Alloying design and microstructural control strategies towards developing Mg alloys with enhanced ductility
2022-07-13ZhongZhengJinMinZhSiQingWngShiChoWngChengWngHiLongJiHuiYunWng
Zhong-Zheng Jin, Min Zh,b,c,∗, Si-Qing Wng, Shi-Cho Wng, Cheng Wng,Hi-Long Ji,b,∗, Hui-Yun Wng,b,c
a Key Laboratory of Automobile Materials of Ministry of Education & School of Materials Science and Engineering, Nanling Campus, Jilin University, No.5988 Renmin Street, Changchun 130025, China
b International Center of Future Science, Jilin University, Changchun 130012, China
cState Key Laboratory of Superhard Materials, Jilin University, Changchun 130012, China
Abstract
Keywords: Mg alloys; Alloying; Microstructure; Ductility; Strength.
1.Introduction
Nowadays, Mg alloys have attracted considerable attention as the lightest structural alloys, owing to their high strengthto-weight ratio.They have great potential to improve energy efficiency in the fields of aerospace and automobile [1–3].However, Mg alloys usually possess poor formability and ductility at room temperature, owing to the hexagonal closepacked (hcp) crystal structure [4].Indeed, transitions from pyramidal
In this review, recent developments of Mg alloys with enhanced ductility have been reviewed in terms of alloy-ing design strategies and microstructural control via advanced processing technologies.It may provide insights for fabricating Mg alloys with enhanced formability and ductility via a proper alloying design coupling with smart microstructural control.
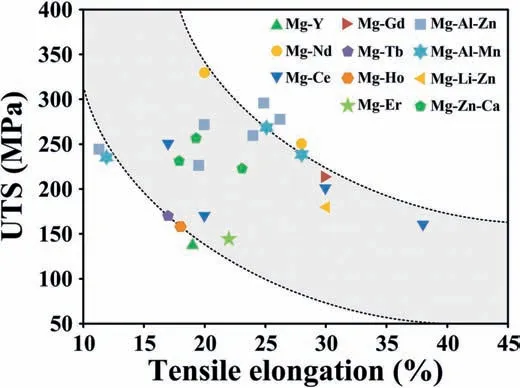
Fig.1.Relationships between UTS and elongation of Mg-RE and RE-free alloys,including Mg-Y[25],Mg-Nd[28,29],Mg-Ce[17,30],Mg-Gd[31],Mg-Tb[55],Mg-Ho[55],Mg-Er[55],Mg-Al-Zn[56–58],Mg-Al-Mn[56,57,59],Mg-Li-Zn [60]and Mg-Zn-Ca [13,61]system alloys.Two dotted lines showing the trade-off relationship between strength and ductility (banana curve).
2.Effect of alloying on enhanced ductility
2.1.The influence of solutes on deformation plasticity
Alloying is regarded as an effective approach to enhance ductility via refining grain size, weakening the unfavorable strong basal texture [21,22], strengthening basal slip[23], and activating non-basal slip systems [17]or twinning [24].The addition of rare earth (RE) elements, including Y [25–27],Nd [28,29], Ce [17,30], Gd [31,32]and Er [33], imposes beneficial effects on weakening basal texture, leading to superior room-temperature ductility.For example, an elongation of ~38% for a forged Mg-0.2Ce alloy [30]and ~30% for an extruded Mg-1.6Zn-0.5Gd alloy [31]could be obtained(Fig.1 and Table 1).Based on slip trace analysis, several studies reported that the addition of Y element contributed to the activation of non-basal slips [34,35], which providedc-axis strain accommodation and thus satisfied the Von Mises criteria [36].Transmission electron microscopy (TEM) studies further show that Gd element could enhance non-basal slip activities [37].
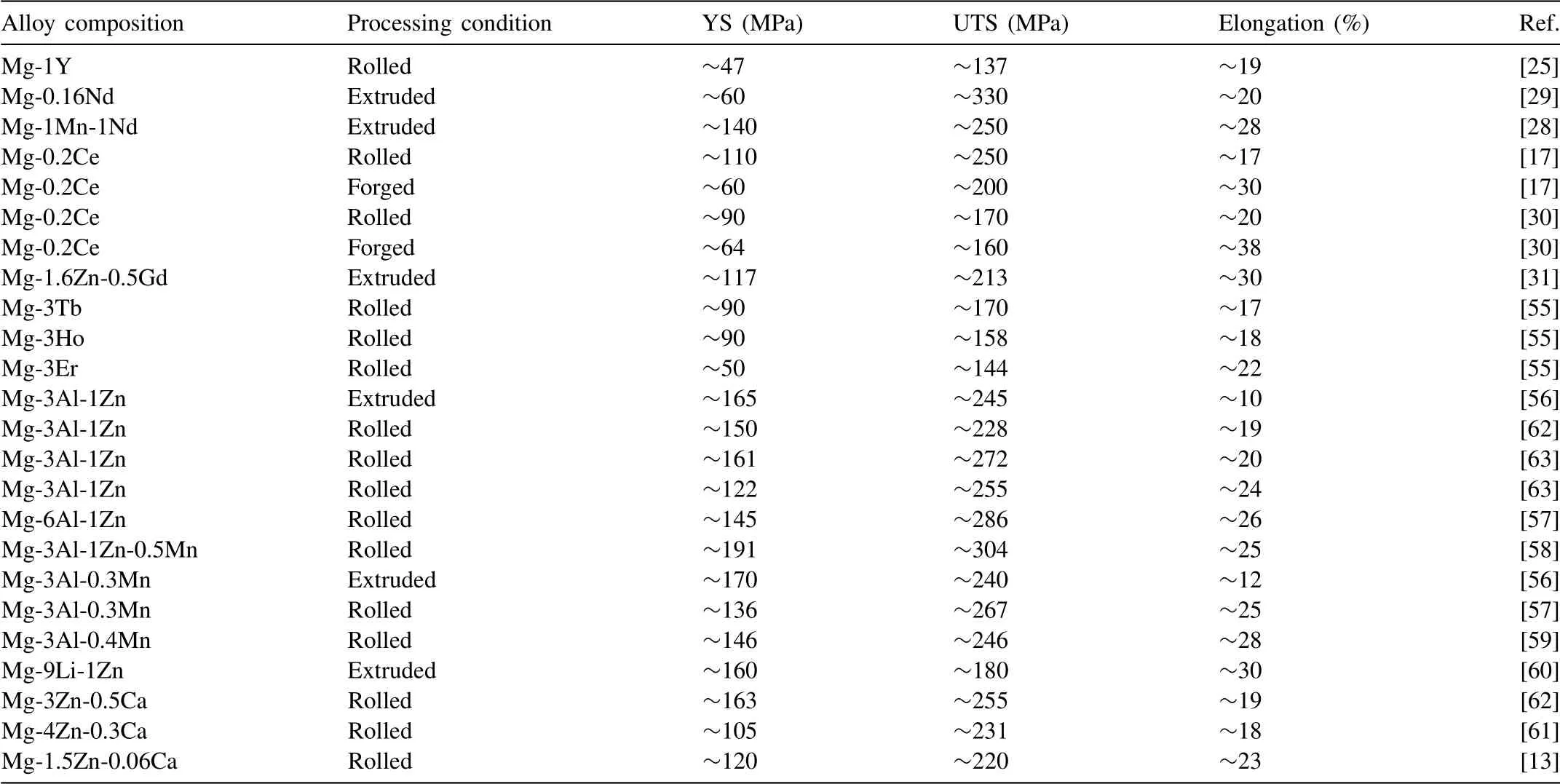
Table 1Tensile properties of representative Mg-RE and RE-free alloys with high elongations (> 10%) at room temperature.
Besides weakening peak intensity,the addition of RE could alter the texture position, such as double-peak [38–42]and multi-peak [43]texture.In particular, the double-peak titled from the normal direction (ND) towards extrusion direction(ED) or rolling direction (RD) is a typical texture in extruded[42]and rolled [44]Mg-RE alloys.Until now, several mechanisms are regarded to be responsible for the formation of double-peak texture, including the increased activity of nonbasal
Based on molecular dynamic simulations (MD), Wu and Curtin [5]employed a new density-functional-theoryvalidated interatomic potential to reveal the origins of low ductility in pure Mg, i.e.the transitions from the easy-glide pyramidal II
In contrast to RE elements, it has been found that some non-RE elements, such as Al, Zn and Ag, could increase the pyramidal II-I cross-slip activation energy barrier, which are detrimental to ductility on average [45].However, Zhao et al.[50]observed that Mg-3Al-1Zn (AZ31) displayed higher ductility than pure Mg.The improved ductility can be ascribed to the suppression of shear bands and fewer secondary twins resulting from promoted non-basalslip.In contrast, the presence of apparent shear bands and more secondary twins in pure Mg could lead to the low ductility,owing to plastic instability and stress concentration [50].More recently, Ahmad et al.[51]presented a new density functional theory (DFT)on a wide range of alloying elements, e.g.K, Sr and Li, to predict ductility of RE-free ternary and quaternary dilute Mg alloys.This study predicted multi-order Mg alloys containing a combination of favorable solutes (Sr, Mn, K, Sn, Ca and Zr) to achieve superior ductility.The theory is validated bycomparing experimental results in the literature for a large number of Mg alloys like Mg-Al-Zn-Ca-Mn, Mg-Zn-Sr and Mg-Mn-Sr alloys [52–54].
In particular, Ca solutes stand out in effectively enhancing
Apart from softening the hard deformation modes (nonbasal slip), solute atoms are also capable of strengthening the soft deformation modes (basal slip or twinning), which contribute to enhancing the ductility of Mg via reducing the anisotropy between soft and hard modes [29].Recently, Shi et al.[72]found that Al and Zn additions were effective in modifying the topology of grain boundary networks during processing.In particular, it can reduce the connectivity of grains that are oriented for basal slip, which contributes to considerable strengthening of basal slip.It was proposed that the enhanced ductility was mainly resulted from the coupling of solute-dislocation interactions with a modified network.Indeed, the ratio CRSSpris/CRSSbasalcan be reduced by increasing Zn concentration [73].The above investigations provide guidance for designing Mg alloys with a high ductility, from the perspective of reducing disparities in CRSS values between soft (twinning and basal slip) and hard deformation modes (non-basal slips).
For Mg alloys, the low ductility is mainly ascribed to the limited slip systems at ambient temperature.For alloying design strategies, the proper selection of solute elements and their contents plays an important role in activating dislocation slip systems.Indeed, the addition of rare-earth (RE) elements(Y, Nd, Ce, Gd, Er, etc.) could effectively weaken basal texture and promote non-basal slip activities [37,38], leading to enhanced ductility.As a commonly used element, Ca shows a similar behavior as RE elements in enhancing the activation of non-basal systems [74].Also, the addition of Mn has a positive effect on improving the ductility, which could reduce the CRSS of prismatic slip.For example, the Mg-1Mn alloy shows a high elongation of ~39% [75].Li is another non-RE element to improve the ductility of Mg alloys.Not only could Li promote non-basal slip [76], but also promote the rotation of basal poles into the transverse direction (TD).With increasing Li from 5 to 11 wt.% in Mg–xLi–3Al–1Sn–0.4Mn [77], the elongation remarkably increases from 16 to 35%, owing to the transformation from HCP to BCC crystalstructure and weak basal texture.In contrast, the individual addition of Al element could strengthen Mg alloys, whereas rarely improving their ductility [78].As a result, considering the influences of various solute elements on different deformation systems and the structural evolution of Mg crystal,proper multi-component alloying design, i.e., by the selection and combination of multi alloying elements, is expected to pave an avenue for the development of high ductile Mg alloys.
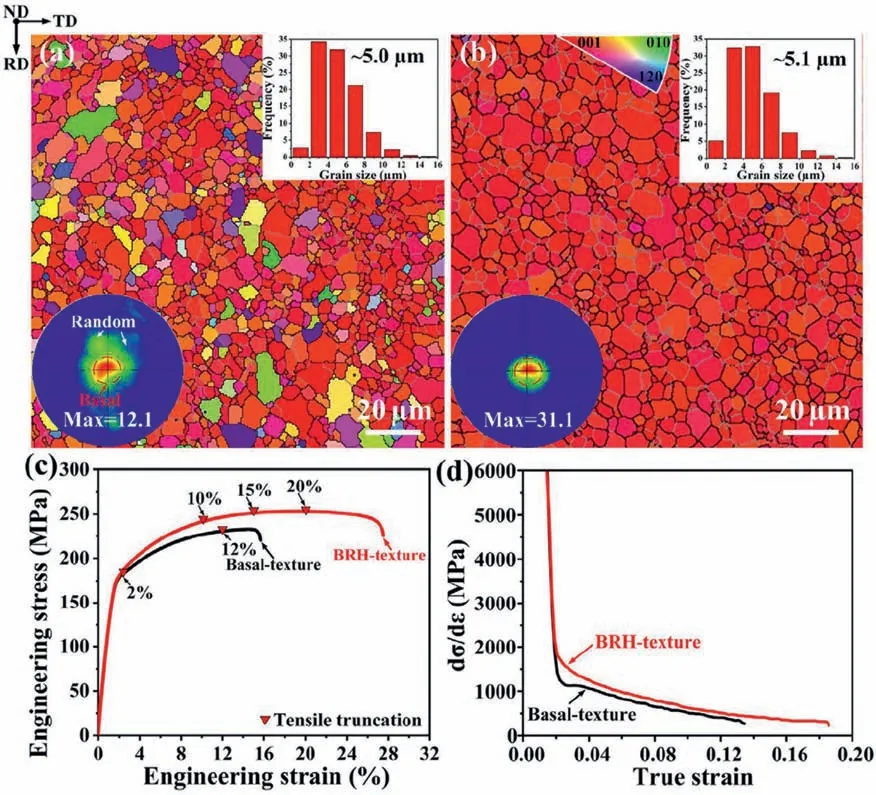
Fig.2.EBSD inverse pole figure (IPF) maps, grain size distribution, and corresponding (0002) pole figures of (a) BRH-texture and (b) basal-texture Mg-1Zn-1Sn-0.3Y-0.2Ca (ZTWX1100) samples.(c) Corresponding tensile engineering stress-strain curves at RT, and (d) strain hardening rate versus true strain of (c).RD, TD, and ND represent the rolling, transverse and normal directions, respectively [71].
2.2.The influence of second phase on ductility
For most structural alloys, enhanced strength is always companied with the loss of ductility [4].The addition of alloying elements imposes an essential effect on the strength and ductility of Mg alloys [79,80].When the amount of elements exceeds the solid solubility, second phases can be formed along grain boundaries and/or in the matrix.These second phases might lead to grain refinement and thus ductility enhancement.This is also the case in intermetallics, such as in Ti-based intermetallic alloys with very limited ductility,where attempts have also been made to refine the grain size and thus increase room temperature ductility [81–84].
The influence of second phases on ductility mainly depends on their size, distribution and deformability.The nanosized dispersed particles not only maintain the initial ductility [85], but also enhance strength via inhibiting the motion of intragranular dislocations [86–88], thus effectively balancing the strength and ductility.However, during solidification,micro-sized particles and/or coarse continuous networks can be easily formed [20,89,90].According to their deformability,second phases can be divided into the ductile group and brittle group,depending on the elastic moduli and G/B ratio[91].When G/B ratio is higher or lower than 0.57, the intermetallic phase theoretically shows brittle or ductile characteristics, respectively.For Mg alloys, most of the coarse second phases,such as RE- [11], Ca- [20]and Si- [92]containing phases,often exhibit brittle characteristic upon deformation, which imposes a detrimental effect on ductility.
Owing to the incompatible deformation, micro-cracks could be generated as a result of decohesion of matrix/particle interface or fracture of particles[93].Once these micro-cracks extend into/across adjacent Mg matrix and connect with each other,earlier fracture will occur during subsequent tension deformation [94].Therefore, scholars have devoted to minimizing and dispersing second phases[3,85,95]as well as modifying their morphology [20,96], which are essential for improving ductility of Mg alloys containing a large number of second phase particles.Chen et al.[97]have achieved a dense uniform dispersion of SiC nanoparticles with an average diameter of ~60 nm in Mg2Zn by ultrasonic processing and vacuum evaporation.Not only can these nanoparticles strengthen materials by blocking dislocations, but also promote uniform deformation through preventing a localized deformation and activating non-basal slip.After subsequent high-pressure torsion (HPT), ultra-fine structure with an average grain size of~64 nm was obtained in the Mg2Zn (14 vol% SiC) sample,leading to the remarkable high yield strength (~710 MPa)and enhanced plasticity (~50%) under microcompression.
From the viewpoint of thermodynamics and kinetics, lowering the activation barrier that prevents the generation of the second phase is crucial to refine precipitates [19], such as compositional super-cooling.It was found that increasing cooling rate introduced by sub-rapid solidification combined with rolling could modify both the size and morphology of eutectic phases in Mg-6Zn-0.2Ca alloys [20].As a result, the elongation increases from ~17 to ~23% compared with its counterpart processed via conventional solidification followed by rolling.The proper selection of alloying elements also enables to control the size and distribution of second phases by managing the volume energy or interfacial energy [19,98],leading to enhanced ductility.For instance, by trace additions of Ag and Ca, a significant refinement of precipitates occurred in Mg-Zn alloys [99,100].It was found that microalloying with Ag and Ca could effectively improve supersaturation and supercooling [101], i.e., increase the driving force for precipitation, leading to the refinement of precipitates.
2.3.The influence of bimodal grain structure on enhanced ductility
During the last years, ultra-fine grained (UFGed) materials have attracted extensive interests due to extraordinary strength [102].However, the poor ductility usually impedes their industrial applications.Recently, engineering bimodal grain structure has been proposed as an efficient strategy in achieving an excellent combination of strength and ductility[103,104].This section will review the formation mechanism of bimodal grain structure and its role on enhanced ductility without sacrificing much of the strength.
Alloying compositions and contents have an important role in the formation of bimodal grain structure.In the case of most reported Mg alloys, the formation of bimodal grain structures has been attributed to an incomplete and heterogeneous dynamic recrystallization (DRX) [105–107].For highalloying Mg alloys, such as Mg-9Al-1Zn (AZ91) alloys, a high volume fraction of second phase particles tend to form that imposes a double-edged effect on DRX [11], i.e.promotion or retardation of DRX [108].The coarse particles(>1 μm) could trigger DRX via particle stimulated nucleation (PSN), while the submicron-sized phase along grain boundaries could produce the pinning effect on the DRX and grain growth [109], leading to the formation of more fine grains and hence favoring a bimodal grain structure (Fig.3)[110–114].
Moreover, a high solute Al content could promote the microstructure inhomogeneity upon deformation [106].A high level of Al solute atoms can effectively retard dislocation mobility.It results in the lock of dislocations and depressing the subdivision of grains with less active dislocation slip systems.Accordingly,non-uniform deformation and heterogeneous microstructure are expected.In contrast,either reducing the Al solute content or the amount of submicron-sized particles along grain boundaries would favor a more homogeneous microstructure, e.g.the Mg-3Al-1Zn and Mg-6Al-1Zn alloys with lower Al contents,as well as the Mg-6Zn-0.2Ca(ZX602)[20]and Mg-7Al-5Zn (AZ75) [115]alloys containing fewer particles processed by similar hard-plate rolling(HPR)exhibit homogeneous grain structures.
Processing parameters (e.g.deformation temperature, effective plastic strain, etc.) also have a significant effect on the formation of bimodal grain structures, stemming from the DRX degree and DRXed grain sizes.There existed a narrow deformation temperature window (~350 °C) for achieving a desirable bimodal grain structure in the AZ91 alloy[114].Specifically, reducing deformation temperature resulted in a coarse unDRXed microstructure containing substructure,while elevating deformation temperature led to an almost uniform DRXed grain structure growing evidently.
Our previous work highlights the effect of Mg17Al12precipitates on the formation of a bimodal-grained microstructure with heterogeneous texture distribution [116], which allows for activating various plastic deformation mechanisms and maintaining stabilized work-hardening.The bimodal-grained Mg-9Al-1Zn (AZ91) alloy exhibits a high uniform elongation of ~14%, while possessing a high YS of ~246MPa.Interestingly, a desirable bimodal grain structure can be tailored by the co-regulating effect from coarse Al2Y particles that result in inhomogeneous DRX, and dispersed submicron Mg17Al12particles depressing the growth of DRXed grains.The findings offer a valuable insight into tailoring bimodal-grained Mg alloys for optimal strength and ductility, leading to a superior combination of a high ultimate tensile strength (~405 MPa)and decent uniform elongation (~9%) in a AZ91–1Y alloy [11].
To reveal the effect of bimodal grain structure on deformation behavior and mechanical properties of Mg alloys,Wang’s group [117,118]clarified the individual roles of fine and coarse grains and their synergy effect on the enhanced ductility of bimodal-grained Mg–Al–Zn–(Sn) alloys by interrupted tensile tests.It indicates that multimodal/bimodal microstructure is beneficial to improve the ductility of Mg–Al–Zn alloys [117].At the initial stage of tensile test, de-formation is mainly accommodated by fine grains with a weak basal texture.At later deformation stage, coarse grains begin to play a prominent role in storing dislocations and hence promote work hardening, leading to a simultaneous higher strength and ductility in comparison to the uniform fine-grained Mg alloys [117].Moreover, it was found that yielding was mainly controlled by basal slips in UFGs/FGs and twinning in CGs collectively [118].Accordingly, a modified Hall-Petch equation for bimodal-grained Mg-Al-Zn alloys was proposed, e.g.Hall-Petch slopes (k) of 290 and 507 MPa μm-1/2for fine and coarse grains, respectively.In another work on bimodal-grained Mg–8.2Gd–3.8Y–1Zn–0.4Zr(wt.%)alloy[119],basalslip and prismaticslip were considered to dominate the deformation of DRXed fine grains and coarse grains, respectively.It revealed that coarse grains suppressed the strain localization via transfer of the strain partitioning between fine and coarse grains,which leads to a high ductility [119].
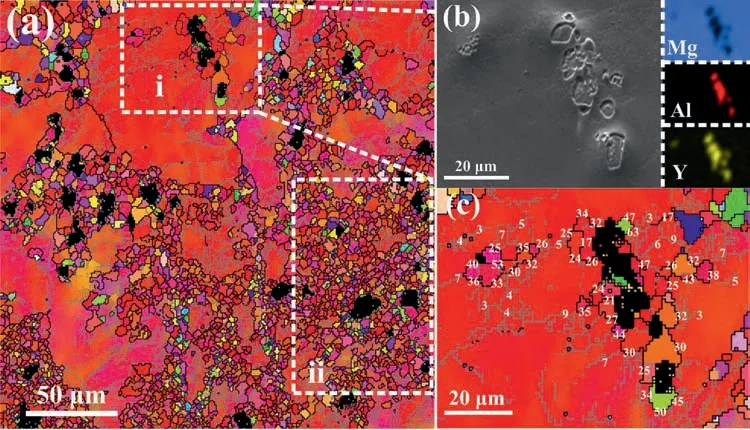
Fig.3.(a) EBSD orientation maps showing evidences of PSN induced by coarse Al2Y particles (region i) and the completed recrystallization (region ii) in the HPRed AZ91–1Y sample; (b) magnified SEM map of region i and EDS mapping analysis; (c) misorientations (in degrees) of selected GBs around Al2Y particles in region i [11].
For comparison, mechanical properties of representative high-alloying Mg alloys with a bimodal grain structure are presented in Fig.4, including homogeneous structured alloys.Owing to the trade-off dilemma between strength and ductility, the stress-strain curve usually exhibits a “banana-shaped curve”, as illustrated by two dotted lines.Noticeably, the uniform elongation was increased to ~23%, while a high ultimate tensile strength (UTS) of ~371 MPa was maintained in the bimodal-grained AZ91 alloy [120].In summary, introducing bimodal-grained structures has been considered as an efficient strategy in improving the synergy of high strength and ductility [11,103,104,121,122].
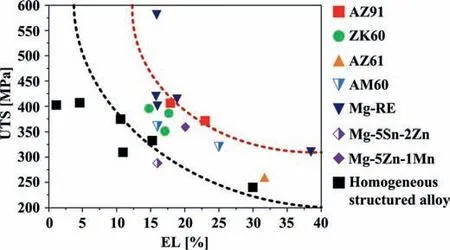
Fig.4.Mechanical properties of multimodal/bimodal-grained high-alloying Mg alloys in comparison to homogeneous structured high-alloying Mg alloys[105,114,120,123–140].Two dotted lines showing the trade-off relationship between strength and ductility (banana curve).
Nowadays, cost plays a crucial role in further commercialization of Mg alloys.Thus, development of low-alloying Mg alloys with high performance is encouraged for industrial application.Generally, reducing the content of alloying elements will lead to a relatively low strength due to the lack of multiple strengthening mechanisms, such as solid solution strengthening and second-phase strengthening.However, multimodal/bimodal-grained low-alloying Mg alloys show a comparative strength to commercial high-alloying Mg alloys [141–144].For example, Miao et al.[145]produced a bimodal-grained AZ31 alloy, showing a high YS of~330 MPa and an EL of ~22%.Su et al.[146]developed a bimodal-grained AZ31 alloy, exhibiting an impressively high EL of 53%,and a relatively high UTS of ~270 MPa.Mechanical properties of representative bimodal-grained low-alloying Mg alloys are presented in Fig.5, including homogeneous structured Mg alloys.It can be found that the bimodal-grained structure results in both high strength and ductility,which provides valuable guidance for the potential applications of Mg alloys.
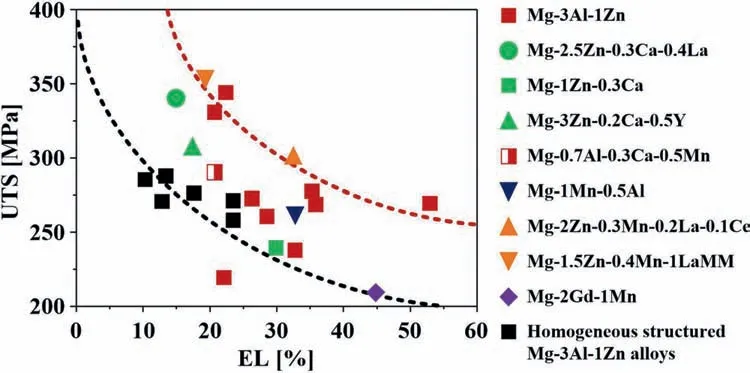
Fig.5.Mechanical properties of multimodal/bimodal-grained low-alloying Mg alloys in comparison to homogeneous structured low-alloying Mg alloys [141–159].Two dotted lines showing the trade-off relationship between strength and ductility (banana curve).
2.4.The influence of pre-twinning structure on ductility
Owing to the formation of strong basal texture during rolling, Mg and its alloys usually exhibit limited ductility that impedes their widespread applications.A number of processes are proposed to weaken and/or tilt the basal texture to improve the ductility, such as asymmetric composite extrusion(ASE) [160], equal channel angler pressing (ECAP) [161],cross rolling [162], etc.Comparatively, the introduction of pre-twinning structure has been considered as a more effective and low-cost method to control the texture and enhance ductility [163].Besides accommodating local strains [109]and subdividing grains into fine grains [164], pre-twinning structure can remarkably change the orientation of grains around twins to a favorable orientation for basal slip [165], such as rotation of {102} extension twins by ~86° and rotation of{101} contraction twins by 56° from matrix [109].Song et al.[166]found that pre-contraction twins followed by annealing could weaken the texture of rolled AZ31 alloys.Similarly, the reorientation of c-axis of grains by 86° to the parent grain occurred with pre-extension twins [163].
Both initial microstructure (texture, alloying elements,grain size, etc.) and deformation conditions (loading direction, deformation temperature, strain rate, etc.) play an essential role on the activity of twins.Initial grain orientation mainly affects SF of deformation modes and hence leads to various twinning types [167].The {101} contraction twinning is activated under c-axis compression and {102} extension twinning is activated under c-axis tension.Alloying elements, grain size and precipitates could change the critical resolved shear stress (CRSS) of twinning.For example, the presence of Al solute atoms [168]and decreasing grain size[169]lead to the increment of CRSS for twinning and hence depress the nucleation of twins.Owing to the lower CRSS(2–5 MPa) [170], {102} extension twins can be more easily activated and preferentially operated in comparison to other types of twins.It was found that {102} extension twinning was slightly temperature-dependent [171]and higher strain rates could enhance the twinning activity [172].
In order to tailor the texture of Mg alloys, a number of pre-straining techniques were employed to introduce pretwinning structure, e.g.pre-rolling [173,174], normal precompression[175],in-plane pre-compression[176],cross precompression [177], pre-tension [178], two-step deformation(pre-compression followed by tension) [179], etc.He et al.[176]found that the pre-twinning AZ31 sheets introduced by in-plane compression exhibited remarkably enhanced ductility(~50%) due to the TD-titled weakened texture.Recently, a novel method called corrugated wide limit alignment(CWLA)was proposed to introduce numerous extension twins in AZ31 sheets [180].Owing to DRX softening and deformation accommodation by twinning, the tensile elongation of AZ31 sheets was enhanced to ~22% via CWLA.Through prerolling process, the strong basal texture can be transformed into TD-titled texture in AZ31 sheets due to extension twinning activity[173].Kuang et al.[181]found that the introduction of extension twins can promote the prismaticand pyramidal
After pre-twinning deformation, recovery or recrystallization annealing is usually carried out.The former contributes to eliminate residual dislocations [176,182]and the latter could trigger static recrystallization to tailor texture [43].Twinning structure can be maintained in AZ31 sheets when annealing under 200 °C [183], whereas detwinning occurs with increasing temperature exceed 300 °C.Malik et al.[165]reviewed that 250 °C is the optimal annealing condition for maintaining twinning structure and removing residual stresses.By applying recrystallization annealing at 350 °C on pre-twinning AZ31 sheets [184], a typical double-peak texture was generated, leading to a high ductility (elongation of ~27%).Similarly, after annealing at 350 °C on pre-stretched AZ31 sheets,the ductility increased from ~16 to ~23%, owing to the de-creasing texture intensity from ~27 to ~13 mrd [185].The introduction of pre-twinning structure followed by annealing is expected to pave an avenue for tailoring and designing the texture of Mg alloys for enhanced ductility.
3.Effect of advanced processing routes on enhanced ductility
For Mg alloys, casting involves a solidification process that inevitably generates defects and artifacts like columnar grains that rarely transfer the stress applied.Grain refinement is the key to improve mechanical properties of Mg and its alloys.For decades, various severe plastic deformation (SPD) processes have been utilized to fabricate ultra-fine grained (UFGed) and nanostructured bulk metallic materials,e.g.high pressure torsion (HPT), accumulative roll bonding(ARB), equal channel angler pressing (ECAP), etc.Among them, HPT and ARB are considered as the most effective methods for achieving significant grain refinement to the submicrometer and/or nanometer scale, resulting from extremely high plastic strain imparted by them.HPT usually undergoes a torsional shear deformation under a high hydrostatic pressure(1–6 GPa) [186].After HPT processing, the average grain size decreased to ~48–55 nm in Mg-8Gd-4Y-1Zn-0.4Zr alloys [187,188], and that to ~85 nm and ~0.75 μm in Mg-9Gd-4Y-0.4Zr [189]and Mg-0.4Dy alloys [190].
Compared with HPT, ARB processing has attracted more industrial attention due to the capability of producing relatively large sheets and high efficiency.ARB is carried out by stacking two or multi sheets together and then roll bonded.Several repetitions may be applied to introduce large strains subsequently.After ARB processing, an average grain size of ~100 nm and ~93 nm can be obtained in Mg-5Li-1Al[191]and Mg-3Gd alloys[192].Ultra-fine structure,considerable defects (dislocations and vacancies) introduced by ARB and HPT [188]together with texture strengthening [190,193]are cooperated to achieve the extremely high strength.However,there is always an abrupt decrease in ductility after ARB and HPT that limits widespread applications, e.g.elongation from ~18 to ~6% in AZ31 alloys [194]and from ~21 to~5% in Mg-3Gd alloys [192], owing to severe stress concentration and internal cracking propagation.Thus,advanced processes favoring a balance of strength and ductility are focused in this section,such as ECAP,hard-plate rolling(HPT),asymmetric thermo-mechanical processing (ATMP), pulsed electric current assisted rolling (ER), etc.
3.1.Hard-plate rolling (HPR)
A single pass rolling process with large strain can induce non-uniform deformation and heterogeneous microstructures in Mg alloys [19].However, the rolling technique with extremely large shear force along rolling direction (RD) can be hardly applied to fabricate Mg alloy plates due to the likely cracking [120].To resolve the severe cracking problem, especially for high-alloying Mg alloys, Wang’s research in Jilin University has proposed a novel rolling technique called“hard plate rolling (HPR)”, where the Mg alloy sample is inserted between hard plates as shown in Fig.6(a) [120].Owing to the less deformation of hard plates than the Mg sample, partial shear stress along RD can be transformed into compressive stress along normal direction (ND) during HPR, which is beneficial to suppress the formation of cracks during rolling[120].Based on HPR, a novel asymmetric wave-shaped die rolling (WDR) has also been proposed by Wang’s group,as shown in Fig.6(b) [195].The WDRed Mg-6Al-3Sn alloy exhibited no-edge cracks and a high elongation to failure(~23%), due to the weak texture and tilted basal peak [195].
By employing HPR technique, not only could Mg alloy sheets with excellent formability be obtained, but also a high strength-ductility synergy has been achieved.For example,the AZ91 alloy processed by HPR at 350 °C possesses a simultaneous high strength and ductility, i.e.ultimate tensile strength (UTS) of ~371 MPa and elongation to failure (EL)of ~23% [120].Also, by applying the similar HPR process,Zhang et al.[117]prepared an Mg-8Al-2Sn-1Zn(ATZ821)alloy, which also exhibited a high strength and ductility (UTS of ~362 MPa and elongation of ~17%).The improved tensile properties of both Mg alloys have been attributed to the formation of bimodal-grained structures (Fig.7(b) and (d)).Furthermore, a HPRed AZ91 alloy processed by HPR at 400 °C featured a bimodal-grained structure and exhibited a notable tensile elongation of ~580% at 573 K [123].The superplasticity is accommodated by the cooperative process of continuous DRX within coarse grains and grain boundary sliding(GBS) in fine-grained regions.These new findings are inspiring in designing novel superplastic Mg alloys with multi-level microstructural heterogeneities [196,197].
Recently, Wang’s group has applied HPR on hardto-deform Mg-6Zn-0.2Ca (ZX602) [20]and Mg-7Al-5Zn(AZ75) [115]alloys.Both HPRed ZX602 and AZ75 alloys exhibited an excellent combination of high UTS (~290 MPa and ~345 MPa) and elongation (~23 and ~24%) with no edge cracking, which possesses a homogeneous fine-grained microstructure, i.e.davg= ~2 μm and ~6 μm, respectively.In addition, by combining HPR with conventional rolling[198], a uniform fine-grained structure (~3 μm) featuring a weak texture can be also achieved in an AZ91-0.4Sn alloy,showing both a high UTS of ~336 MPa at room temperature and low-temperature superplasticity.Moreover, HPR has been applied in RE-containing Mg alloys to gain enhanced strength and ductility.For example, a two-pass HPR route could introduce the refined grains (~3 μm), uniformly dispersed phase and weak texture in a Mg-8.8Gd-3.4Y-1Zn-0.8Mn alloy, leading to a high UTS of ~434 MPa and EL of ~11% [199].
3.2.Equal channel angler pressing (ECAP)
ECAP is one of the most effective ways to obtain bulk ultrafine-grained materials with a superior combination of high strength and ductility [200,201].Mechanical properties of representative high-ductility Mg alloys processed by ECAP over past years are presented in Fig.8 and summarized in Table 2.The beneficial effect of ECAP on enhanced ductilitycan be concluded as followings: facilitating basal slip activity,providing additional work hardening ability,microstructure refinement, promoting non-basal slip, etc.[202].Importantly,the unique shear deformation mode via ECAP can significantly weaken basal texture of Mg alloys to improve ductility[161].
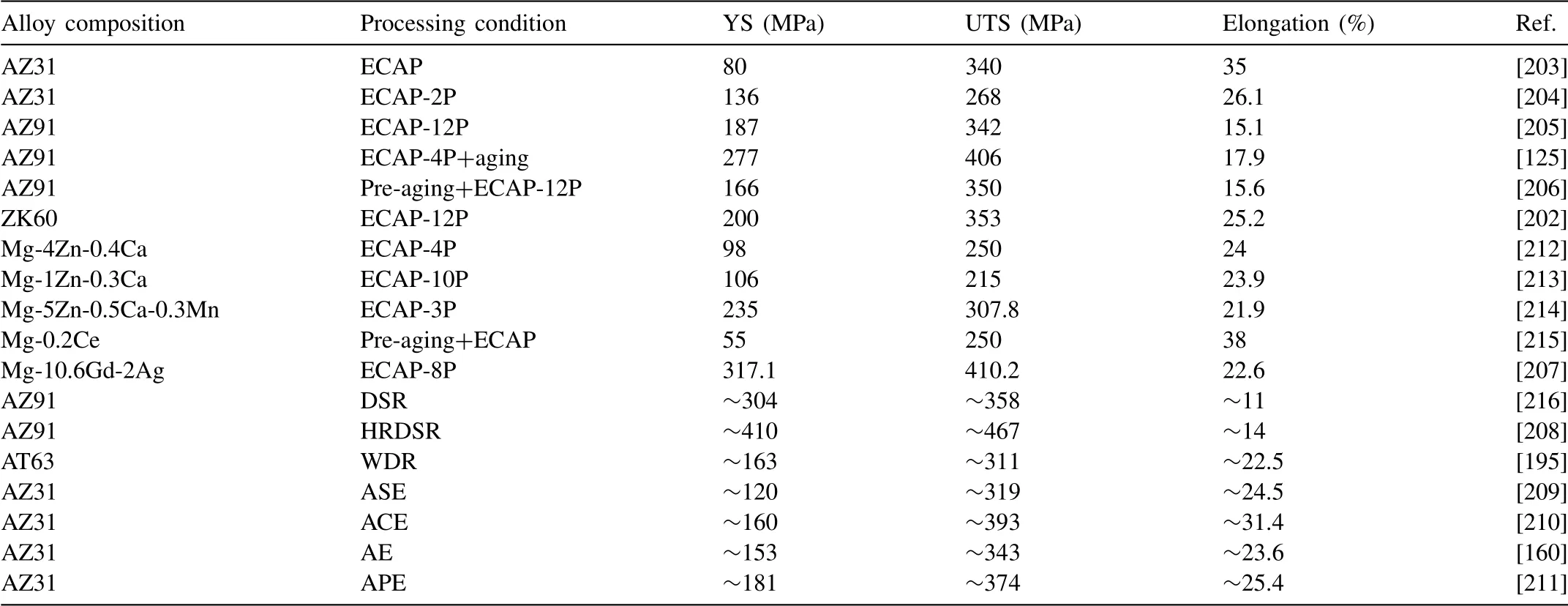
Table 2Mechanical properties of representative ECAPed and ATMPed Mg alloys at room temperature.

Fig.6.Schematic illustration showing the process of (a) hard-plate rolling (HPR) [120]and (b) wave-shaped die rolling (WDR) [195].
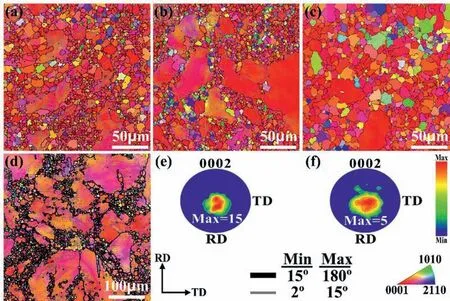
Fig.7.(a–c) EBSD-OIM maps of AZ91 alloys processed by HPR at (a) 300 °C, (b) 350 °C, (c) 400 °C [114].(d–f) EBSD maps of ATZ821 alloys processed by HPR at 350 °C: (d) EBSD OIM map and corresponding texture of (e) all grains and (f) fine grains [117].
The intrinsic principle of ECAP is a sample being subjected to repetitive pressing to induce high strains.The imposed plastic strain primarily depends on the number of passes.With increasing number of passes, the ductility of AZ91 alloys increased (EL increased from ~10 to ~18%)companied with a slight loss of strength [217,218], where decreasing grain sizes and increasing grain structure homogeneities occur [219].Similar observations were also found in AZ31 [220]and AZ80 alloys [221].The improved ductility originated from grain refinement, modified Mg17Al12phase (size, morphology and distribution) [218]and weakened texture [219].The processing temperature also plays anessential role in ECAP.To guarantee the formability, Mg alloys are usually processed at relatively high temperatures over 300 °C.However, the large grain sizes and low dislocation density lead to limited mechanical properties.By reducing the processing temperature, the grain size of AZ31 alloys can be refined to ~2.5 μm [222]and even 0.5–0.8 μm [223].For AZ91 [218], Mg-6Zn-0.6Zr (ZK60) [224], Mg-5Zn-0.6Ca-0.3Mn [225], Mg-5Zn-0.3Ca [226], Mg-6Zn [227,228]alloys,the lower ECAP temperature could accelerate dynamic precipitation and obtain more uniformly fine-grained microstructures, showing a notable increase in the strength and ductility.
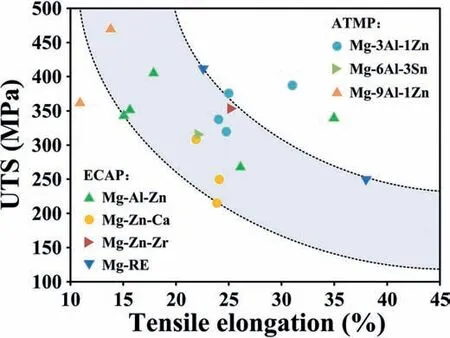
Fig.8.Relationships between UTS and elongation of ECAPed and ATMPed alloys, including Mg-Al-Zn [125,160,203–211], Mg-Al-Sn [195], Mg-Zn-Ca[212–214], Mg-Zn-Zr [202]and Mg-RE [207,215]system alloys.Two dotted lines showing the trade-off relationship between strength and ductility(banana curve).
Recently, the effect of ECAP on room-temperature mechanical properties of Mg-Al-Zn alloys has aroused public attention [125,203–206].Gzyl et al.[203]reported that ECAP could facilitate the activation of basal slip in AZ31 alloys,showing excellent tensile properties (UTS of ~340 MPa and elongation (EL) of ~35%).After ECAP, the texture of AZ31 alloy is weakened significantly and basal planes are spread broadly along RD [204], resulting in a high EL of ~26.1%.The multi-heterogenous microstructures could provide back stress strengthening and additional ductility during tension[125].Yang et al.[206]found that pre-aging treatment promoted DRX of AZ91 alloy during ECAP processing and contributed to enhanced ductility.
Except for Mg-Al-Zn alloys, an excellent combination of strength and ductility could be also achieved in Mg-6Zn-0.6Zr(ZK60) alloy by ECAP combined with heat treatments [202].Owing to the precipitation of fine MgZn2phase during ECAP,the increased strength and ductility were achieved simultaneously (UTS of ~353 MPa and EL of ~25.2%).Moreover,Basu et al.[229]introduced an anisotropy-effect-on-ductility(AED) index to design and alter textures for reducing plastic anisotropy.Compared with textured AZ31 alloys, ECAP followed by annealing leads to enhanced ductility from ~20 to ~45% [230], as a result of the weak texture induced by ECAP and post-ECAP annealing.
Recently, Mg-Al-Zn-Sn based alloys have attracted great interest due to their excellent formability [231].The ECAPed Mg-3.7Al-0.7Zn-0.8Sn-0.4Mn alloy exhibited a strong EDtilted texture [232], and the texture intensity increased with increasing ECAP passes.Further addition of Ca into Mg-Al based alloys could significantly improve mechanical properties [233], which is ascribed to the weak texture and high Schmid factor (SF) for basal slip.Specifically, the texture intensity decreased from ~27.0 to ~9.4 mrd with increasing ECAP passes from 4 to 12 passes [86].
Mg-Zn-Ca based alloys are among popular Mg alloys for medical applications, which take an advantage of biocompatibility and low costs [142].Hradilová et al.[212]fabricated a high-ductility (~24%) Mg-4Zn-0.4Ca alloy via four passes of ECAP, due to the combined effect of microstructure refine-ment, fragmented phases and elimination of casting defects.Subsequently, Martynenko et al.[213]investigated the effect of ECAP on the evolution of microstructure, texture and mechanical properties of Mg-Zn-Ca alloys.It indicates that the loss of strength and a significant increase in ductility from~12.8 to ~23.9% are associated with the formation of inclined basal texture during ECAP together with the activation of prismatic slip during tension.
Mg-Zn-Ca-Mn alloys have the advantages of low cost, excellent mechanical properties and moderate corrosion resistances [144].Tong et al.[214]investigated effects of ECAP on microstructure, texture evolution and mechanical properties of Mg-5Zn-0.5Ca-0.3Mn alloys.After ECAP, initial basal texture is gradually replaced by an asymmetric non-basal texture, which results in higher SF for basal slip.Thereby, grain refinement and texture modification are responsible for enhanced elongation (~25.6%) in the ECAPed Mg-5Zn-0.5Ca-0.3Mn alloy.
ECAP processing of Mg-RE alloys has been also investigated extensively.Sabat et al.[17]prepared Mg-0.2Ce alloys with different textures but the same grain size by rolling,multi-axial forging (MAF) and ECAP techniques, respectively.With tension along ED, the ECAPed samples featuring a strong non-basal {23} [¯211]texture show excellent mechanical properties with an UTS of ~250 MPa and an EL of~38%.The non-basal texture of ECAPed samples contributes to the formation of extension twins and promotes pyramidal
Sun et al.[207]reported that excellent ductility (EL of ~23%) and high strength (UTS of ~417 MPa)were achieved in the Mg-10.6Gd-2Ag (wt.%) alloy via ECAP.Note that the ductility exceeds most high-strength(UTS>400 MPa) Mg-RE wrought alloys.The excellent ductility is attributed to fine equiaxed grains, cobblestone-like submicron particles and weak texture.Compared to the as-cast counterparts, YS, UTS and EL of ECAPed Mg-3Nd-0.4Zn-0.5Zr alloys are increased about ~158%, ~65% and ~34%,respectively [234].The improved mechanical properties are attributed to a weak fiber texture with 〈100〉 tilting at an angle of ~30° from normal direction (ND) towards extrusion direction (ED) after ECAP.Hu et al.[235]explored a new successive SPD method, including direct extrusion and twostep ECAP continuously, where fine-grained microstructures and weak basal texture could be obtained via shear deformation, leading to enhanced hardness, compression performance and strengths.
3.3.Asymmetric thermo-mechanical processing (ATMP)
Extrusion is regarded as one of essential processing methods, owing to economic advantages and the capability to produce various profiles [85].Recently, various extruded RE and non-RE Mg alloys exhibit high mechanical properties,e.g.yield strength (YS) of 425 MPa in Mg–1Ca–1Al–0.2Zn–0.1Mn alloy [102]and YS of 443 MPa in Mg–2Sn–2Ca alloy [236].However, such ultra-high strength was achieved via low-speed extrusion (~1 and 0.02 m/min) and at the expense of ductility that is not industrially feasible.To broaden the application of extruded Mg alloys,Nakata et al.[233,237]developed wrought Mg–1.3Al–0.3Ca–0.4Mn (AXM10304) and Mg–1.1Al–0.24Ca–1.0Mn (AXM1021) alloys, which can be extruded at a very high die-exit speed of 24 m min-1and 60 m min-1,respectively.After peak-aged treatment,extruded AXM10304 and AXM1021 alloys exhibit an excellent combination of strength and ductility, i.e.YS of ~287 MPa and elongation of ~20%, YS of ~263 MPa and elongation of~24%, respectively.
为加大部门联合执法力度,广东省水利厅和广东省公安厅联合印发了《广东省水行政主管部门与公安机关执法协作规定》,初步形成了水利与公安联合执法机制,并在省政法委的领导下,积极参与行政执法与刑事司法衔接信息共享平台建设,作为成员单位录入了行政执法基础信息,按规定做好“两法衔接”工作。此外,广东省水利厅与广东省环保厅联合发文,在东江的惠州、东莞两市先行先试,逐步推动水利和环保建立联合执法机制,不断提高水政执法效能。
Inevitably, conventional extrusion (CE) easily forms a strong basal texture, leading to limited ductility and poor formability [238].To break the bottleneck, Jiang et al.[160,209–211,239,240]proposed novel asymmetric composite extrusion (ASE), where the velocities of Mg sheet at the upper and lower working surface were different.It could introduce significant shear strain and random texture during ASE,which results in a larger uniform elongation.Owing to the large effective strain gradient during ASE [160], (0002) basal planes of ASEed AZ31 sheets tilted to the shear deformation direction [239], while the basal texture intensity was weakened compared with CE.The ASEed sample possessed more DRXed grains with thec-axis tilted about ± 12° towards the extrusion direction [240].Grain refinement and tilted weak texture obtained by ASE could improve the ductility of extruded AZ31 alloys, i.e.the elongation increased to ~31%[210].Recently, Wang et al.[211]further developed asymmetric porthole die extrusion (APE) to fabricate AZ31 sheets by controlling the friction between the die and materials.The grain refinement and promotion of a broad angular distribution of basal planes induced by APE together lead to the improvement of room-temperature stretch formability, i.e., an increased Erichsen value from 1.7 to 3.3.
For further improving mechanical properties, the novel method of integrating extrusion with asymmetric deformation has attracted considerable attention.Orlov et al.[129]developed an integrated ATMP process that combines CE and ECAP in a single processing step on ZK60 alloys.The processed ZK60 alloy exhibited an excellent balance of strength and ductility (UTS of ~351 MPa and elongation of ~17%),which is attributed to grain refinement and favorable texture promoting basal slip.Also, short-route staggered extrusion(SE), consisting of bending process and extrusion, was proposed to prepare bent Mg products [241], by controlling extrusion ratios and staggered distance.After the SE process,the intensity of basal texture was decreased to ~6.6 r.m.d.,leading to enhanced ductility.
Differential speed rolling (DSR) is another ATMP method with different linear speeds of upper and lower rollers.The variation of rolling diameters, rolling materials and rolling velocities leads to the asymmetry during DSR.The shear deformation leads to the inclination of basal poles during DSR [242], which helps in improving ductility and forma-bility of Mg alloys.Mechanical properties of representative high-ductility Mg alloys fabricated by ATMP are presented in Fig.8 and summarized in Table 2.By means of high ratio differential speed rolling (HRDSR), Kim et al.[208,216]found that AZ91 sheets exhibited a combination of high yield strength and ductility, which is attributed to grain refinement to submicron size and weakening of the basal texture component.Recently, an innovative DSR method called “waveshaped die rolling (WDR)” was proposed by Wang’s group[195], where a substantial basal texture weakening and tilted basal peak were generated.The WDRed Mg-6Al-3Sn alloy exhibited a high elongation to failure (~23%) without edge cracks.
3.4.Electric pulse current assisted rolling (ER)
Electric pulse current assisted rolling (electroplastic rolling, ER) refers to introducing an electric current during rolling, by which a large thickness reduction could be achieved via local heating.Several studies reported the beneficial effects of ER, such as electroplastic effect and anticracking effect [243,244].Not only can ER process promote homogeneous deformation and dynamic recrystallization, but also the local heat could enable tip passivation to inhibit crack growth [245,246].
Kuang et al.[243]found that the AZ31 alloy fabricated by large strain electroplastic rolling (LSER) exhibited a weak texture titled towards TD and hence improved ductility.Compared with conventional rolling(CR),ER contributes to accelerating dynamic recrystallization(DRX),delaying edge cracking and improving fracture elongation [244,246].
4.Summary and outlook on enhanced ductility
This review has presented recent developments of highductility Mg alloys from the viewpoints of alloying design strategies and microstructural control via modified and/or novel processing routes.The effects of alloying (RE and non-RE) and advanced processing routes (HPR, ECAP, ATMP,etc.) on ductility were reviewed.Alloying could significantly enhance the ductility of Mg alloys, resulting from strengthening basal slip, activating non-basal slip, accelerating cross slip, weak basal texture and microstructure refinement.Reducing the disparity in CRSS values between basal and nonbasal slip systems is found to be essential to determine the ductility of Mg alloys.However, it is still difficult to achieve high strength-ductility synergy for most Mg alloys.To overcome the trade-off dilemma, one method is to increase effectiveness of solute atoms by elaborating alloy design and tailoring processing routes, such as the formation of supersaturated solid solution via increasing cooling rate and/or pressure.Not only could excessive solute atoms in the supersaturated solid solution produce additional solid solution strengthening for improving strength, but also cooperate to strengthen soft modes and/or promote the activation of nonbasal slip for improving ductility.Moreover, it is critical to design and control the resulting microstructure via using modified and/or novel processing routes.Actually, a variety of recent research advancements suggest that the introduction of multimodal/bimodal, gradient/laminated heterogeneous structures, the formation of dense nano-sized precipitates/clusters and nano-twins in ultrafine-grained structures are effective in achieving strength-ductility synergy in metallic materials including Mg and its alloys.In summary, enhancing effectiveness of solute atoms and tailoring microstructure heterogeneities are expected to pave an avenue for future development of Mg alloy.
None.
Acknowledgments
This work was primarily supported by The Natural Science Foundation of China under Grant Nos.51922048, 51871108 and 51625402.Partial financial support came from the Fundamental Research Funds for the Central Universities, JLU,Program for JLU Science and Technology Innovative Research Team (JLUSTIRT, 2017TD-09) and The Science and Technology Development Program of Jilin Province (No.20200201193JC).
猜你喜欢
杂志排行

Journal of Magnesium and Alloys的其它文章
- Critical review of superplastic magnesium alloys with emphasis on tensile elongation behavior and deformation mechanisms
- Advances in hydroxyapatite coatings on biodegradable magnesium and its alloys
- Impressive strides in amelioration of corrosion and wear behaviors of Mg alloys using applied polymer coatings on PEO porous coatings: A review
- Friction self-piercing riveting (F-SPR) of aluminum alloy to magnesium alloy using a flat die
- Microstructures and mechanical properties of as-cast Mg-Sm-Zn-Zr alloys with varying Gd contents
- The evolution of coarse grains and its effects on weakened basal texture during annealing of a cold-rolled magnesium AZ31B alloy