高速铁路接触网新型斜腕臂及铰链型定位环研发
2022-07-20韩宝峰张晓辉张琦
韩宝峰,张晓辉,张琦
(1.宝鸡保德利电气设备有限责任公司,陕西 宝鸡 721000;2.中国铁路设计集团有限公司 电化电信工程设计研究院,天津 300308)
0 引言
目前,我国铁路既有接触网腕臂装置通过设置有顶紧螺栓的连接件连接平、斜腕臂[1-2],装配时通常采用固定的顶紧螺栓完成腕臂管和连接件之间的连接紧固。由于腕臂管与连接件之间的主要连接部位都是点接触,因此安全系数非常低,而且顶紧螺栓在长期振动过程中很容易产生松动。同样,连接件和腕臂管之间在长期服役过程中极易产生滑动现象,而运营维修人员很难及时找到原因,造成了潜在安全隐患[3-5]。随着国内外高速铁路的快速发展,对接触网零部件优化创新也提出了更高技术需求,研发构造简洁、性能平稳、质量轻,便于现场装配且免维修的斜腕臂系统已成趋势。定位环装置也是重要的连接件,其功能主要是串连定位管和斜腕臂。在既有刚性接触网装置体系中,连接方法通常是将定位环和腕臂支撑分别独立连接斜腕臂,其结构上相对可靠,但实际安装使用中,需要按照正、反定位安装形式分别考虑定位环和腕臂支撑之间的定位关系,其连接件数量很多,配置复杂。为了达到新型接触网系统装备可靠性高、简统化(结构简单、零件少、紧固件数量少、维护方便)的设计目标,研发新型组合式定位环装置也非常重要[6-11]。
1 传统腕臂结构及定位装置
1.1 腕臂结构
目前,三角形铝合金腕臂装置结构广泛应用于我国高速铁路(时速300~350 km)牵引供电系统中。其结构由平、斜腕臂组成,通过套管座连接在一起。套管座利用顶紧螺栓将其本体固定在斜腕臂上(见图1)。该结构含有套管座、承力索座2种零部件,相关连接件如螺栓等共计5个紧固件,同时相关紧固力矩要求也有所不同。该结构顶紧螺栓与腕臂管间的配合属于点接触,安装时可能由于施加力矩过大而对零件局部造成损伤甚至发生顶穿事故;另外,斜腕臂端头安装PVC管帽,由于PVC产品存在老化及热胀冷缩引起的脱落,易形成积水及杂物落入腕臂管,对腕臂管甚至整个腕臂支撑装置造成潜在安全隐患。针对以上问题,在结构、工艺、材料、制造模具等方面进行研究探讨,在保证其使用性能不变的前提下,研发简化零件结构的新型斜腕臂。

图1 传统斜腕臂和套管座结构
1.2 定位环结构
目前我国既有时速350 km高铁接触网腕臂系统主要由铝合金三角形腕臂构成。定位管水平、斜腕臂采用金属定位环连接,由套管单耳将腕臂支撑定位在水平、斜腕臂上(见图2)。该连接方法主要由定位环、套管单耳等构成,虽然可达到相对安全的连接效果,但实际安装与使用中需要同时通过正、反向的定位考虑位置关系,无形中增加了施工工作量。定位环和套管单耳材质为AlSi7Mg0.3,采用铝合金铸造工艺。通过对既有构件进行深入分析,从工艺、材料、结构、模具制造等方面提出一体式铰链型定位环方案。

图2 传统定位环和支撑连接结构
2 新型腕臂结构及定位装置
2.1 新型腕臂结构特点
新型斜腕臂从结构上来说为组合型零件,集传统连接件和既有功能于一体,由斜腕臂管、锻造式单耳和相关连接件构成。既可连接平斜腕臂,又可承托承力索、固定定位管(见图3(a))。斜腕臂一端的单耳构造,通过2条互相交叉分布的铆接线分别贯穿斜腕臂自然本体和“十”字形柱箍体,从而使单耳结构稳定于斜腕臂上(见图3(b))。平斜腕臂的连接通过承力索座的双耳及斜腕臂上的单耳实现。该构件在原来构造基础上扬长避短,既减少了顶紧螺栓连接对斜腕臂管的磨损,也使整个构件受力更为平衡、合理。该结构明显降低了零件组成数量且无需紧固件,在提升产品服役性能的同时,取消了斜腕臂连接件、管帽等零部件,从而改善了产品的内部结构、降低了产品自质量,且便于施工安装。连接部位采用单耳结构,其材料为6082铝合金,制造工艺为锻造。其优点为结构简单、可靠,既从结构上克服了套筒结构难锻造的缺点,又从制造工艺上避免了铸造缺陷。

图3 新型斜腕臂结构
2.2 新型定位环受力分析
铰链型定位环是组合型零件,集套管单耳和定位环功能于一体。由下连接双耳、下连接单耳、旋转平双耳、翻边铆接和销子等构成,不仅可连接斜腕臂和定位管,同时又起到连接腕臂支撑一端的作用(见图4)。铰链型的定位环一般采用合页型构造(铰链、抱箍),并采用销轴连接紧固在斜腕臂上。铰接轴于厂内安装后,无需经过现场预配,且只需要通过2套螺栓的连接便能完成正腕臂、支撑接头以及斜腕臂、定位管连接,从而降低了零部件、紧固件的数量,减少了安装、运营、维护工作量。同时,克服了既有连接方式中U螺栓与斜腕臂接触面积小的缺点。上部抱箍为独立双耳、下部抱箍为单耳,整体结构简单。

图4 铰链型定位环结构
套管单耳作为铝合金定位环的一部分,其材质为AlSi7Mg0.3,屈服强度为240 MPa。铰链型定位环材质为6082铝合金,屈服强度约为260 MPa。通过有限元分析对传统定位环(主要针对套管单耳)和铰链型定位环进行模拟(见图5、图6)。铰链型定位环采用合页型构造,在相互连接的直螺栓上施加正常工作紧固力矩。经过分析表明,原结构和铰链型结构受力后均满足材料屈服强度要求。由于原有定位环构成了部分套管单耳与斜腕臂的节点、直线联系,受力相对集中,在增加了固定力矩后,结构已趋近于材质的最大屈服强度,实际装配过程中若出现对紧固力矩使用错误的情形,则容易引起零部件损伤问题。铰链型结构受力较平衡,斜腕臂的最大应力值远远低于U螺栓结构的最大应力值,在构造上更合理。
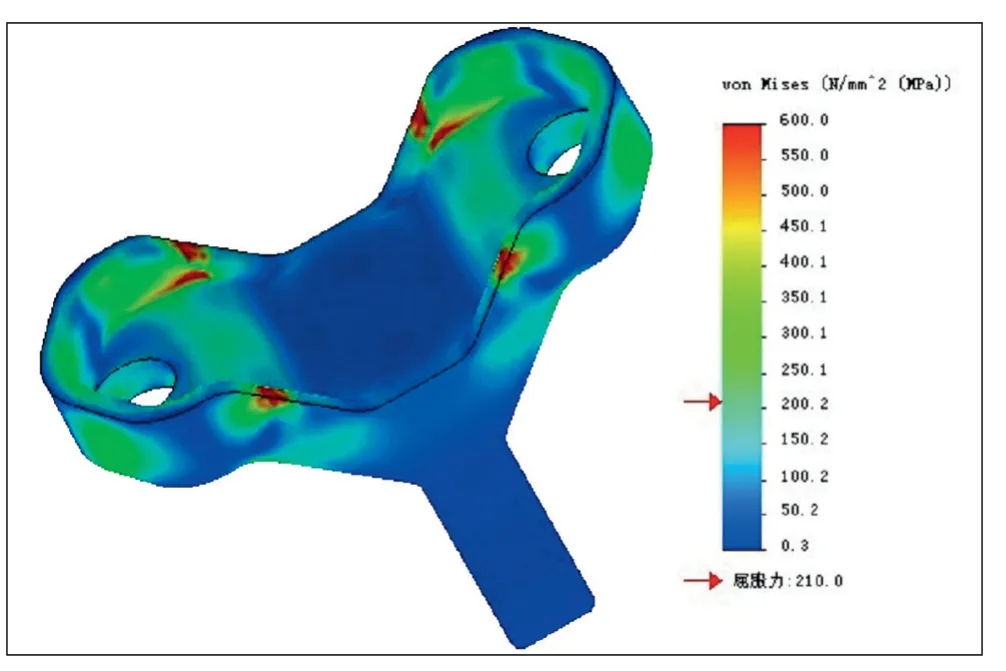
图5 传统套管单耳(传统定位环组成部分)受力分析
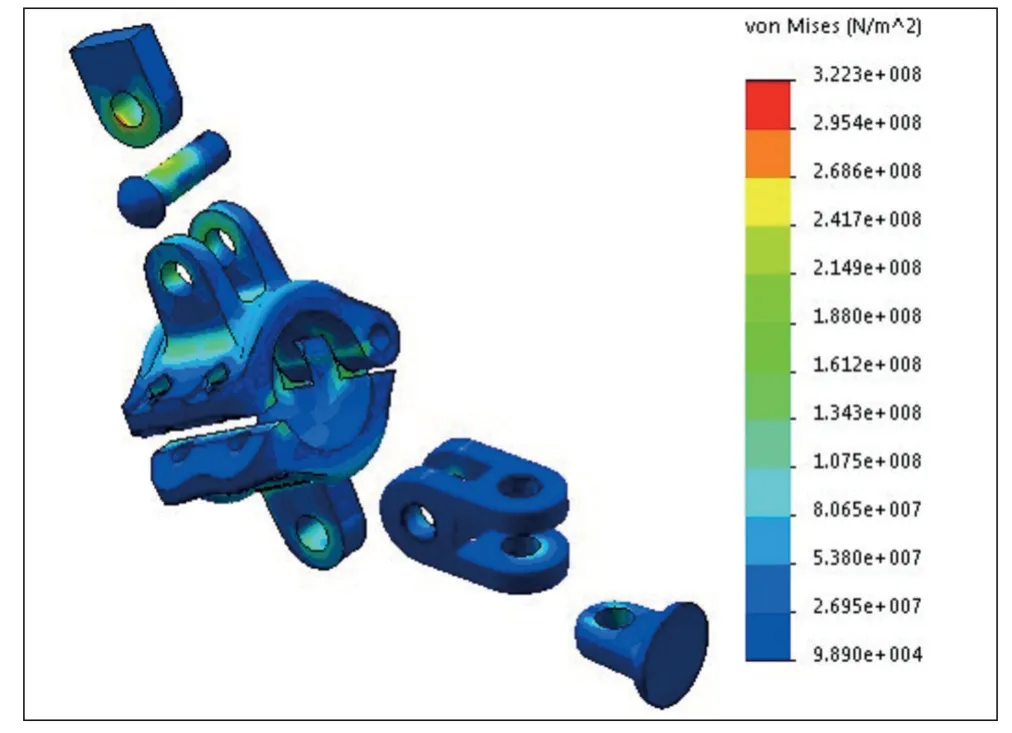
图6 铰链型定位环受力分析
3 工艺分析
3.1 新型腕臂
为及时预知锻造机械在实际制造成型过程中的原物料流动规律、温度分布及变化规律、应力应变、模具受力条件等重要信息,利用有限元手段,借助锻造机械建模仿真软件FORGE对结构材料进行计算分析。利用该研究成果,还可在早期阶段发现锻造工艺中可能会出现的问题,如折叠、流线不顺、涡流、裂缝、锻件过烧等。并在此基础上,进一步对原结构材料的组合特性、尺寸精度以及表面质量等进行优化,从而改善产品的内部品质、工艺出品效率和制造效果。另外,通过计算改善工艺质量有助于降低模具消耗的费用,减少模具变形,从而延长模具使用寿命。该计算分析系统可针对锻压装置和锻造产品的成型结构推荐在相应吨位上进行锻造,以预测构造应力和压力变化等,用于指导设计制造。
从坯料与模具的对接、成型和脱模等方面,应用锻造过程模拟软件针对结构在实际生产中较难成型的“十”字柱筋锻造式单耳管进行锻造过程的模拟仿真。模具和坯料接触瞬间、单耳成型和自动脱模后的仿真结果见图7—图9。

图7 模具与坯料接触瞬间仿真

图9 自动脱模仿真
通过以上分析,可得斜腕臂的单耳锻后表面折叠存在的区域、模具易损的部位(见图10、图11中红色及黄色区域)。经过分析折叠缺陷,推测可能是由于坯料摆放位置不合理或模具的圆角过小造成,应在坯料拐角部位增加更多材料,或增加在其拐角处的倒角半径至5 mm,以便减少折叠现象的产生,使折叠现象尽可能抑制在飞边上。
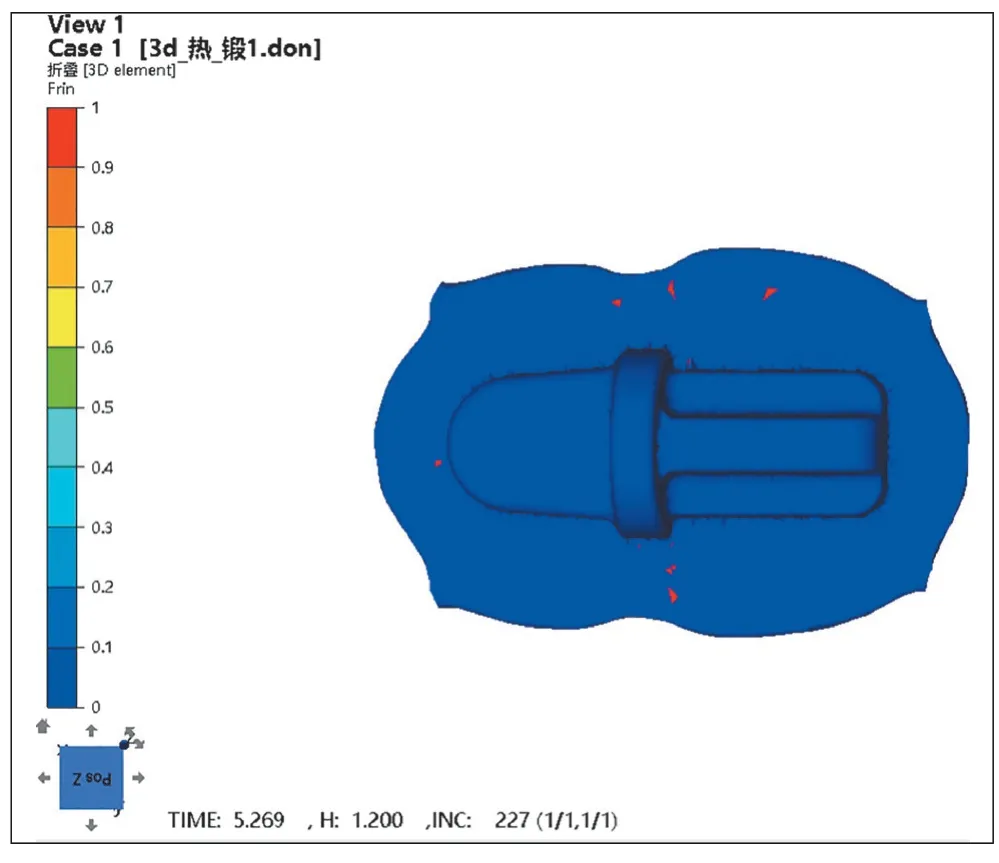
图10 锻造模拟分析显示折叠区域

图11 锻造模拟分析显示易损部位
对模具磨损问题进行分析,在确定了“十”字柱筋单耳应用功能和技术特性的前提下,建议把外侧单耳拔模的斜度范围及根部圆弧倒角半径增加至5 mm,以有利于脱模,同时可延长模具的使用期限。

图8 单耳成型仿真
3.2 新型定位环
利用锻造仿真软件FORGE能够对锻件的填料折叠作出评价,从而提前确定是否出现断裂并预测类似于折叠的缺点,而利用软件数值模拟则可进行物料流动预测,预知零件缺点,同时还能准确分析零件的最终几何造型,从而达到用软件模拟代替实物试模,优化了试错学习,缩短了制作周期,可大大提高锻件的成型品质和生产效率。以旋转平双耳为例,利用模拟软件可完成整个锻造流程仿真(见图12—图14)。

图12 模具与坯料的接触仿真
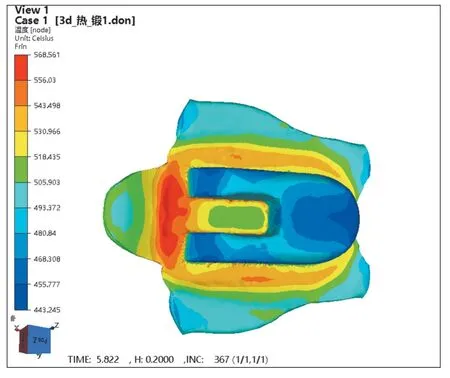
图14 零件脱模仿真

图13 零件成型仿真
由模拟仿真结果可得零件锻后结构折叠和模具易损的情况(见图15、图16中红色区域)。针对折叠缺陷的单独剖析可以得出,折叠缺陷产生的主因在于坯料摆放方式不合理及模具内圆角过小。优化措施为:选用圆棒毛坯料,且在毛坯料转角处部位预留适当物料,并增加在模具拐角处的小圆角,以尽量避免堆叠发生。针对模型易破碎的解决方案主要是:增加外侧的拔模斜率以及根部圆弧反角。该方案更容易自动脱模,并增加了模型使用期限。

图15 锻造模拟分析显示折叠区域
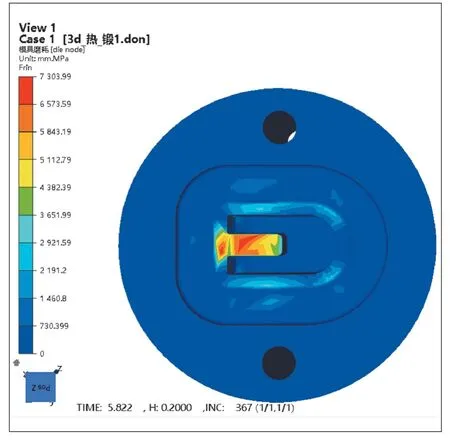
图16 锻造模拟分析显示易损部位
优化后的模具实现自动顶料,缩短了人工手动脱模时间,降低了模具制造型腔的疲劳性能,延长了模具制造型腔使用寿命,减少了模具修理频率,明显提升了产品制造效率。
4 模具及主要工艺流程控制
4.1 新型腕臂模具设计及工艺控制
通过对“十”字柱筋单耳锻造的形状、结构和材料特性进行数据模拟分析,得出最优的锻造工艺方式,即采用一次模锻成型工艺方法,最终确定单耳的锻件图,其主要内容包括分型面的形态、位置,与锻压机的公差、余量,以及半径5 mm的圆角设计、拔模斜率、冲磨连皮形状和锻造机收缩率等。由于锻造模具工作时需不断承受反复冲击载荷,同时温度冷热交替,部件间相互磨损严重。在设计模具时,应选择能较好克服以上工况且耐用的模具材料并制定可行的工艺方案。
通过对锻造力模拟工艺分析,斜腕臂接头零部件“十”字柱筋单耳采用H13钢材料,该材质具备优异的耐热疲劳性和耐冲击性,适宜用来制作水冷、高负载、高循环周期工作条件的热锻模。锻造力数据分析表明,“十”字柱筋单耳最优形式应采用总体式锻造模(模具的上、下模均为总体式模板),整个模型可直接固定在高压压气机上。该方法能够有效改善模型的抗破坏特性。同时利用软件,在成型加工完毕后还可使用三坐标测量仪实现型腔与产品之间的一致性比对测量。经生产试制,零件成型后外形饱满、无缺陷。
4.2 新型定位环模具设计及工艺控制
新型定位环确定采用一次模锻成型锻造工艺。锻造过程中,也应高度重视锻造流线分布问题,尽管铝合金材质的可锻性较好,但流线分布不可忽视。同时还应充分考虑应力聚集现象,并据此设计模具的分模面;铝合金材质具有流动性较差(与钢材质相比)、摩擦力较大的特性,在设计圆角时应考虑增大圆角。
在模具设计流程中,应考虑模具使用环境问题。锻造模具应用环境恶劣,必须选用合适的模具材质。H13热作模具钢具有超高的淬透力、高韧度和优良的抗热裂能力,在工作场所中可予以水冷。结合锻造的模拟工艺分析和材料使用经验,合页型定位环旋转平双耳选用该材料作为模具钢。
5 结束语
新型接触网腕臂系统采用一体式结构、双“十”字柱筋单耳连接方式和锻造生产制作工艺。在构造上更为简单,有效减少了零部件组成量,同时取消了原来必需的紧固件,彻底消除了铸造工艺的自身技术弊端,并改善了材料材质,从根源上改善了零部件的综合服役特性。新型定位环将传统套筒双耳和铝合金定位环2个连接零部件功能合二为一,因而大大减少了零部件类型和固定件的总量,也极大降低了现场施工和后期运营维修工作量,其最大优点是使用了铰链抱箍的连接技术和锻造工艺,零部件和紧固件的总量都有所减小,结构受力也实现了优化。接触网新型斜腕臂及铰链型定位环的成功研发,为我国高速铁路接触网装备技术升级提供了新思路。
