冲头速度对球销座热锻成形工艺研究
2022-07-20赵博宁李国坚
罗 若 , 赵博宁 , 李国坚
(1.柳州铁道职业技术学院装备制造学院,广西 柳州 545616;2.柳州五菱汽车工业公司,广西 柳州 545007)
转向球销座是焊接在下摆臂总成上,用于安装转向球销的零件,如图1所示。车辆通过下摆臂总成保持转向节和车架的刚性连接,车辆在转向的时候转向球销在球销座上多角度地旋转,使得转向机构得以平顺转向,保证在转向时车轮运动轨迹符合同向性要求,保证行驶和转向的稳定性和可靠性[1]。在车辆行驶过程中,车轮承受的车载重量和地面冲击通过转向节传递到转向球销,球销座承受着通过转向球销传递的垂直反力、纵向反力、侧向反力以及转向球销的运动摩擦,对球销座的抗冲击变形和抗磨能力有很高的要求,对球面精度要求较高[2]。
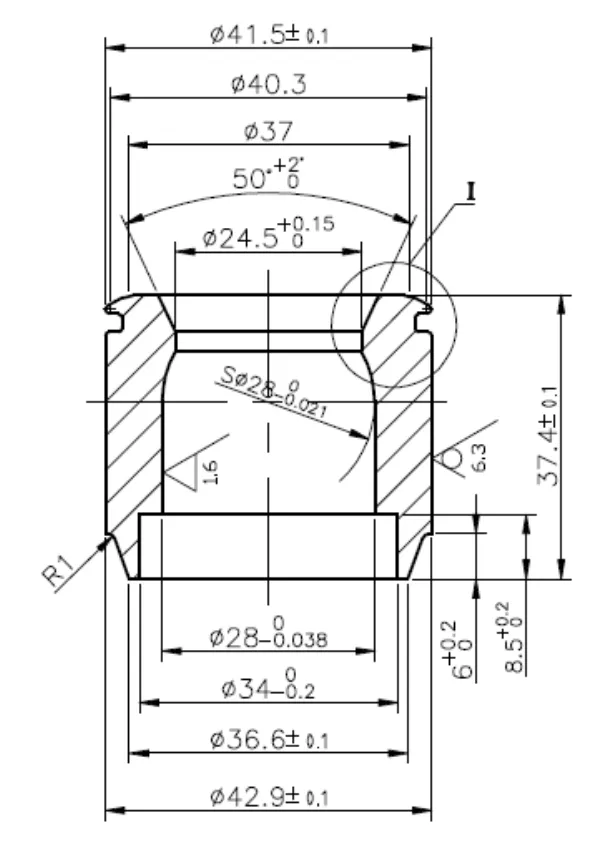
图1 球销座
1 球销座热锻工艺
1.1 球销座结构
本文所研究的球销座结构如图1所示。在实用热锻模设计与制造中查表热模锻压力机锻件分类得知,球销座属于圆形类零件,球销座头部直径为Φ41.5 mm,最大直径为Φ42.9 mm,整体高度为61 mm,内部中空空间的深度为30 mm,为轴对称零件,整体呈圆柱形状,适用于闭式锻模进行锻造[3]。
1.2 成形方案
球销座材料为调质处理的45号钢,该型号的钢属于优质碳素结构钢,具有一定的耐磨性,屈服强度为355 MPa,强度较高,冷塑性一般,在高温下锻造性较好[4]。常温下,球销座的质量m为1.23 kg,体积V为29 662.557 mm3。根据闭式锻模不产生飞边的特征可知,锻造后质量和体积不变,依据体积不变原则[5],应控制毛坯高度h为25 mm,毛坯直径d为Φ44 mm。锻造球销座的毛坯为圆柱毛坯,采用两次模锻成形,如图2所示。本文主要研究第一道工序的热锻成形过程。
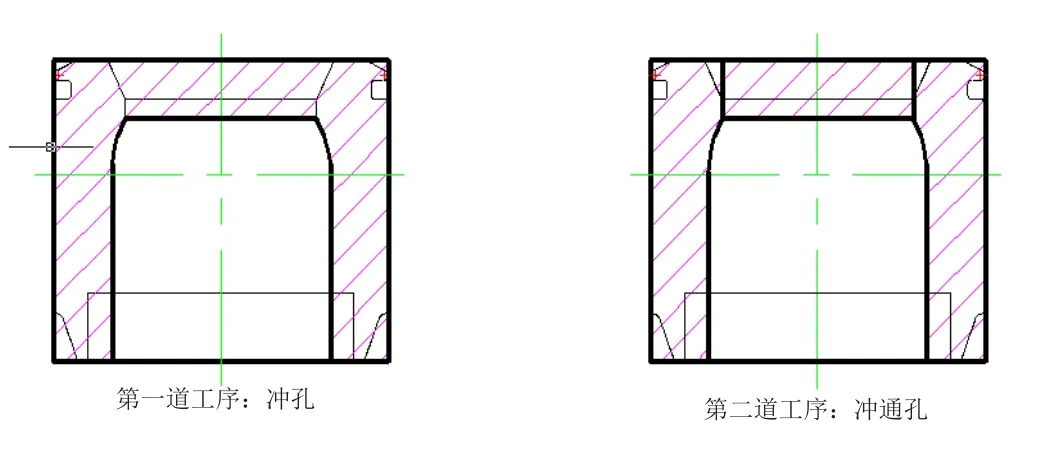
图2 成形方案
2 热锻过程分析
2.1 有限元模型建立
建立第一道工序锻模的凸模、凹模、毛坯。由于GB45钢与AISI-1045钢材料性能相似,在DEFORM中选用AISI-1045作为球销座闭式锻模毛坯和预锻后工件的材料,并定义锻造过程中发生形变的工件为塑性体,不发生形变的凹模和凸模为刚性体[6]。
热锻成形工艺:将加热后的坯料放置在模具中部,上冲头抵接于坯料端部,上冲头抵接于端部的外径处,锻压机对上冲头施加大小为V左的挤压速率。通过对锻造过程的分析,需要考虑锻件的尺寸以及锻造材质的特性[7]。本文拟定了热锻工艺参数:坯料直径为44 mm,长度为25 mm,拔模斜度为3°,坯料的加热温度为900 ℃~1 200 ℃,模具温度为常温,换热系数为2 400 W/(m2·℃),冲头进给速率为5 mm/s~30 mm/s。
2.2 冲头速度对锻件成形质量的影响
为了探究冲头速度对锻件成形质量的影响,主要从锻造过程中金属的流速分布、温度分布、应力分布规律来分析[8]。
2.2.1温度分布
图3为不同速度下成形工艺的温度分布云图。从图3的温度场可以看出,在同样的始锻温度下进行锻造时,v=10 mm/s的锻件温度为最低,这说明冲头速度越慢对锻件温度降低的影响越小。坯料中间和飞边边缘具有较高的温度,坯料与上模和下模之间接触部分的温度较低。由于为热冲孔,金属流动主要是向上移动,温度越高,流动越快。从图3可以看到,随着速度的增加,坯料上端的温度越来越高。
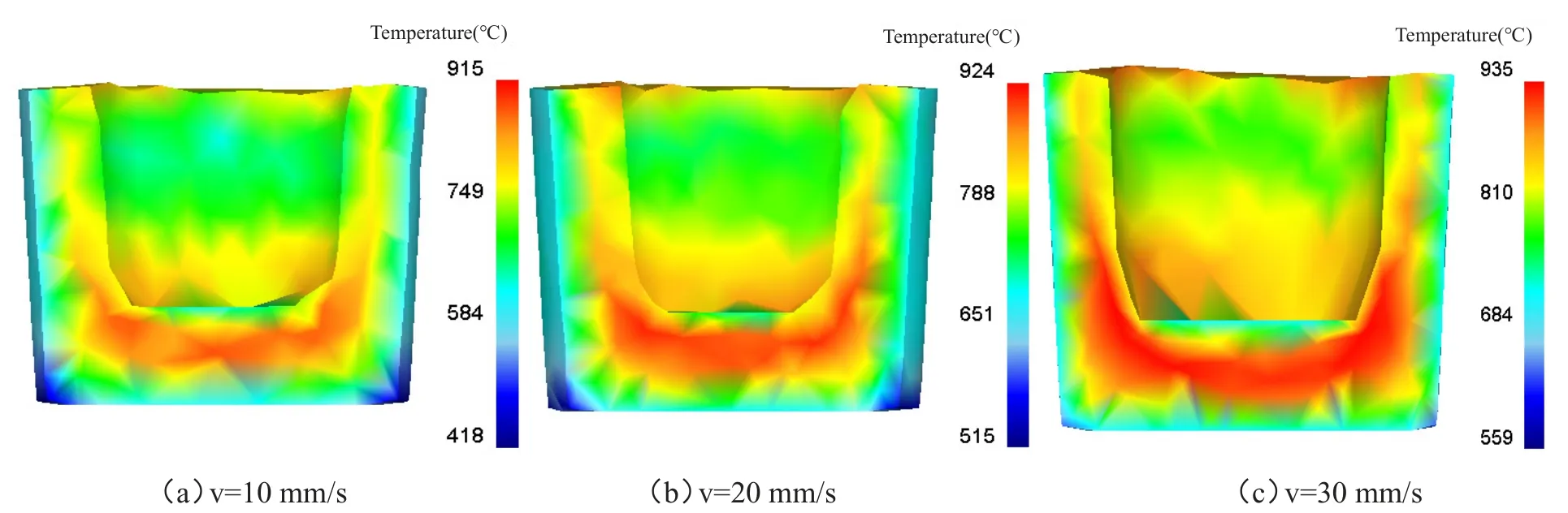
图3 锻件的温度分布图
2.2.2流速分布
图4为不同速度下锻件的金属流速分布云图。从图4可以看见,金属的最大流动速度比冲头的设定速度都大,流动方向与预设方向相同,在冲头底部,金属流动速度最大,超过冲头流动的速度,但是此处的等效应力和应变值较小。这说明该部分金属主要发生刚性平移。随着冲头速度的增加,金属流动的速度增大[9]。
2.2.3最大主应力分布
图5为不同速度下锻件的最大主应力分布云图。图6为应变等效分布云图。对比三个图可以看到,v=20 mm/s时的平均主应力最大和应变最大,此时金属成形越好,v=10 mm/s和v=30 mm/s明显填充效果不充分,成形效果不好[10]。
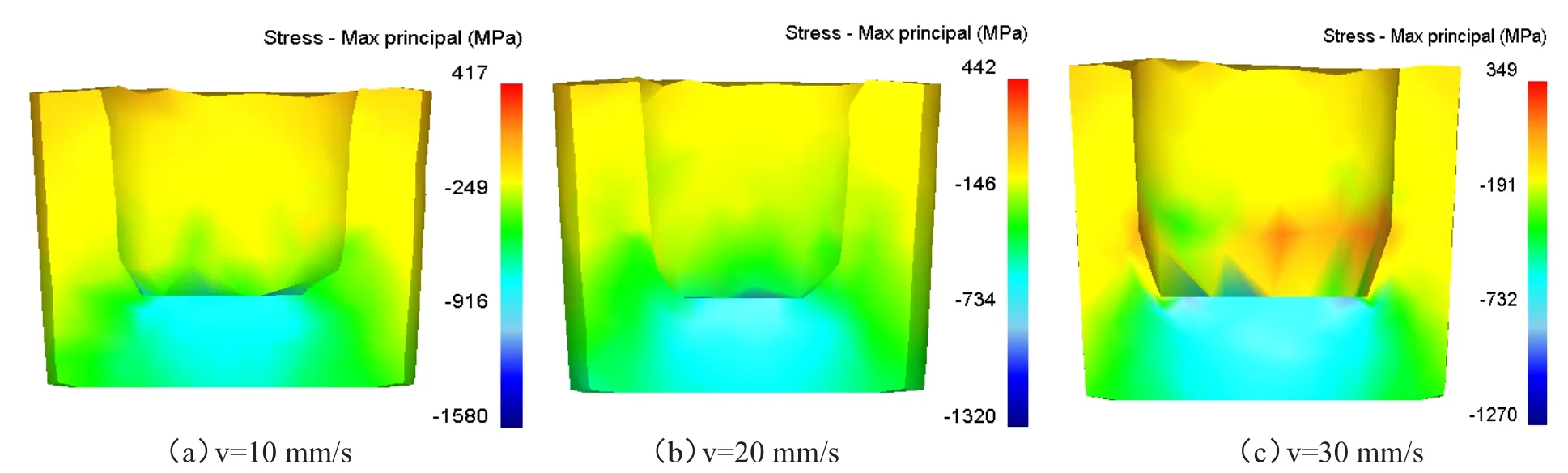
图5 锻件的最大主应力分布图

图6 锻件的应变分布图
3 结论
本文对球销座锻造工艺进行数值模拟,建立了的模拟模型,分析了不同冲头速度下该成形过程中的金属流动情况,坯料变形时的应变场、应力场、温度场、最大主应力、速度场的变化情况。对比结果发现,并非冲头速度越大,成形效果越好。成形工艺方案的应力、应变、温度场分布都更均匀,载荷也更小,有利于延长模具寿命,为球销座的实际生产提供了参考。
