新型商用车电泳内部阳极导电系统的设计与应用
2022-07-25苏颖磊陆佳伟
苏颖磊,陆佳伟,吴 斌,孔 坤
(1.上海市机电设计研究院有限公司 涂装工程院, 上海 200040;2. 南京依维柯汽车有限公司,江苏 南京 211103)
0 前 言
阴极电泳具有工艺成熟,防腐性能好,涂料利用率高,VOCs含量少等特点,被广泛应用于各个行业,尤其是在汽车涂装行业,已成为不可或缺的工艺之一。在其原理是通过阳极系统在电泳槽内形成电场,使涂料粒子带正电,工件为阴极,涂料粒子在工件上沉积成膜称为阴极电泳。电泳槽一般会在两侧及底部均布阳极管,在汽车电泳工艺中根据需要会在电泳槽上方加装顶部阳极。但在被涂工件存在半封闭内腔情况下,由于外部阳极所产生的电场无法穿透工件外壁极易产生内腔电泳膜厚不足甚至缺膜的情况。为处理此种工艺缺陷,常规采用人工在电泳工段前在工件内腔安装内部阳极的方法。由于需要在电泳工段前人工干预,会产生操作人员的操作隐患,无法控制自动化流水线节拍等问题。避免安全隐患、简化操作流程、提高自动化程度、保证内部阳极运行可靠成为了主要改进方向。
1 内腔电泳要求
商用车一般分为明窗车(如图1)、盲窗车(如图2)以及其他特殊变种,明窗车多为客用,而盲窗车多为货运,因其四周窗户区域均为钢板封闭,保密性好,目前已被物流公司或改装公司广泛使用。

图1 明窗车型

图2 盲窗车型
明窗车的后排窗框位置无封板,电场通过窗框进入内部,因此内部电泳情况良好,在外板平均膜厚达到25μm的情况下,内板平均膜厚可达到15μm。盲窗车除了驾驶室前挡和两侧前门外,后窗和后门均为封板,后箱形成了半封闭内腔,如采用常规的电泳方式,车身内部往往会出现膜厚过低(低于5μm)甚至缺膜现象,后箱长度越长或高度越高则越发明显。另外,由于驾驶室两侧窗框无封板,电场会从驾驶室两侧窗框进入,此处膜厚较车后部窗框完全遮蔽区要高,而尾门在电泳时处于打开状态,电场会从开门缝隙中进入,所以在不安装内部阳极的情况下,内表面形会出现非常明显的圆弧形成膜分界线。
目前很多企业已应用内部阳极系统,而采用不同的输送系统时,安装内部阳极的区域、操作方式和接电方式又有所不同,所以内部阳极系统的设计是否合理,安装阳极的区域是否能够保证操作的便利性和安全性,避免人员对车身内部形成二次污染,成为企业制造部门关注的重点问题。
2 内部阳极系统的现状及对比
内部阳极需根据车身后箱长度和内板膜厚情况选用合适的长度和表面积,通过吊挂工装悬挂于车内部,可根据需要确定悬挂前后位置和上下高度。因车身表面在电泳时通阴极电,内部阳极通过阳极电缆引出与阳极导电系统通电,所以阳极和吊挂工装之间需通过安装绝缘材料与阴极侧实现绝缘,防止阴极与内部阳极接通导致短路;同时需安装后门工装确保车门打开一定角度,提供尽可能大的外部电场进入空间。

图3 内部阳极示意图
商用车电泳涂装常用输送系统分为三类:EMS、积放链和摆杆链,目前通常采用的安装内部阳极的方法是:
(1)在前处理前先装好内部阳极,阳极电缆在内部作临时固定;完成前处理后,进入电泳前,需设置一个停止工位,工人进入车身内部将阳极通电电缆与输送系统上的阳极导电装置相连,然后放车进入电泳。
目前采用EMS和积放链的涂装车间较多采用这种方式,在工人进入车身内部时,容易污染内部地板表面。
(2)在完成前处理后,进入电泳前,进行内部阳极安装,包括阳极吊挂以及与输送系统上导电装置的连接一并在此工位完成;目前使用摆杆链的涂装车间多采用这种方式,人员操作时间长,工人还需要在车身进入摆杆链之后,在输送系统运动的状态下进行作业,有较高的安全风险。
目前摆杆链已成为商用车前处理电泳涂装主流的输送系统,若需要使用内部阳极,均需面对人员安全操作风险。为此,通过对内部阳极系统应用原理以及输送系统结构的分析和研究,我们开发了一种新型内部阳极系统,并在国内某企业内进行了实际应用,很好的避免了以上问题。实际应用时,可在前处理前先装好内部阳极,阳极通电电缆直接和橇体阳极导电装置相连;在电泳工序前,无需人员干预,可直接进行后道工序。下面将针对摆杆链的新型内部阳极系统的通电方式进行介绍。
3 新型内部阳极导电系统
新型内部阳极导电系统使用了特殊的机械结构实现摆杆和内部阳极的自动上电。整个系统(如图4)由电泳摆杆、内部阳极、导电体、电泳橇体组成,另外还设置了其他辅助设备。
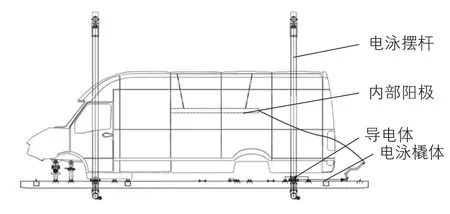
图4 新型内部阳极系统示意图
其通过使用电泳橇体作为中间导电载体,将后摆杆阳极电刷与摆杆导电体接通,摆杆导电体与电泳橇体接通,再通过电泳橇体与内部阳极的导电钩接通,实现整个阳极侧通电。
通过应用新型内部阳极导电系统之后,无需额外添加人工工位安装接电装置,内部阳极的拆卸可在电泳后或电泳烘干后完成。另外,摆杆和橇体导电体需要为其安装自动清洁装置,以确保长期稳定的导电性能。
以下是整个系统的主要组成部件的详细说明:
(1)电泳摆杆:包含阴极摆杆、阳极摆杆、电刷、电缆和摆杆导电体等组件。
为了实现内部阳极系统导电功能,在车身导电方面对摆杆做了阴阳极分配,由前摆杆接通阴极,后摆杆接通阳极。
(2)内部阳极:包括内部阳极主体、吊挂工作、导电电缆和导电钩等组件。
内部阳极主体根据车身后箱长度,内部被涂实际面积和膜厚进行设计,阳极的造型和吊挂的高度尽量保证至被涂面的距离相等,以保证膜厚均匀性。
内部阳极的末端与一根导电电缆相连,电缆另一端与导电钩相连,安装内部阳极时,在完成内部吊挂之后,仅需将导电钩插入橇体的工艺孔即完成所有工作,工作时长不超过30秒。
(3)导电体:电泳后摆杆和橇体上分别安装了导电体,分别用于将阳极电从摆杆引入,并传输至内部阳极。
(4)电泳橇体:其与车身连接为阴极,故橇体导电体也需要与橇体绝缘。
(5)辅助设备:由于摆杆与橇体导电体出槽后表面会带有浮漆,长时间不清理会影响导电性能。所以在橇体离开电泳摆杆进入烘干室前安装了橇体导电体清理装置(如图5)。同理,我们在摆杆返回段某一位置安装了类似的清理装置(如图6)。
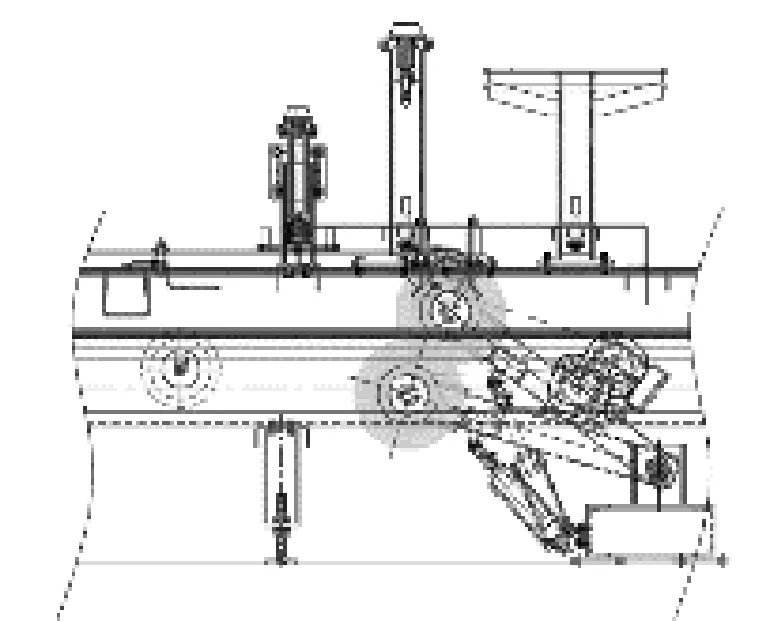
图5 橇体导电体清理装置

图6 摆杆导电体清理装置
4 注意事项
(1)在安装调试阶段,需要注意的事项:
检查所有摆杆、橇体和内部阳极的导电部件是否连接牢固;测试所有摆杆、橇体、内部阳极和导电铜牌的阳极导电部件与阴极导电部件的绝缘性;测试所有导电钩插入橇体尾部工艺孔后的防倾覆功能;测试所有摆杆导电体的压紧弹簧是否滑动灵活,旋转装置是否转动自如并能够正常回位;检查所有摆杆和橇体导电体的贴合度并做记录和相应调整;调整所有摆杆电刷的伸出距离满足图纸要求;检查导电铜牌平面度以及相对中心线位置尺寸;测试摆杆和橇体导电体清理装置的功能、摆臂设定位置和清理时间。
(2)在正式生产阶段,需要定期检查的事项:
检查所有摆杆、橇体和内部阳极上的导电部件是否出现松动;检查所有摆杆导电体的压紧弹簧是否滑动灵活,旋转装置是否转动自如并能够正常回位,存在问题的需拆除清理,清理方法通常采用溶剂浸泡,去处内部积漆,情况严重的需更换相应零件。检查所有摆杆电刷的磨损情况;检查摆杆和橇体导电体清理装置摩擦盘的磨损情况;检查摆杆导电体与电刷连接的电缆是否良好,如果发现损坏情况需及时更换,否则内部阳极回路断开会使内部阳极完全失效。
5 结 论
新型电泳内部阳极导电系统的成功开发和应用,实现了全自动接电,实现了在工件进入摆杆输送链前的预清理人工工位完成工件内部阳极的安装,有效解决了工人必须在进电泳槽前手工安装内部阳极和连接阳极电缆的问题,避免了安全风险。系统中的辅助设备保证了整套系统在在运行过程中的稳定性,自动化的辅助设备同时大大降低了运行维护的成本。鉴于目前前处理电泳输送系统的应用趋势,以及各企业对于人员操作安全意识的加强,此系统具有广泛的推广意义。