铲车气门罩注射模设计
2022-07-27覃正强覃志高
0 引 言
成型塑件斜孔单侧抽芯通常使用斜滑块机构实现,但斜滑块机构安装占用模架空间大,导致成型较小的塑件需要较大的模架;当塑件斜孔需双侧抽芯时,要在斜孔的两端实施斜抽芯,使模具结构变得更复杂,模架尺寸更大。通常的解决办法是将斜孔抽芯的斜滑块机构改为斜孔直抽芯机构,斜型芯抽芯的驱动零件改为T形槽锁紧块沿开模方向进行直线驱动。针对带斜孔的铲车气门罩模具设计,根据型腔侧抽芯脱模的需要设置了用锁紧块驱动的3个直线抽芯滑块和1个斜向抽芯滑块,根据型芯侧抽芯脱模的需要设计了5个万能斜顶机构和1个用锁紧块驱动的斜向抽芯滑块
。
(1)教学模式以讲授为主 城市经济学要求学生在掌握基本原理的基础上,能综合运用城市经济学相关知识在规划设计过程中运用城市经济学的知识来解决城市问题,把抽象的理论和实际问题结合起来。传统的城市经济学课程教学主要以讲授为主,几乎所有内容都是由老师课堂讲解,这种教学模式一方面导致学生在听一段时间之后会出现精神不集中的现象,另一方面也导致出现学生课堂感觉听懂了,但是课后却发现并未掌握知识点的现象。
1 成型分析
铲车气门罩如图1所示,其影响模具结构设计的特征为:①型腔侧成型的4个倒扣
~
;②型腔侧的3个孔
~
,其中孔
为双向抽芯脱模的斜孔;③型芯侧成型的5个倒扣
~
;④型芯侧成型的5个螺纹柱
~
。
[7]Akira Iriye, Cultural Internationalism and World Order, London: Johns Hopkins Press Ltd., 1997, p.3, 9-10.
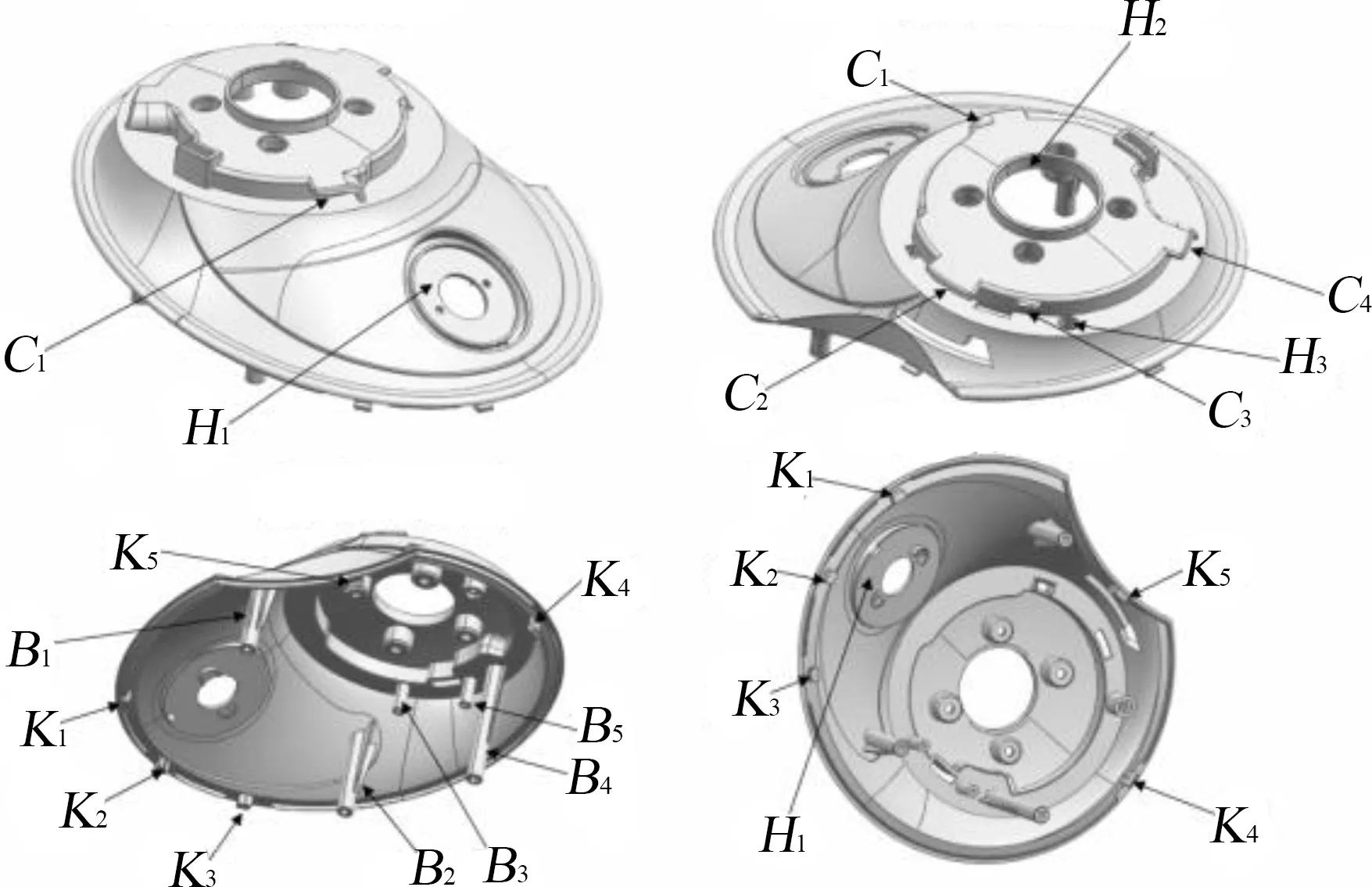
针对上述特征,模具设计时需要采取的相应措施为:①倒扣
~
需要使用侧抽芯脱模;②孔
需要使用双向斜孔抽芯脱模机构脱模,孔
、
只需设置圆柱形镶件即可;③倒扣
~
使用斜顶机构抽芯脱模;④螺纹柱
~
使用推管推出脱模。
塑件外形尺寸为200 mm×175 mm×81mm,体积为346.025 mm
,质量为347.735 g,材料为聚丙烯(PP),精度公差取MT5级精度。该塑件外形不是回转体,壁厚为2.29~2.6 mm,需采用侧抽芯结构和斜顶结构使成型塑件脱模。塑件要求外表面美观光滑,不能存在熔接痕等缺陷,外表面粗糙度为
0.8µm,内表面粗糙度为
1.6µm。
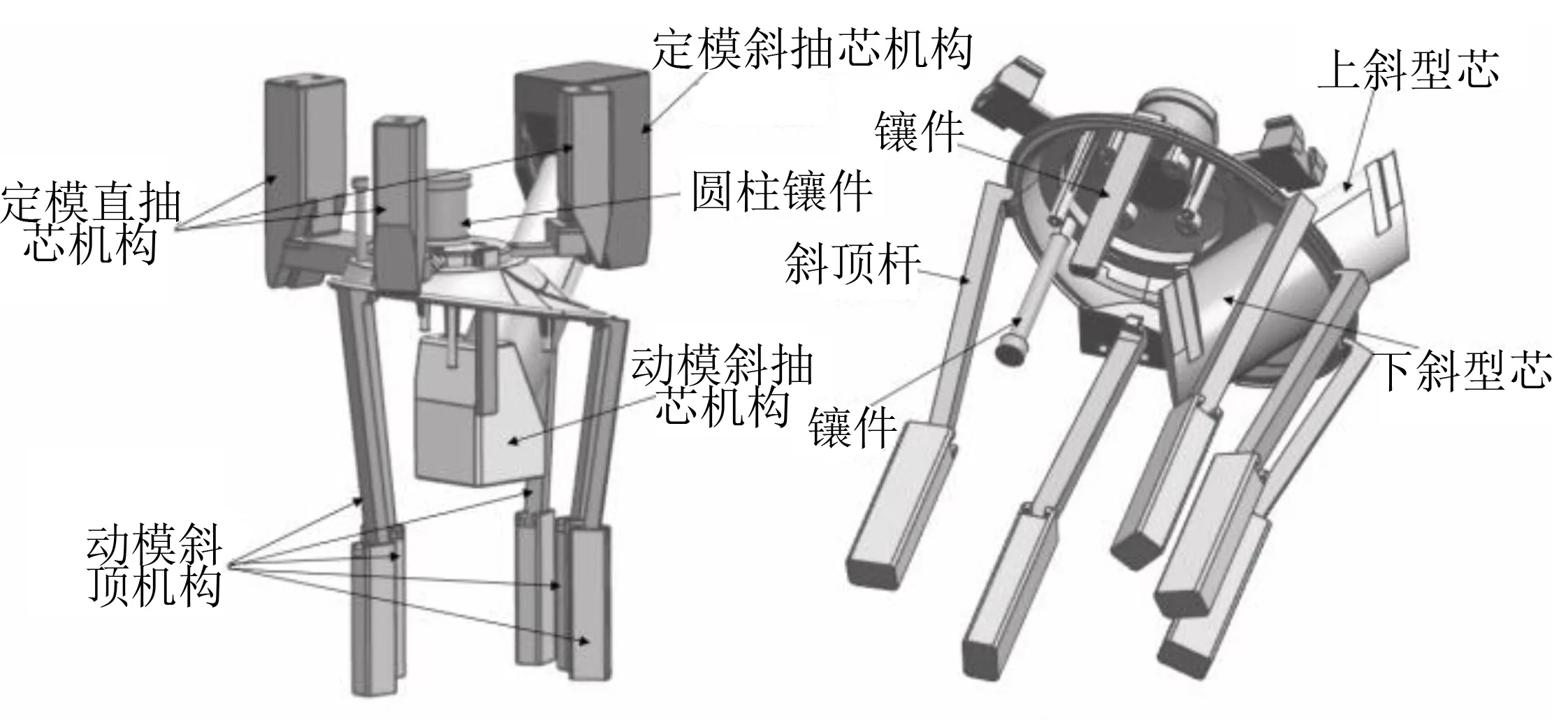
2 脱模机构布置
(5)PL
面打开。动模继续后退一定距离后,注塑机顶杆顶住推板及推杆固定板6,使其与动模板4不再跟随动模后退,PL
面打开,动模座板8继续后退,此过程中动模斜抽芯机构的下T形槽锁紧块17拉动下斜型芯16完成抽芯。
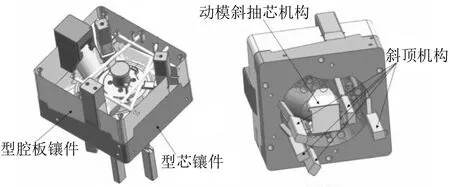
型腔成型零件如图3所示,型腔板镶件材料为718H钢,型芯镶件为P20钢。718H钢是预硬型镜面防酸塑料模具钢,经预硬化处理后材质均匀、洁净度高,具有良好的抛光性能、光刻花性、淬透性、良好的电加工性能和皮纹加工性能,该模具型腔板镶件硬度为48 HRC。
3 型腔成型零件设计
双向斜孔抽芯机构的上斜型芯、下斜型芯的驱动都使用T形槽锁紧块驱动;在定模直抽芯机构中,T形槽锁紧块与直滑块、上斜型芯、下斜型芯之间采用T形导轨型驱动连接,该设计能有效减少抽芯机构所需模具空间,从而减小模具结构尺寸
。
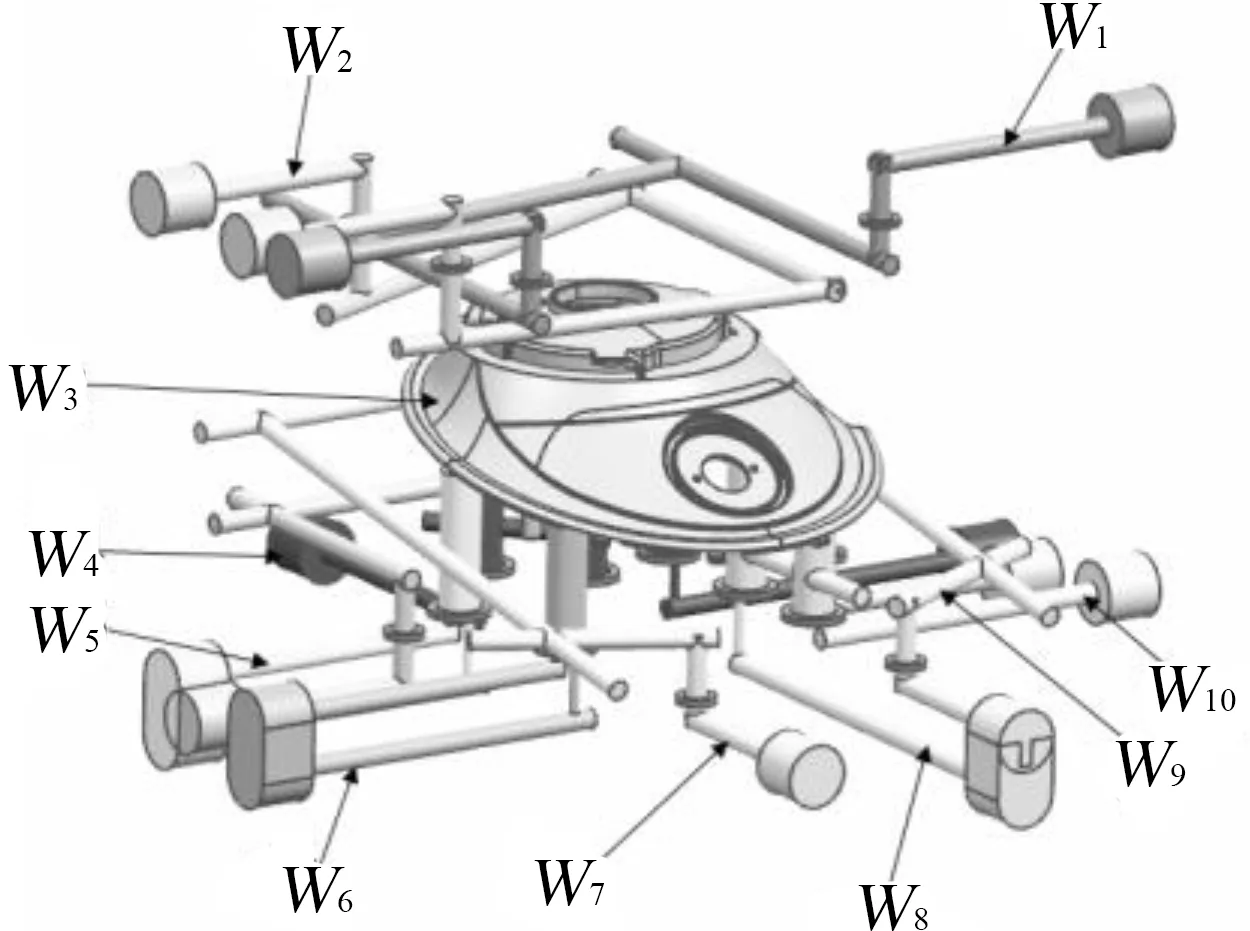
4 冷却水路设计
(3)PL
面打开。PL
面打开时脱料板2将流道凝料从模具推出,完全打开后定模板3不再跟随动模板4后退,同时定模侧的4个定模抽芯机构抽芯完成,即上T形槽锁紧块15拉动上斜型芯13完成抽芯,塑件留在型芯镶件11上。
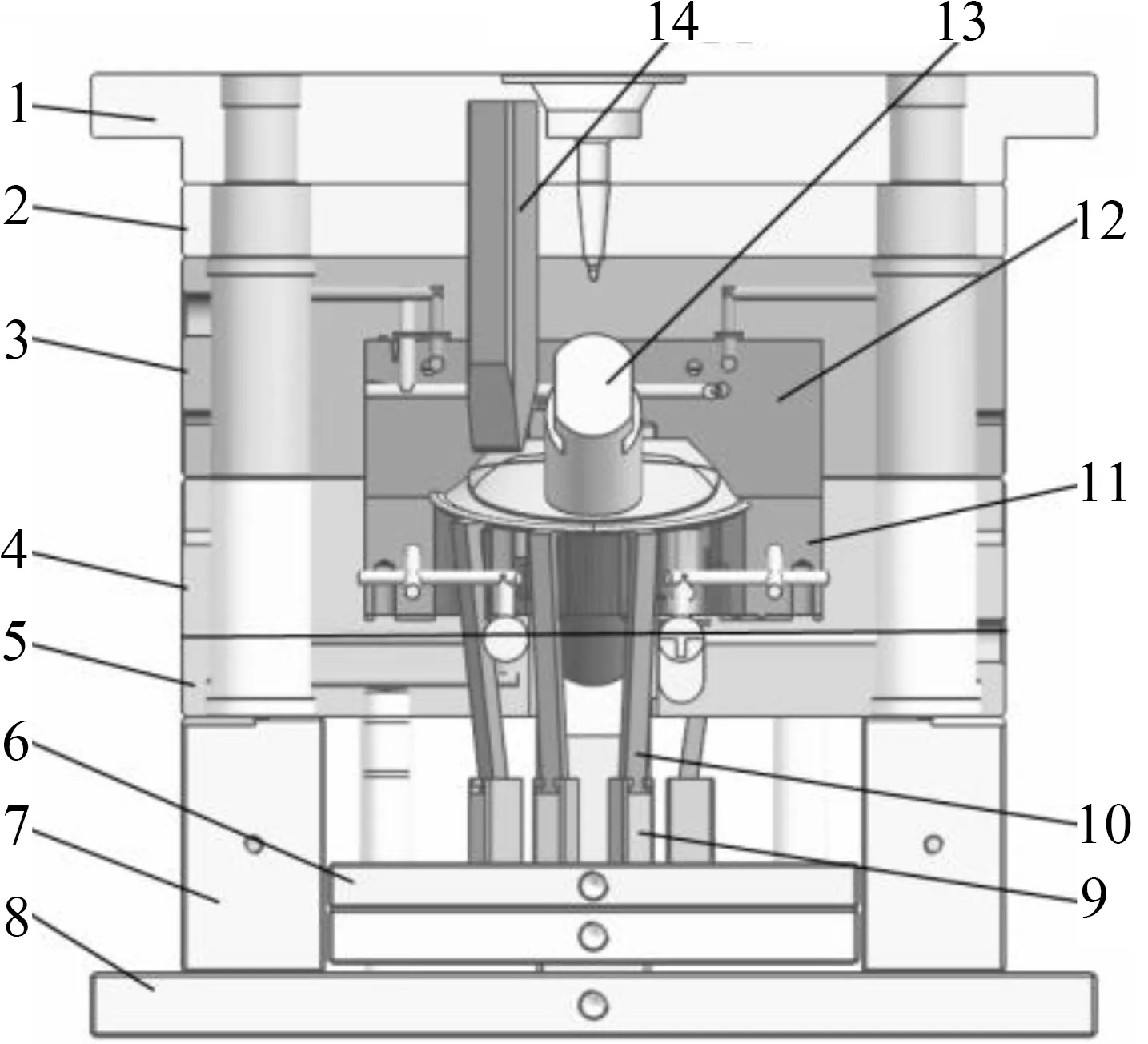
5 模具结构
(4)PL
面打开。塑件从定模中脱出,留于动模一侧。
按照国务院《资源型城市可持续发展规划(2013-2020年)》文件对资源型城市的定义,资源型城市是以本地区矿产、森林等自然资源开采、加工为主导产业的城市(包括地级市、地区等地级行政区和县级市、县等县级行政区)[1]。资源型城市在长期维持高产、经济社会快速发展的同时,却遭遇了资源逐渐枯竭的发展困境。金昌市是一座典型的资源型城市,源矿兴起,因企设市,面对资源枯竭的威胁,金昌市未雨绸缪,大力发展新型接续产业,加快传统产业转型升级,推进经济结构战略性调整。
6 模具工作原理
模具经组装、修配安装于注塑机上,其工作原理如图6所示。
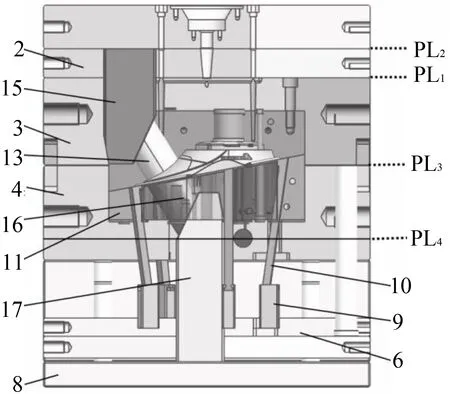
(2)PL
面打开。注塑机带动动模后退,模具首先在PL
面打开,点浇口的浇口凝料与塑件分离,同时定模侧的4个定模抽芯机构开始抽芯。
(1)合模注射。模具的4个开模面闭合,各个抽芯机构都复位到合模状态,注塑机开始注射熔体,经充填、保压、冷却等过程后准备开模。
冷却水路设计如图4所示,型腔板镶件与型芯镶件共设置了10条水路对型腔进行冷却,使塑件温度降低,防止因受热不均匀而产生不良影响。其中
~
管道用于型腔板镶件的冷却,
~
用于型芯镶件的冷却,冷却水路直径为
8 mm。为保证型芯侧冷却效果,除设置冷却水路外还设有冷却水井,直径为
12 mm,隔水片厚度为1.5 mm。
模具为多板模结构,如图5所示,由于设有定模抽芯机构及使用点浇口,模具采用1模1腔布局。模具开模分4次打开,定模侧的2次开模用于驱动定模抽芯机构及去除流道凝料,动模侧的2次打开用于驱动动模脱模机构。脱料板2与定模板3为定模侧的活动板,动模板4为动模侧的活动板,动模板4通过4根复位杆与推杆固定板6同步顶出和回退,其作用为驱动动模侧的斜抽芯机构抽芯和推动斜顶杆10实现塑件脱模。该模具匹配1 600 kN注塑机,其最大的注射压力为150 MPa。
综上所述,成型塑件型腔侧的倒扣
~
需要侧抽芯脱模,设计了3个定模直抽芯机构,其中倒扣
、
各单独使用1个机构,倒扣
、
合并使用1个机构。如图2所示。型腔侧斜孔
需要使用双向斜孔抽芯机构脱模,即动模斜抽芯机构,孔
、
只需设置圆柱形镶件成型。成型塑件型芯侧的5个倒扣
~
使用5个结构相同的万能斜顶机构进行抽芯脱模,型芯侧的螺纹柱
~
使用推管推出脱模。成型其余塑件型腔侧和型芯侧的多个圆孔和方孔特征都使用小镶件成型,以降低成型零件的加工难度。
(6)推出。斜顶机构与推管将塑件从型芯镶件11推出,实现塑件的完全脱模。
Wnt通路是Wnt基因调控的信号传递通路,由多种蛋白、受体及酶等组成。对照组的GSK-3β、TCF/LEF表达率小于诱导组,差异具有统计学意义(P<0.05),而sFRP、insulin和C-peptide表达率大于诱导组,差异具有统计学意义(P<0.05),见表2。
如,在执教《我来试试看》一课时,教师以学生非常喜欢的“拼图挑战赛”融入课堂中就激起了学生尝试的勇气和兴趣。从挑战同学,到挑战教师,再到挑战全班,一次一次的挑战过程,是一次次难度的提高,面对一次次更高的难度,学生有了更大的勇气。再如,在执教《游戏快乐多》一课时,教师在带领学生探索“乒乓球新玩法”的活动中,一起制定游戏规则,一起体验游戏的快乐,一起体会团结的力量,使游戏快乐深入学生的心中,并深刻体会到了集体的力量最大。
(7)复位。复位过程与开模过程相反,依次序进行。
7 结束语
结合成型铲车气门罩型腔、型芯两侧都需要抽芯脱模的要求,设计了1副多板模点浇口模具用于其注射成型。针对塑件定模侧抽芯需要,设计了3个直线抽芯滑块用于水平侧孔的抽芯脱模和1个斜向抽芯滑块用于斜孔的斜抽芯脱模;动模侧使用了5个斜顶机构用于倒扣脱模和1个斜向抽芯滑块用于斜孔的抽芯脱模,最终使用推管和斜顶机构共同推出塑件。水平侧孔抽芯机构和双向斜孔抽芯机构的驱动机构件都使用T形槽锁紧块进行开模方向的直线型驱动,能有效简化模具结构,节省模架空间,降低模具制造成本。
[1]和菊芬,肖国华,严 鹏,等.一种双联动花蓬头注射模设计[J].模具工业,2016,42(2):47-50.
[2]孟玉喜,朱云开.三孔插座护套注射模优化设计[J].模具工业,2015,41(2):25-27.
[3]修学强.长嘴瓶盖圆弧抽芯注射模设计[J].模具工业,2015,41(9):50-51.
[4]张维合.汽车前大灯装饰框注射模设计[J].模具工业,2016,42(5):54-58.
[5]赵 威,刘彦锋.基于CAE的外护板内骨架注射模设计[J].塑料,2015,44(3):61-63.
[6]邱定筹.机顶盒上下盖注射模设计[J].中国设备工程,2021(7):99-101.
[7]李海林,王锦红,丁立刚,等.塑料机器人一模多异腔注射模设计[J].中国塑料,2019,33(12):89-93.
