3+9+15×0.225ST钢丝帘线背丝问题的工艺优化
2022-07-20孙仲超陈立强邱长青张建立杜源花
孙仲超,陈立强,邱长青,张建立,杜源花
(山东胜通钢帘线股份有限公司,山东 东营 257500)
随着国内轮胎产能的持续提升,行业竞争压力日趋激烈,负荷能力强、安全性能出色、耐磨性能稳定的子午线轮胎愈发受到轮胎行业的重视。钢丝帘线作为子午线轮胎的主要骨架材料,其产品稳定性及在轮胎中的使用性能对成品轮胎质量产生直接影响[1-3]。面对复杂的市场环境,子午线轮胎对钢丝帘线的性能需求也日益多样,钢丝帘线除满足基本破断力、铜含量等要求外,还要求具备良好的耐疲劳性能。与此同时,在轮胎轻量化、绿色化的发展方向中,钢丝帘线的发展也呈现出一系列新特点[4-5]:(1)传统交互捻制且带外绕丝多层结构的钢丝帘线正逐渐被同捻向、无外绕丝的新型钢丝帘线所替代;(2)普通强度(NT)的钢丝帘线正被高强度(HT)、超高强度(ST)、特高强度(UT)的钢丝帘线所替代,强度更高的钢丝帘线在轮胎生产过程中能显著减小胶料和钢丝帘线的用量,更符合轮胎绿色化发展道路;(3)在捻制过程中钢丝变形方式对钢丝帘线的渗胶和耐疲劳等关键性能以及轮胎的综合性能尤为重要,全渗胶空间预变形技术和预变形器Crimp预变形技术在不影响钢丝帘线基本性能的同时,显著提高了钢丝帘线的渗胶性能,轮胎的使用性能更稳定;(4)胶料与钢丝帘线间的粘合力是衡量轮胎骨架材料性能的重要指标,子午线轮胎技术的日益成熟对胶料与钢丝帘线的耐老化性能也提出了更高要求,贝卡尔特(中国)技术研发有限公司开发的贝泰威钢丝帘线在一定程度上提高了特定环境下老化粘合力保持率,同时改善胶料的耐热老化性能,为钢丝帘线镀层的发展开辟了一个新方向。
我公司在为国内某大型工程机械轮胎企业生产3+9+15×0.225ST钢丝帘线时,曾遇到产品成型不佳、背丝现象频繁的问题。为提高生产效率,改善产品质量,本工作采用正交试验法优选工艺参数[6],得到3+9+15× 0.225ST钢丝帘线背丝问题的改善方案。
1 实验
1.1 钢丝帘线的性能指标及背丝检测方法
3+9+15×0.225ST钢丝帘线的主要性能指标为:直径 1.31 mm,捻向 Z/Z/Z,捻距 6.3/12.5/18 mm,破断力 ≥3 510 N,镀层铜质量分数 0.635,镀层质量 3.8 g·kg-1。
GB/T 11181—2016《子午线轮胎用钢帘线》中规定,钢丝帘线成品应捻制均匀,不得出现背丝(背股)等缺陷。在钢丝帘线生产过程中,常规背丝的检测手段为背丝检测仪(SBD)片接触式检测,其方法为选用符合钢丝帘线直径的SBD片(本试验采用SBD片直径为1.4 mm),在钢丝帘线收卷时经过SBD片中间圆孔,如钢丝帘线出现背丝(背股)现象,必然导致钢丝帘线直径超出SBD片直径,使SBD片向上位移,从而触动报警装置,停车。背丝检测方法如图1所示。
1.2 正交试验设计
结合以往生产经验,确定影响3+9+15×0.225ST钢丝帘线成品背丝问题的主要因素为+3层芯线单丝预变形器(A)、+9层残余扭转(B)和涂油棉线直径(C)。其中,不同的预变形器对应不同的预变形量。相互独立的参数选定后,根据这些参数在生产中可能的变化范围来安排试验,试验测试的钢丝帘线性能指标是捻制后成品钢丝帘线的万米背丝点数量。
正交试验因素水平表见表1,选用L9(33)进行正交试验设计,试验方案如表2所示。

表1 正交试验因素水平表

表2 正交试验方案
2 结果与讨论
依据正交试验方案设计,将不同组合的影响因素进行调试,获取不同工艺生产的3+9+15×0.225ST钢帘线的万米背丝点数量,结果见表3。
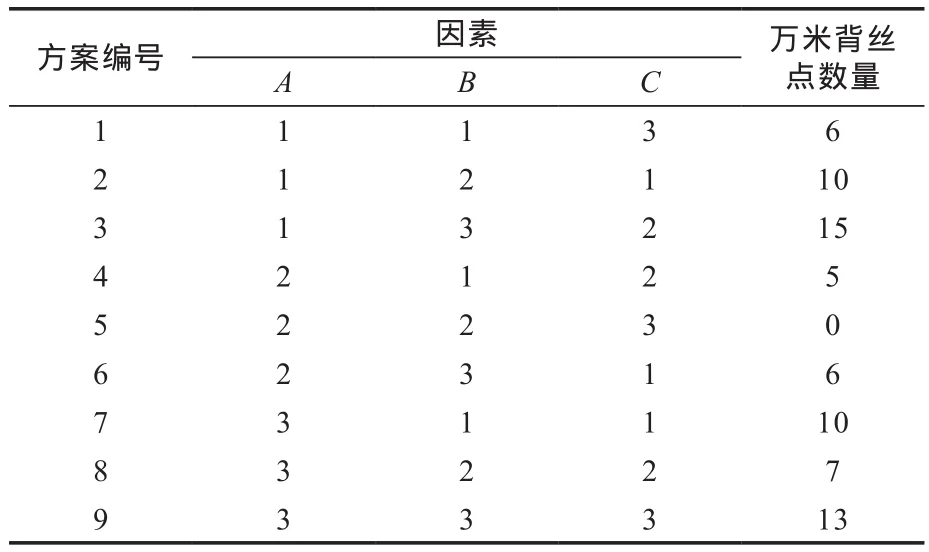
表3 试验结果
为更直观地探讨正交试验数据的变化规律,理清各影响因素对试验结果的影响,对计算结果做进一步分析。试验数据的极差分析结果如表4所示。

表4 正交试验钢丝帘线万米背丝点数量极差分析结果
对比表3中9个试验3+9+15×0.225ST钢丝帘线的万米背丝点数量可知,方案5的结果最理想,在给定的试验条件下,钢丝帘线背丝问题完全消除。
根据表4中各因素不同水平总和及平均值,可以看出各因素不同水平对钢丝帘线万米背丝点数量影响的变化趋势,计算分析结果与表3试验结果相吻合,即最优组合为A2B2C3,因此选出的最佳工艺组合为:+3层芯线单丝预变形器选用预变形器sleeve15、+9层残余扭转控制在(18±3)圈范围内、涂油棉线直径为1 mm。
本试验中选取万米背丝点数量为最终输出结果,极差值的大小与试验结果呈负相关性,极差值越小表示对试验结果影响越大,反之则正相反。由表4可知,试验因素影响3+9+15×0.225ST钢丝帘线成品背丝问题的主次顺序依次为涂油棉线直径、+9层残余扭转、+3层芯线单丝预变形器。由此可见,涂油棉线直径对万米背丝点数量的影响最大。
3 工艺稳定性评估
采用所选的最优工艺组合,对3+9+15×0.225ST钢丝帘线成品背丝问题进行工艺稳定性评估试验。评估试验选用小批量捻股机台进行连续生产,读取SBD片报警次数,并采用人工测量确认法进行测试,统计结果如表5所示。
由表5可知,背丝率总计仅为6%,由此判定优选工艺组合较为理想,生产过程稳定。

表5 工艺稳定性评估结果
4 结论
采用正交试验法对3+9+15×0.225ST钢丝帘线背丝问题进行测试,得到较为理想的工艺组合条件:+3层芯线单丝预变形器选用预变形器sleeve15、+9层残余扭转控制在(18±3)圈范围内、涂油棉线直径为1 mm。同时确定影响该结构钢丝帘线背丝的首要因素为涂油棉线直径,即棉线涂油量。
实践证明,采用优化工艺生产的3+9+15×0.225ST钢丝帘线背丝现象出现的频率显著降低,生产过程稳定,生产效率得到较大提升,产品各项性能指标均符合客户标准要求,优化工艺在实际生产中得到了广泛推广。
