lens manufactured by water-jet cutting technology[41]

图8 电火花慢走丝线切割工艺制造的铝基五模结构[31]Fig.8 Aluminum pentamode samples manufactured by WEDM–LS[31]

图9 电火花慢走丝线切割工艺制造的环形声学隐身衣[42]Fig.9 Circular pentamode cloaking manufactured by WEDM–LS[42]

图11 五模材料类水结构及回波偏转超表面Fig.11 Pentamode materials mimicking water and metasurface for shifting reflecting underwater waves
3 五模材料增材制造研究现状
五模材料波控器件的特点对加工制造工艺提出了非常高的要求,增材制造技术的特点使得其在具有微观尺度的宏观样件加工中具有非常明显的优势,许多科研工作者开展了相关研究工作。
早期五模材料增材制造的基材大多为高分子聚合物,如光敏高分子、塑料等。德国卡尔斯鲁厄尔大学Martin Wegener 领导的小组采用浸入激光直写技术首次制造出微米尺度微结构的三维五模材料,如图12(a)所示[17–21]。样件整体尺寸为 261 μm×261 μm×224 μm,由7×7×6 个立方体单胞构成,单胞中锥形杆最小直径为d= 1 μm,最大直径为D= 3 μm。该样件的成功制备使得多年的五模材料概念变为现实,引起了学术界和工业界的关注。然而,由于所使用的基体材料力学性能较弱,样件中锥形杆间连接点尺寸太小易发生坍塌,并不是一种非常理想的五模材料。这也是五模材料器件制造中的普遍难点,即器件单胞中的最小杆件尺寸或壁厚尺寸受工艺限制无法做得太小,因此其等效的剪切模量不会太小,将对器件的波控效果造成较大影响。该课题组还利用3D 打印技术制造了宏观聚合物基五模材料,如图12(b)所示,其单胞长度约为10 mm,试验验证了其具有非常高的B/G值(>1000),如图12(c)所示[20]。

图12 增材制造3D 五模材料样件及力学试验测试结果Fig.12 3D pentamode materials made by additive manufacturing and the mechanical experimental results
利用五模材料力学参数可调的特点,Wegener 课题组制备了微结构单胞为毫米量级的五模材料弹性波隐身斗篷,如图13(a)所示[46]。在被隐身物体外侧敷设弹性波隐身斗篷后,在隐身斗篷上表面施加外载荷激励时,其力学响应与只有隐身斗篷时一致,如图13(b)所示[46],实现了弹性波的力学“隐身”功能。

图13 弹性波隐身斗篷及力学性能测试[46]Fig.13 Elasto-mechanical unfeelability cloak made of pentamode metamaterials[46]
西安交通大学王兆宏团队[9]利用光固化增材制造技术制造出聚合物基体的三维五模超材料,尺寸在毫米量级,试验测试其等效杨氏模量为8.93 kPa。样件虽然具有较高的精度和较好的表面光滑度,但是在微结构杆件的连接处非常容易产生断裂,结构非常不稳定。
从已有的研究来看,采用激光固化工艺制造的五模超材料的基体一般为光敏材料,具有非常高的加工精度,但加工样件的尺度一般在微米量级,且基体材料比较脆弱,目前很难直接应用于工程样件的制备;常规的增材制造技术一般采用尼龙等模量和强度都较高的材料,可以制造出具有较大宏观尺寸的五模材料样件。但由于塑料基体材料模量较低,设计出的五模材料样件的阻抗比空气大太多,同时也比水小太多,无法直接用于空气声波控器件以及水声波控器件的设计和制造,因此许多研究者开展了金属基体的五模结构设计与制造研究。
2015 年,北京理工大学利用SLM 增材制造技术制造了钛基二维结构五模材料,如图14(a)所示[31],样件为一圆柱体,截面直径118 mm、高度104 mm、六边形单胞边长20 mm、单胞微结构厚度1 mm。2016 年,Amendola 等[47]采用电子束熔融技术 (EBM)制造出基材为钛合金的五模微结构并开展了力学测试,如图14(b)所示,试验测试结果表明,其与Martin Wegener 团队制造的高分子聚合物基五模微结构具有类似的力学性质,但整体模量要高出几个量级。2017 年,Hedayati 等[48]采用激光选区融化工艺 (SLM 工艺)制造出不同微结构尺寸的五模结构,精度控制在0.05 mm 以内,并通过试验给出了五模材料的模量、屈服强度与微结构尺寸参数之间的联系。
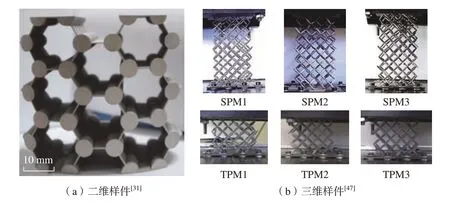
图14 增材制造金属基五模材料样件Fig.14 Metallic pentamode materials made by additive manufacturing
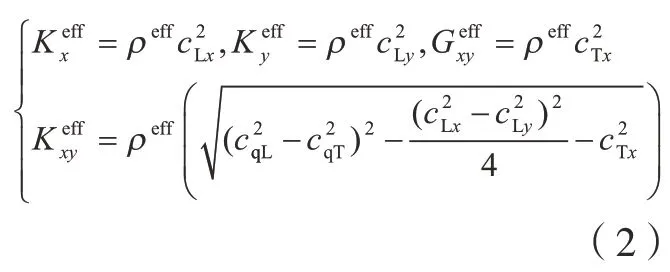
2018 年武汉第二船舶设计研究所利用SLM 增材制造工艺,分别以铝合金 (AlSi10Mg)、钛合金 (TC4)为基体材料,制备出单相介质的类水五模材料,如图15 所示,并就其制造费用、制造工期以及精度与电火花慢走丝线切割工艺制造所得的样件(图 11)进行对比,如表1 所示,SLM 增材制造样件的加工精度与电火花慢走丝线切割加工工艺的精度接近,费用也略高,但是加工所需的时间远低于慢走丝加工工艺所需的时间,仅有慢走丝加工工艺耗费时间的20%~25%。考虑到增材制造工艺的日益发展,技术不断成熟,SLM 工艺的成本及时间将会大幅降低,届时相对于传统制造工艺,增材制造工艺在五模材料结构的制造加工中将会展现出更大的优势。

图15 利用SLM 工艺制造的类水五模材料Fig.15 Pentamode materials mimicking water made by SLM additive manufacturing
华中科技大学宋波课题组自2018 年开始采用SLM 制造工艺开展了系统的五模材料制造及力学性能试验测试研究[49–57]。Zhang 等[49–53]针对图1 所示的2D 五模结构和3D五模结构,通过有限元分析和试验,系统地研究了五模材料的力学性能、变形机理以及拓扑优化设计研究。通过改变2D 五模结构的薄壁厚度和结构层数研究其力学性能和变形机理,建立了SLM 制造工艺获得的PM 结构的力学性能数学模型,如图16(a)所示[49–50]。五模结构中应力分布的仿真结果证实,在薄壁和配重单元的交界处存在应力集中。对五模结构试样力学性能 (泊松比和弹性模量)的试验测试研究表明,数值计算结果与试验结果吻合较好。相对于2D 微结构,3D 微结构具有更富裕的设计空间,可在较大范围内对微结构的密度和力学性能进行调控。结合钛合金良好的生物组织相融性,Zhang 等[51–53]尝试将五模材料应用于人体骨骼替代物的设计及制造,研究结果表明,通过合适的拓扑优化设计,五模材料的模量等力学参数可以在较大范围内进行调控,可与不同部位的人体骨骼相匹配,从而有效降低应力屏蔽等效应,具有非常重要的应用前景,如图16(b)所示。除了力学性能外,本课题组还对SLM 成型工艺中的缺陷进行了系统的研究,提出了相应的改进措施[54–57]。
4 结论
五模材料作为良好流体性质的超材料,用于水声隐身具有低频、宽带、全方向的优势,并能够降低水下航行器的声目标强度,具有重要的应用价值。本文首先介绍了五模材料的基本概念及微结构设计的发展现状,鉴于五模材料波控器件跨尺度高精度的特点对加工制造工艺提出了严峻的挑战,从传统制造工艺和增材制造工艺的角度出发,对相应的五模材料波控器件的制造和试验测试结果进行详细介绍。从已有的研究成果看, 五模材料虽然在水声特种波控器件方面具有广阔的应用前景,但还有一系列关键技术需要解决。
(1)具有特定声学性能的五模材料微结构的有效设计。五模材料是通过微结构设计得来,而微结构的静力学性能与动态声学性能之间存在较大差异;五模材料的声学性质是其核心性能,声学隐身衣等特种声学装置对声波传播的控制都是建立在五模材料的动态有效声学性质基础上。因此,有必要系统地研究微结构构型、材料参数、几何结构参数等对五模超材料声学性质的影响规律,并详细分析静力学性质与动态声学性质之间的内在联系与差异,为五模材料波控器件的设计奠定基础。

表1 不同工艺制造的五模材料样件对比Table 1 Comparison of the pentamode samples manufactured by SLM and WEDM–LS
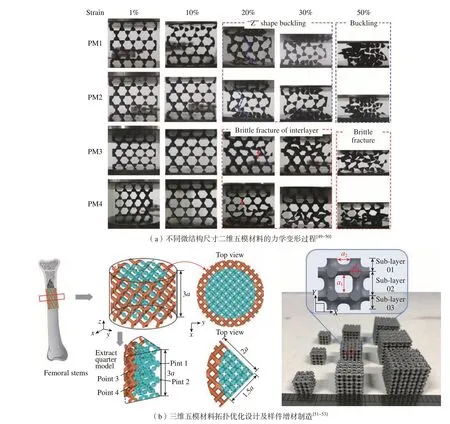
图16 SLM 增材制造五模材料的力学性能及变形机理Fig.16 Mechanical properties and deformation mechanism of pentamode materials made by SLM additive manufacturing
(2)含复杂微结构的五模材料波控器件的高通量设计及仿真。五模材料波控器件尤其是三维器件都包含大量的微结构单胞,其相应的网格也比较多,采用直接的有限元仿真需要花费大量资源且耗时较长,因此建立快速高效的数值模拟算法至关重要。
(3)五模材料波控器件的高效低成本制造。从已有的样件制造及试验测试结果来看,增材制造工艺可以有效解决五模材料波控器件跨尺度高精度特点导致的加工难点,但也存在较多的问题,如实际样件尺寸不够大 (一般不超过300 mm)、微结构应力集中导致结构承压能力低、增材制造样件的微结构薄壁易脆断、制造成本比较高等问题。因此需要开展进一步的制造工艺改进研究。