轮胎胎圈敷贴质量控制
2022-07-20张志坚王纪增田冬冬崔桐齐徐祥越
张志坚,张 超,王纪增,谭 云,田冬冬,崔桐齐,徐祥越,洪 剑
(八亿橡胶有限责任公司,山东 枣庄 277800)
随着新冠肺炎疫情的持续肆虐,轮胎出口市场严重受阻,国内轮胎市场的竞争进入了白热化阶段,中小企业倒闭、兼并、重组频频发生。在此形势下,坚持走质量、品牌路线是提升产品市场竞争力的有效办法,同时对轮胎质量管控提出了新的要求。
胎圈复合件(以下简称胎圈)位于轮胎的圈口位置,由三角胶、钢丝圈和螺旋包布组成,是轮胎重要的组成部件,它与汽车轮毂相接触,主要起着承载的作用,能承受因内压而产生的伸张力,克服轮胎转弯所带来的横向作用力,使外胎不致脱出轮辋[1-7]。胎圈在加工生产过程中需经多道工序,关键控制点较多,质量管控难度较大(见图1),加工过程中易出现平整性差、钢丝圈与三角胶贴合不实等异常,且X光质量检验无法检出存在这些异常问题的成品轮胎,问题轮胎在使用过程中会出现胎圈空、胎圈爆和抽丝爆等,造成消费者人身和财产安全隐患,影响品牌形象。为此,我公司成立专项攻关小组,分析影响胎圈敷贴质量的因素,并提出相应解决措施,以保证胎圈质量的合格率,提高产品质量。
1 原因分析
1.1 终炼胶性能不合适
三角胶用终炼胶门尼粘度和硬度偏高。终炼胶门尼粘度和邵尔A型硬度对三角胶质量的影响见表1。从表1可以看出,采用门尼粘度较低的胶料生产的三角胶致密性最好,胎圈敷贴质量最好。
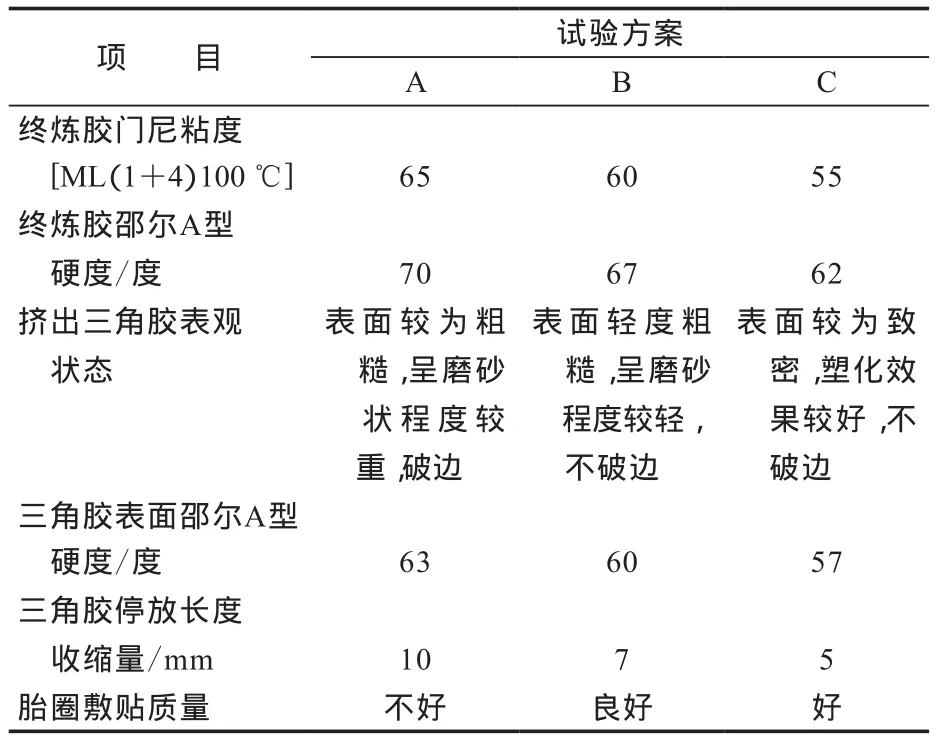
表1 终炼胶门尼粘度和硬度对三角胶质量的影响
1.2 三角胶根部几何形状设计缺陷
三角胶挤出口型设计时根部形状设计不合理,与钢丝圈外形尺寸、角度差异较大,导致钢丝圈与三角胶根部匹配性差,三角胶根部存气高无法贴实,造成胎圈质量不合格。
1.3 三角胶结构设计缺陷
三角胶硬胶面积和宽度小,敷贴时胎圈挺性差。三角胶类型及搭接形式(见图2)对胎圈敷贴质量的影响为:X三角胶(弧形搭接,硬胶宽度为55 mm)敷贴质量良好;Y三角胶(折状搭接,硬胶宽度为40 mm)敷贴质量不佳,胎圈外翻,平整性差;Z三角胶(弧形或折状搭接,硬胶宽度为65 mm)敷贴质量好,但其硬胶面积较大,会对成品轮胎质量造成不良影响,不建议采用。
1.4 三角胶生产参数异常
三角胶生产速度快,胶料焦烧,表面粘性差。操作工为提升产出量,作业时挤出机转速过快(有时达到额定转速的90%),导致部件挤出温度过高,严重时会造成胶料焦烧,胶料流动性差,表面硬度较高,极易导致胎圈敷贴不实。
1.5 部件尺寸不合格
三角胶根部厚度超出公差范围,易造成钢丝圈与三角胶根部无法贴实、有间隙;钢丝圈钢丝排列异常,贴合面单丝凸起,易导致钢丝圈与三角胶无法贴实,如图3所示。
1.6 设备精度不达标
(1)敷贴机伞贴撑板周向撑起不同步、不同心,易造成三角胶与钢丝圈贴合局部周向不一致,导致胎圈敷贴质量不合格。
(2)敷贴机伞贴爪与敷贴面板间距设置不合理,易造成钢丝圈与三角胶整体贴偏、错位。
(3)钢丝圈撑起盘撑起不到位,易出现钢丝圈与三角胶贴合不实、异常。
1.7 物料存放环境温度和湿度不合适
三角胶存放环境温度较低。季节交替时胎圈敷贴质量波动性较大,因昼夜温度和湿度变化大,天然橡胶等原材料受温度和湿度影响,胶料加工性能不稳定。终炼胶停放因每桌要摆放3—4车,受停放时间及环境温度、湿度等变化影响,整桌终炼胶内部与外部的加工性能不一致,极易造成三角胶质量不稳定,导致胎圈敷贴质量不合格。
2 解决措施
2.1 严格控制三角胶用胶料性能
对三角胶用胶料门尼粘度及硬度进行重新标定,按标准值至下限值之间每隔3个值分别生产2桌终炼胶用于三角胶生产试验,验证不同门尼粘度、硬度胶料生产三角胶工艺通过性,通过评价确定最优参数,然后对终炼胶指标进行严格控制。
2.2 优化三角胶口型设计
为保证三角胶与钢丝圈的完美结合,应用三角胶口型新设计理念,即三角胶拓印开型法(见图4),保证钢丝圈与三角胶根部形状匹配性较好,使钢丝圈与三角胶贴合质量明显提升,较大程度上避免了因匹配性差造成的贴合不实问题。
2.3 结合产品类型制定三角胶设计参数对照表
为规范三角胶的设计,根据轻型载重、标准载重、重型载重、矿山防爆、中长途轮胎等产品类型,并结合花纹使用路况制定了三角胶硬胶设计标准。新产品设计时严格对照标准落实三角胶尺寸设计,并落实首批验证、周期试制评价制度,确保设计参数的工艺通过性,稳定胎圈敷贴质量,提升成品轮胎胎圈耐久与承载性能。
2.4 固定三角胶生产参数
挤出转速与挤出温度是成正比的,挤出转速高时挤出温度同样也会达到工艺控制的临界点,为避免挤出转速过高,对挤出参数(包括挤出机温度)落实固化,提升胶料流动性,防止胎圈敷贴质量异常。
2.5 确保部件尺寸合格
(1)恒定生胶源头,同批次生胶定向生产三角胶部件,减小三角胶部件尺寸波动,稳定三角胶与胎圈敷贴质量。
(2)制定三角胶挤出标准操作法,成立三角胶定向生产专班,专职生产三角胶部件,防止因操作差异带来的三角胶尺寸波动,最大程度上减小半成品质量波动。
(3)制定三角胶挤出部件周期性质量例行检查制度,质量保证部门和生产系统采用定期例行检查、不定期抽查的方式检查三角胶生产质量,严格管控,降低三角胶质量异常发生率。
2.6 确保设备精度达标
针对敷贴机机械频率大、精度保持难的问题,制定设备全生命周期管理方案,确定设备包机制度,明确人员专项包机职责,谁包机谁负责,推进设备专管专责与薪酬挂钩的管理理念,提升维修人员对设备的维保力度,确保设备高精度运行,稳定产品质量。
2.7 固定物料存放环境条件
对原材料、终炼胶、三角胶、包布后钢丝圈的存放环境加强控制,在存放区域内安装温度和湿度测量装置,由质量检查人员落实监控,存放区域门窗禁止随意开关,同时对终炼胶停放时间进行重新设定,缩短终炼胶停放时间,最大程度地防止存放区域温度和湿度变化对产品质量的影响。
3 结语
分析影响胎圈敷贴质量的因素,通过采取严格控制三角胶用胶料性能、优化三角胶口型设计、结合产品类型制定三角胶设计参数对照表、固定三角胶生产参数、确保部件尺寸合格和设备精度达标以及固定物料存放环境条件等措施,胎圈敷贴异常问题得到有效解决,因胎圈质量缺陷而产生的理赔轮胎明显减少,成品轮胎胎圈问题返回率由0.754%降至0.213%,较大程度上避免了因胎圈质量异常所引发的胎圈空和抽丝爆等问题,在提高经济效益的同时,提升了公司产品品牌形象与市场占有率。
