三维激光扫描技术在铸件检测中的研究应用
2022-07-13张文杰
张文杰
(东风锻造有限公司铸造二厂,湖北十堰 442013)
近些年来,随着制造业的飞速发展,用户对铸件质量和精度要求越来越高,手工划线和三坐标测量划线对于不易支撑固定的零件、消失模白模、自由曲面和零件变形等无法准确测量。另外,随着新品开发进度周期缩短,手工划线和三坐标测量划线周期长,效率低,尺寸检测偏差大,不能真实反映产品全面状况。严重影响了新产品开发进度。为了快速准确地检测铸件尺寸,加强铸件质量控制和加快新品开发速度,我们引入了三维扫描检测技术。三维扫描技术具有形貌扫描功能,很好地解决了上述问题。本文介绍了三维激光扫描技术,具体分析了三维激光扫描技术在铸件检测中的研究应用,着重阐述了尺寸检测过程,并对典型的应用进行了详细介绍。
1 三维激光扫描技术原理
1.1 概述
三维扫描技术是一种先进的全自动高精度立体扫描技术,通过测量空间物体表面点的空间坐标值,得到物体表面的点云信息,并直接将各种点云数据完整地采集到电脑中,进而快速重构出目标三维模型及线、面、体、空间等各种制图数据,与数模比对后生成壁厚、外形等比对数据,然后根据铸件的尺寸公差及加工精度要求,不需要二维图纸数据便可了解铸件尺寸检测结果。同时,其所采集三维激光点云数据还可进行各种后处理工作,如:测绘、计量、分析、仿真、模拟、展示、逆向等。
1.2 三维扫描仪主要分类
三维扫描仪的分类如图1 所示,接触式扫描又称为机械扫描,是目前应用较为广泛的自由曲面三维测量方法之一,以精密机械为基础,综合运用了电子技术、计算机技术和数控技术等先进技术。接触式扫描测量方法分为单点触发式和连续扫描式两种。接触式三维扫描实用性强、精度高,可达微米级,不受物体光照度和颜色限制,适用于外形尺寸较为简单的实体测量,由于采用接触式测量,容易损伤测头和被测零件表面,也不能对零件白模等软质实物进行测量,应用范围受到限制,同时扫描速度也会受到机械运动的限制,测量速度慢、效率低,无法实现全自动测量,同时扫描了路径不可能遍布被测零件所有位置,所以获取的指示关键特征点,因而它的测量结果往往不能反映整个零件的形状,在行业中的应用具有极大的局限性。
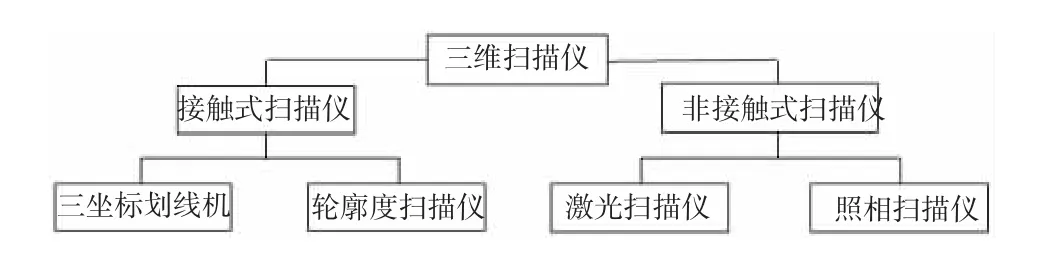
图1 三维扫描仪分类
现代光电技术和计算机技术的快速发展使得基于光学原理、以计算机图像处理为主要手段的三维激光非接触式扫描测量技术得到了快速发展,他们具有非接触、无损伤、高精度、高速度以及易于在计算机控制下实行自动化测量等优点,已经成为现代三维测量的重要途径和发展方向,占据了比较重要的位置。
1.3 三维激光扫描仪
三维激光扫描技术是上世纪九十年代中期开始出现的一项高新技术,是继GPS 空间定位系统之后又一项测绘技术新突破。其具有三维测量和快速扫描两项基本功能,通过高速激光扫描测量的方法,大面积高分辨率地快速获取被测对象表面的三维坐标数据。它突破了传统的单点测量方法,具有高效率、高精度的独特优势,可以快速、大量的采集空间点位信息,为快速建立物体的三维影像模型提供了一种全新的技术手段。三维激光扫描仪具有快速性、不接触性、实时、动态、主动性、高密度、高精度,数字化、自动化等特性。在铸件检测方面采用三维激光扫描仪可以快速获得完整的铸件表面信息,掌握铸件尺寸信息。
2 三维激光扫描尺寸检测方法
2.1 三维激光扫描仪的精度确认
七自由度关节臂式测量仪是一款应用较为广泛的三维激光扫描设备,该类型设备具有多个冗余自由度,测量空间内部任一点理论上都可以从无数个不同方向进行探测,而且无论从哪个方向探测,测得该点的坐标值都应该相同,但由于测量仪实际结构参数与坐标变换模型中的所用理论参数之间会存在一定偏差,因此,测量仪每次测得的坐标值实际上并不相同,基于这一原理需要定期对仪器进行精度确认,确保测量精度满足检测需求。具体确认方法:使用测量仪从不同角度和距离扫描量块,测量其长度,扫描测量长度结果与量块标准结果偏差≤(0.02+0.03L)mm,式中L 为量块的标准长度,单位为米。
2.2 检测数据对象拟合对齐方式
在三维扫描检测中,检测数据对象的拟合对齐方式是至关重要的,不同的拟合对齐方式会产生不同的检测结果。拟合对齐方法的选择需要根据零件基准特征、加工定位方式以及质量异常原因等来确定。只有拟合对齐方法合理才能得到科学的检测结果。通常的检测数据拟合对齐方式有:最佳拟合对齐、基准/特征拟合对齐、加工定位基准拟合对齐等。铸件毛坯零件检测大多采用最佳拟合对齐方式,判断零件加工质量时通常采用基准、特征拟合对齐方式,分析零件加工一致性时通常采用加工定位基准拟合对齐方式。
3 三维激光扫描技术在铸件检测中的应用
3.1 三维激光扫描技术在铸件尺寸一致性检测中的应用
在铸件造型生产中,造型设备的状态会随着设备老化程度及砂箱部件磨损状况的变化而改变,经常会产生抬箱、涨箱、错箱和挤箱等异常,从而造成同一箱不同零件加工一致性较差,导致加工异常,采用三维扫描,对不同模号的零件进行扫描采用加工定位基准对齐方式进行比对分析,可以有效的控制不同模号零件加工一致性,如图2 所示。
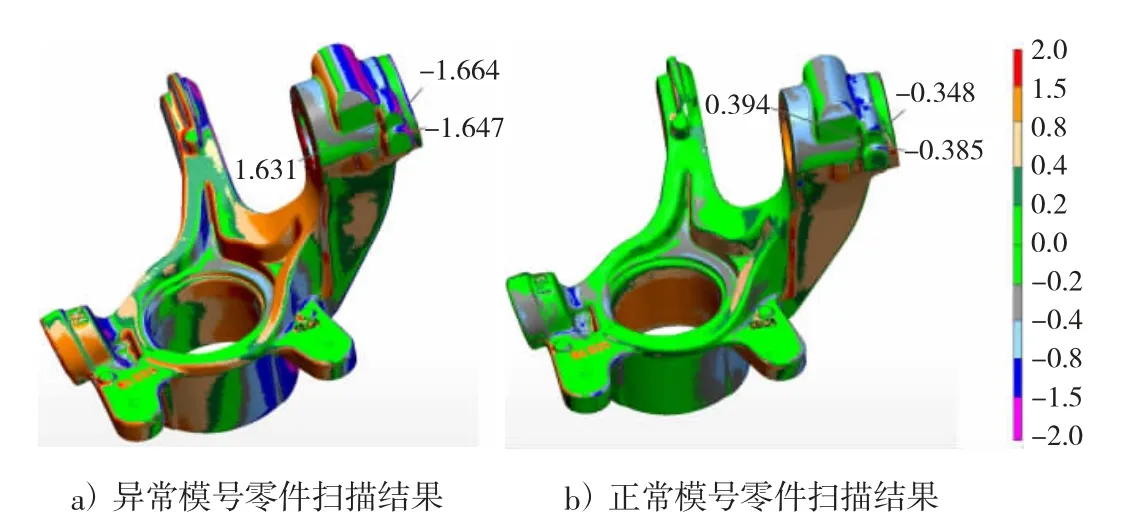
图2 TMJ 转向节一致性检测
从扫描结果可以看出:TMJ 异常模号零件与正常零件比较有明显的错位情况,我们通过修正异常零件对应模具的加工定位点尺寸,最终消除了零件加工不一致性问题。对于其他类型加工一致性不好的零件都可以采用三维扫描、加工定位基准对齐方式进行比对分析,根据检测结果确定发生变差的过程,可以有针对性采取改善。
3.2 三维激光扫描技术在大型铸件尺寸检测中的应用
当购买的三维激光扫描设备规格比较小,而需要检测大型铸件时,仪器不能一次性把整个铸件检测完,这时需要使用蛙跳功能来拓宽检测空间。采用蛙跳功能可以转换测量基准,起到延长扫描量程的目的,满足大型铸件的扫描检测需求。
蛙跳测量过程:
1)首先把扫描仪能够检测的铸件部分检测完,检测完以后,在需要检测铸件合适的位置摆放蛙跳基准球(通常需要摆放3 个蛙跳基准球)。
2)然后通过测量软件设定测量设备位置目标,按顺序依次测量3 个蛙跳球,检测完毕后通过测量软件操作来定位设备位置。
3)将设备移动至合适位置,设备移动完后按照相同顺序重新测量3 个蛙跳球,检测完毕后软件自动将空间扫描坐标转换至设备移动前的坐标位置,蛙跳完成。继续完成后续扫描,设备后续扫描的对象会和设备移动前的扫描对象自动融为整体。
蛙跳操作注意事项:
1)由于蛙跳过程是基准转换的过程,要求基准稳定,因此测量前一定要固定好铸件。
2)蛙跳后测量精度会降低,因此要预先评估蛙跳后的测量精度是否在测量项目允许范围内,否则会造成误判。
3)采用测量基准的方法蛙跳时,移动测量仪后,要按照相同顺序重新测量相同的3 个基准。如图3 所示。
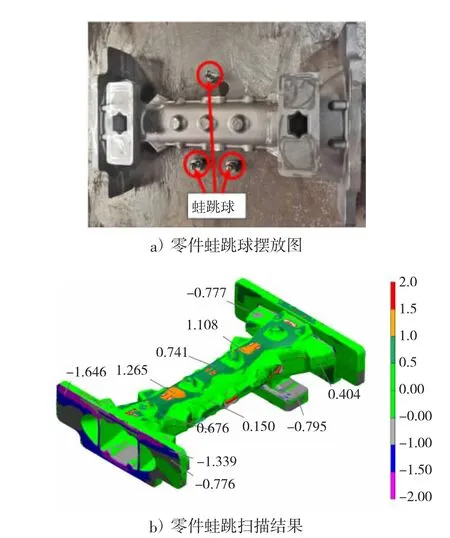
图3 TL150 横梁三维扫描检测
将扫描数据和三维数据拟合比对后生成色彩偏差图,通过图中的色差带和铸件表面的颜色就可以直观地看出铸件各部分的偏差情况。从而更容易帮助技术人员对铸件尺寸情况进行监控和分析。
3.3 三维激光扫描技术在铸件新品开发中的应用
在铸件新产品开发中,对铸件尺寸的检测是必不可少的步骤,通常的检测方法:对铸件进行划线检查。但是尺寸划线只能测量部分尺寸,有很多例如曲面、倒角、斜面等部位的尺寸无法测量。同时现在越来越多的产品客户只提供三维数据,根本没有二维图纸,让新品开发的进度大打折扣。因此在铸件新产品开发中使用三维激光扫描检测技术就成为一个既方便又实用的手段。
利用三维激光扫描对940 排气管进行扫描,如图4 所示,将扫描结果与产品标准三维进行比对,根据比对色差图,可以直观地看零件壁厚超出产品标准约1 mm,从而推算出模具设计、制造存在偏差,按照偏差值对模具完善后零件扫描结果达到了产品标注要求,极大缩短了调试时间及调试次数,提高了零件开发进度。
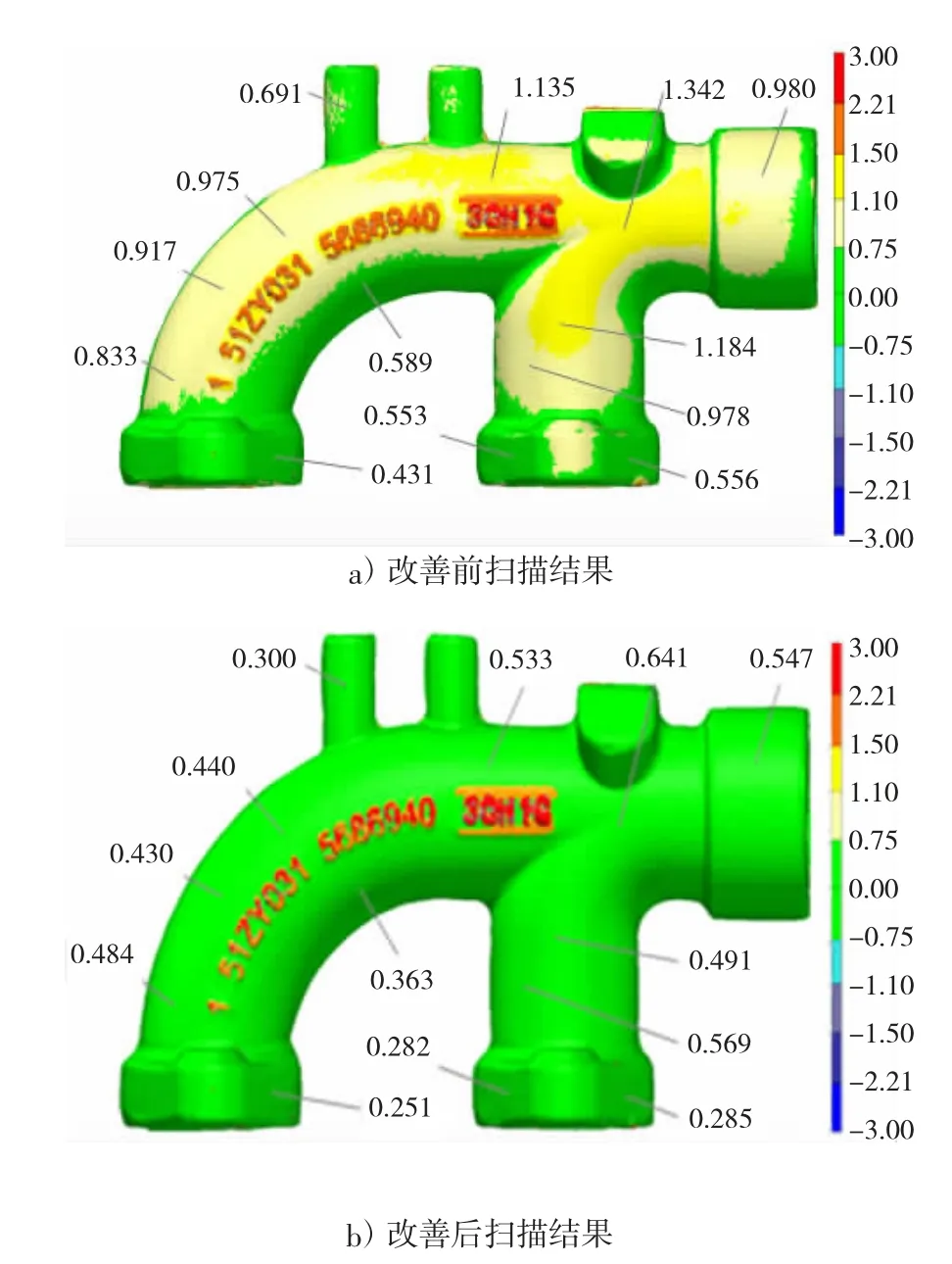
图4 940 排气管与标准数模比对后色差图
3.4 三维激光扫描技术在成品铸件检测中的应用
出口件JATCO 叉速器壳体零件,客户要求定期对成品零件进行全尺寸检测,提供成品零件全尺寸检验报告。其中加工零件毛坯面的轮廓阔度尺寸平台划线无法实现,为满足客户要求采用三维激光扫描技术对零件进行扫描,使用A、B、Z 基准作为拟合对齐基准/特征进行拟合对齐。
图5 为JATCO 叉壳成品铸件检测,可以看出,零件轮廓度整体尺寸符合要求,对加工零件定期进行扫描,即可以有效监控铸件毛坯及加工质量又可以满足客户对零件全尺寸报告的要求。
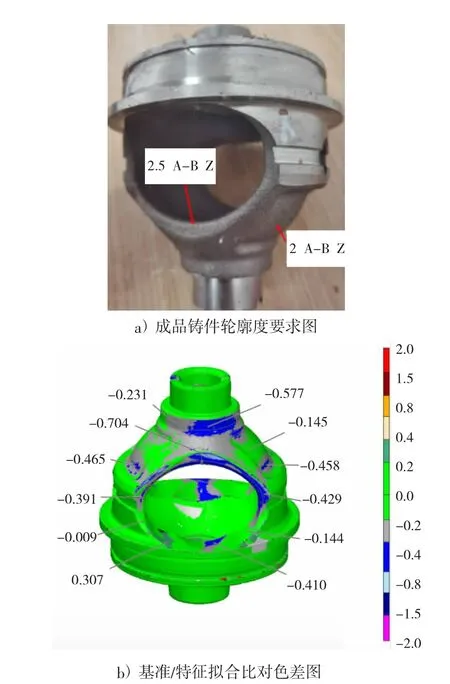
图5 JATCO 叉壳成品铸件检测
3.5 三维激光扫描技术在消失模铸造工艺改善中的应用
消失模铸造是将与铸件尺寸形状相似的泡沫模型粘结组合成模型簇,浸(刷)涂耐火涂料并烘干后,埋在干砂中振动造型,在负压下浇注,使模型气化,液体金属占据模型位置,凝固冷却后形成铸件的一种铸造方法。该造型方法最大的特点在于泡沫模型容易变形导致尺寸超差,泡沫模型生产烘干阶段、浸(刷)涂阶段、振动造型阶段都会导致泡沫模型发生变形。
消失模铸造过程中需要分析各个阶段的泡沫模型以及铸件尺寸;传统的检查方法,如三坐标、手工划线都不能有效测量白模尺寸以及铸件局部变形量,而扫描三维扫描技术作为一种非接触式的测量方法,在消失模铸造中具有得天独厚的优势。利用三维扫描可以对不同生产阶段的白模、铸件进行三维比对扫描检测,根据图6a)扫描结果可以发现变速箱白模在铸造之前已经产生较大变形,需要找出白模变形问题的根源,及时进行改善。根据图6b)扫描结果可以发现白模在铸造的过程中发生变形导致铸造后铸件产生较大变形,需找出白模在铸造的过程中变形问题根源,及时改善工艺,减小和消除铸件变形风险。
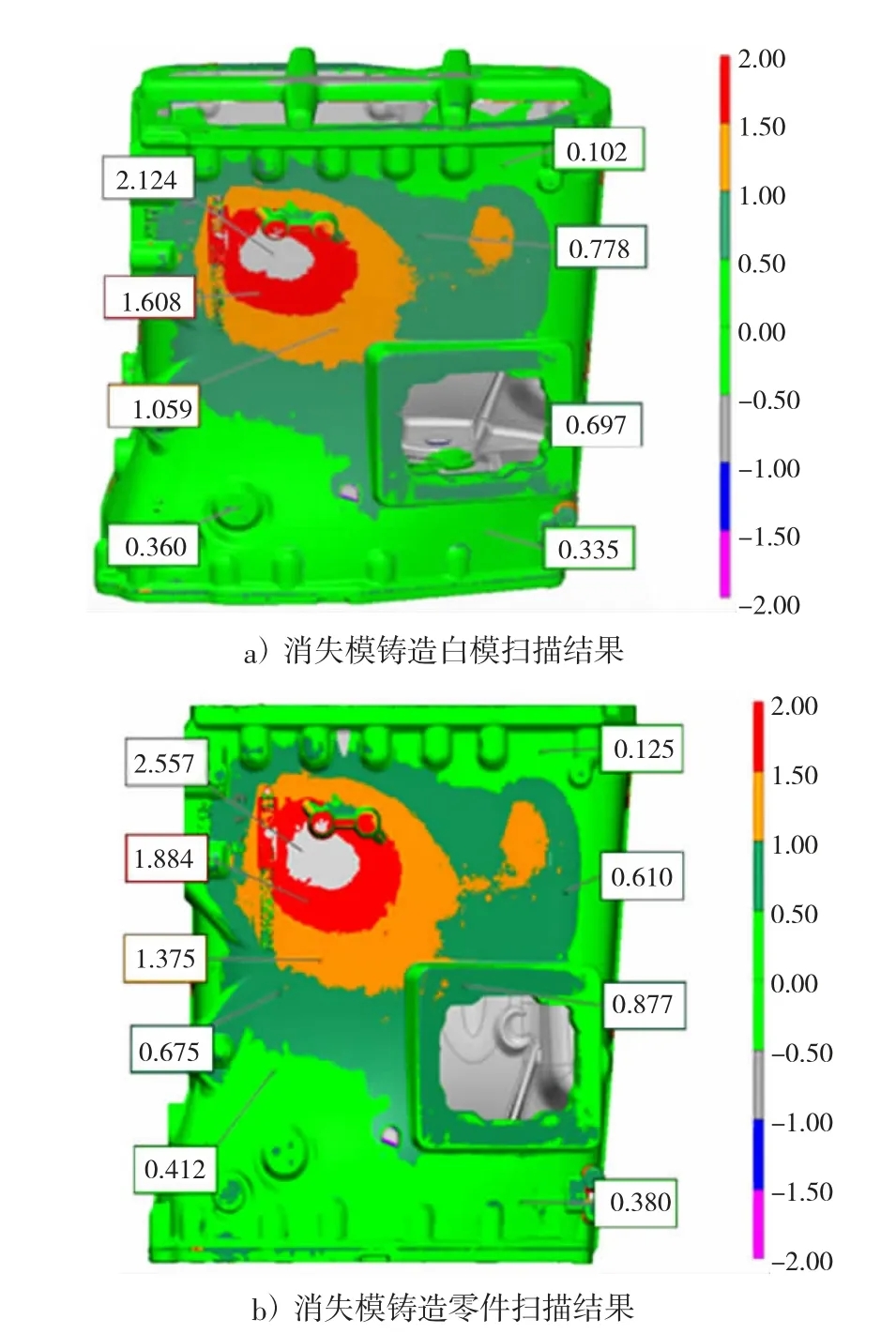
图6 变速箱三维扫描图
4 结论
采用三维激光扫描技术,可以获得完整的铸件表面信息,经过处理后可与铸件三维进行数模比对,获得外形比对数据,掌握铸件尺寸检测结果。解决了手工划线和三坐标测量划线无法整体测量的复杂曲面、倒角、斜面及易变型等检测问题,可以对产品铸造过程进行有效监控,快速锁定产品生产过程中的尺寸问题,方便质量改进。可以验证消失模铸造各阶段工艺的有效性及过程的稳定性,帮助新产品开发及批量产品监控,提高对产品制造的认识,使整个新产品开发过程更顺畅,开发出更优质的铸件。
