不同挤压温度对LA103Z 镁锂合金组织与性能的影响
2022-07-13樊晓泽齐二帅
马 骏,樊晓泽,王 瑞,齐二帅
(西安四方超轻材料有限公司,陕西西安 710089)
镁锂合金材料密度低,被称为最轻的金属结构材料,且具有良好的比强度、比刚性、减震性以及良好的电磁屏蔽性能[1]。在航天领域,由于镁锂合金超轻的特点,可大大提高设备的有效载荷量。在火箭、卫星、导弹等设备上作为电子仪器的外壳、支架、框架等;在航空军工领域,我国也正在尝试将镁锂合金应用于飞机、舰船等设备以及相关电子光学仪器仪表等,也将大量用于各型号无人机上[2-5]。在工业及民用领域方面,可应用于交通运输工具(如汽车、高铁等),起到减量节能环保等效果,也用于高端轻量化3C 电子产品、运动器材及医疗电子产品等[6]。
目前镁锂合金铸锭生产出来的后续加工成型方式有锻造、挤压、轧制等。相对于其他镁锂合金成型技术,挤压具有比锻造、轧制更为强烈的三向压应力状态,发挥其最大的塑性。通过挤压工艺可以改善铸态组织中的微观缩松气孔等缺陷,优化组织,提高性能,获得的镁锂合金产品具有更高的力学性能和可靠性,其加工方式更适合现代化工业生产的要求[7]。镁锂合金挤压过程中,挤压温度(坯料预热及模具温度)、挤压速度、挤压比等工艺参数对挤压成型有着不同的影响,合适的工艺参数特别是挤压温度对挤压成型的产品的微观组织和力学性能有着十分重要的影响。因此,本文通过试验研究不同挤压温度对LA103Z 镁锂合金的微观组织和力学性能的影响变化。
1 试验材料及方法
试验材料为LA103Z 镁锂合金铸棒,化学成分见表1,尺寸为(φ150 mm±0.5 mm)×300 mm,铸棒在组织结构和成分上有明显的不均匀性,为改善其组织成分的不均匀性,减少铸棒晶内偏析,提高塑性,对铸棒先进行均匀化热处理。铸棒均匀化热处理制度为:320 ℃±5 ℃保温3 h.由于镁锂合金熔点较低,且其变形能力较好,因此挤压温度需适当降低,温度过高造成棒材表面过度氧化甚至局部组织过烧。综合考虑一般镁锂合金热挤压温度范围在240 ℃~320 ℃,镁锂合金挤压成型性好,挤压速度太慢,模具及坯料温度下降太快,挤压力增大;挤压速度太快,挤压过程会使坯料在挤压筒模具内温度升高容易造成组织过烧,依据镁锂合金热挤压工艺规范要求,挤压速度范围为0.8 mm/s~1.2 mm/s,因此将挤压速度设定为1 mm/s.设计挤压工艺如表2 所示,挤压设备采用1500T 卧式热挤压成型机,挤压方式采用正挤压。挤压工艺过程为:坯料预热、模具加热、装料、挤压、切尾部余料、裁剪、矫直。挤压完成后进行去应力退火处理。退火制度为:120 ℃保温2 h.

表1 LA103Z 镁锂合金的化学成分(质量分数,%)
表2 LA103Z 镁锂合金热挤压工艺参数
金相试样分别在铸锭及挤压棒材上切取,采用金相砂纸经粗磨、细磨后,在抛光机上进行抛光,经过腐蚀后在金相显微镜上进行微观组织观察,腐蚀液采用3%硝酸酒精。拉伸试样按GB/T 228.1 标准试样加工,在GNT100 型电子万能拉伸试验机上进行室温拉伸测试,拉伸速度设定2 mm/min,每种试样测试3 组数据取平均值。
2 实验结果及分析
2.1 铸棒显微组织分析
图1 为LA103Z 镁锂合金铸锭铸态组织(见图1 a))及均匀化后的金相组织(见图1 b)),可以看到铸态合金组织中存在β+α 两相组织,合金基体组织为β 相,即Mg 在Li 中的固溶体,因此具有较高的塑性[8]。基体上分布一定数量的呈叶片状的粗大α相,其为Li 在Mg 中的固溶体,整体分布均匀性较好,且组织中无明显夹杂及缺陷,说明铸棒均匀化效果较好。
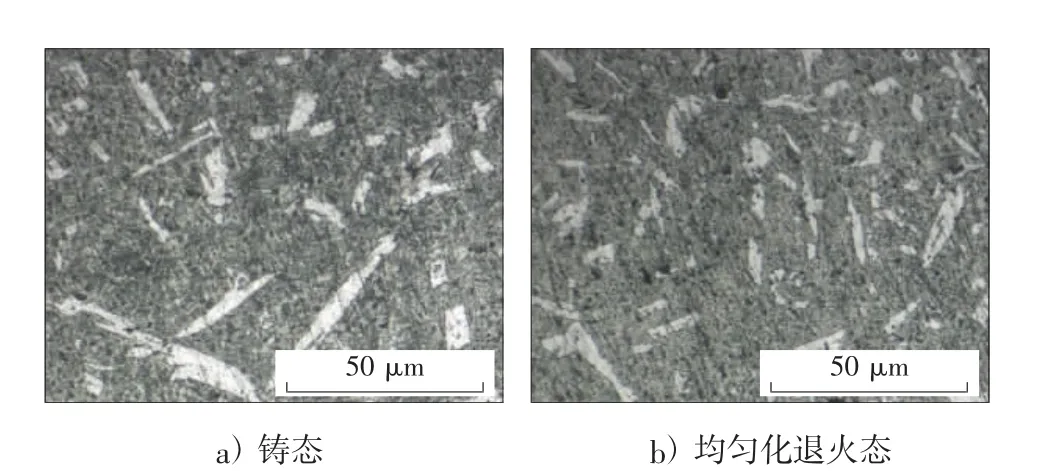
图1 镁锂合金铸锭组织
2.2 不同挤压温度下的显微组织分析
图2 为LA103Z 合金经不同温度挤压变形后的显微组织照片,可以看到,260 ℃挤压温度下,受挤压力的作用,合金组织沿挤压方向排列,晶粒尺寸变小,α 相发生破碎,由粗大叶片状转变为颗粒状沿晶界分布。280 ℃挤压温度下仍然可见沿挤压方向分布的纤维组织,晶粒尺寸进一步减小,α 相呈细小颗粒状沿晶界均匀分布。当挤压温度上升至300 ℃时,合金组织呈现均匀细小的等轴晶,α 相完全消失,合金发生了完全动态再结晶过程[9]。
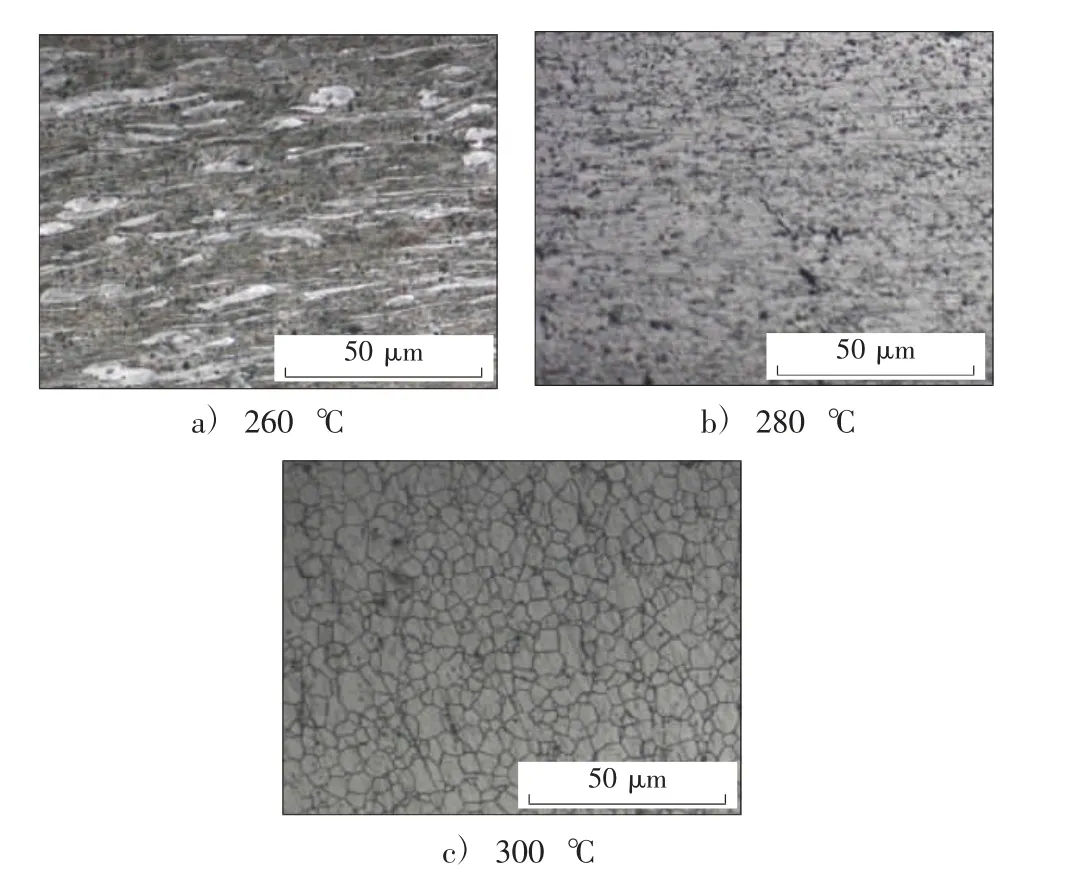
图2 不同挤压温度下的LA103Z 镁锂合金显微组织(纵向)
挤压过程中随着温度的升高合金逐渐发生再结晶,再结晶过程受变形抗力及温度的影响,当温度较低时所提供的能量不足以克服再结晶所需能量以使试样发生动态再结晶;随着挤压温度升高,能量增大,促进试样内部可以发生动态再结晶;挤压温度进一步提高,当到达300 ℃时,能量足以使合金完全发生动态再结晶,从而获得较为理想的等轴晶粒。
2.3 力学性能分析
表3 列出了铸态和不同温度下挤压试棒的室温力学性能数据,与铸态试样相比,挤压态的抗拉强度、屈服强度和伸长率均得到了显著提高。力学性能的差别主要与试样内部发生再结晶的等轴晶与塑性变形的组织结构数量和形貌有关[10-11]。1#试样挤压温度较低,挤压力大,试样存在不均匀变形,因此260 ℃的抗拉强度最大,达到了247 MPa,随着挤压温度的升高,合金组织逐渐发生动态再结晶,导致抗拉强度和屈服强度降低,伸长率增加。3#试样在300 ℃发生完全再结晶,组织由均匀分布的等轴晶构成,抗拉强度降低到231 MPa,屈服强度为179 MPa,但伸长率达到了23.5%,综合力学性能最好。

表3 铸态和不同挤压温度下的力学性能
3 结论
1)挤压温度对LA103Z 镁锂合金微观组织有较大的影响,当温度上升至300 ℃时,试样在挤压过程中发生了完全动态再结晶。
2)LA103Z 镁锂合金的抗拉强度和屈服强度随着挤压温度的升高而降低,伸长率随着挤压温度的升高而增加。260 ℃挤压的试样抗拉强度最高,达到247 MPa,延伸率较低,为13.5%,300 ℃挤压的试样抗拉强度降低至231MPa,但延伸率有明显提升,为23.1%.
