卷取助卷辊紧固优化升级
2022-07-13覃日牡
覃日牡

摘 要:助卷辊是卷取机生产中不可或缺的关键设备,其将带钢头部运送到卷筒周围并施以适当的压紧力将带钢压在卷筒上增加卷紧度,并对带钢进行进行弯曲加工,直接影响着钢卷的实物质量。但因各种因素导致助卷辊轴承座及斜锲螺杆经常性松动。因此,每次检修都需花费大量人力对助卷辊轴承座及斜锲进行紧固,检修效率低下,人工劳动强度大。
关键词:助卷辊;紧固;螺杆;轴承座;斜锲
一、引言
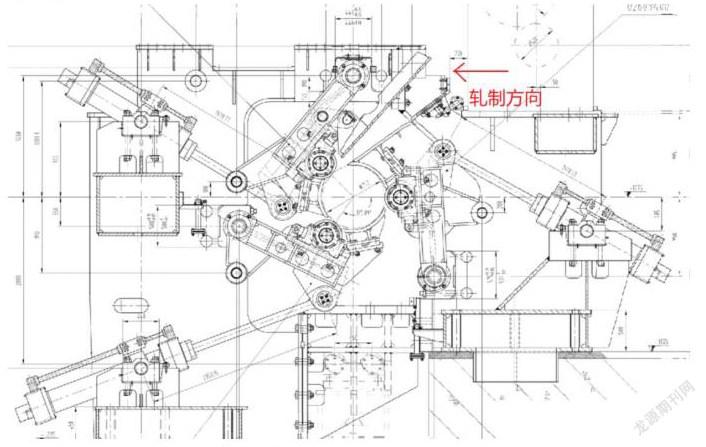
目前,柳钢热轧板带厂1450生产线有3台地下卷取机交替生产,每台卷取机共有3个助卷辊依次环抱在卷筒周围,根据轧制方向来区分,分别为1#助卷辊(WR1)、2#助卷辊(WR2)、3#助卷辊(WR3),其在轧制过程中的主要作用为将带钢头部运送到卷筒周围并施以适当的压紧力将带钢压在卷筒上增加卷紧度,并对带钢进行进行弯曲加工,使带钢变成更加容易卷取的形状;同时还可以协助帶钢尾部进行定尾工作,防止带钢尾部位置不准无法进行打捆等。助卷辊一旦产生松动现象对卷取机的稳定生产和带钢产品质量有着很大的影响。助卷辊分布图如图所示:
二、工作原理及目前现状
目前,1450生产线助卷辊采用自动踏步控制系统(AJC),即带钢头部未到达卷取机时,助卷辊根据带钢厚度设定一定的辊缝,当带钢通过夹送辊到达1#助卷辊时,1#助卷辊快速压住带钢,并对带钢头部进行第二次弯曲,带钢头部在弧形导板的引导下,分别到达2#和3#助卷辊时,2#和3#助卷辊分别快速压住带钢;当带钢头部再次到达1#助卷辊前,1#助卷辊快速回退让过带钢头部后又迅速压住带钢,2#、3#助卷辊动作同 1#助卷辊,此时卷筒待卷直径为Φ752。当带钢绕卷筒转动 2~3 圈后,卷筒快速胀紧带钢,此时带钢和卷筒间无相对运动。在卷筒转动 4~6 圈后,卷取机卷筒和精轧轧机张力已经形成,此时 2#助卷辊回到最大开口度位置;1#和3#助卷辊退到 D-50 位置(D为钢卷理论直径),完成踏步动作,进入正常卷取阶段。
助卷辊在轧制生产过程中存在2种控制模式,即压力环和位置环控制模式。助卷辊在进行自动踏步控制中结合了压力环和控制环两种控制模式,当助卷辊对带钢施以压力时,采用压力环控制;当带钢达到助卷辊前时,助卷辊为确保避让带钢头部而使用位置环进行快速定位;如此反复多次使用压力环和位置环交替,完成了助卷辊自动踏步过程。
在助卷辊进行自动踏步控制时,带钢头部直接冲击在助卷辊上,产生较大的冲击力,轴承座及斜锲的螺杆经常性松动,严重时会导致助卷辊下坠刮对成型板导致电流过大跳闸、刮花助卷辊辊面,电机跳闸等故障发生,严重影响了卷取机的工作效率及钢卷实物质量;同时因螺杆松动,每次检修都需花费大量人力对轴承座及斜锲螺杆进行紧固,即影响了检修的效率,也增加劳动强度。
三、原因分析及对策
通过查看图纸及现场实际问题分析发现,导致轴承座及斜锲螺杆经常性松动的原因有:
1、螺杆螺帽使用普通Q235材质,在受到较大冲击时螺杆容易被拉长或滑牙移位导致松动。
2、因螺杆直接焊接在轴承座上,更换螺杆时需用氧割割除,导致轴承座螺杆孔四周坑坑洼洼,在受到较大冲击力时螺杆后受力不均,起不到该有紧固效果。
3、轴承座设计不合理,螺杆无法直接使用辅助工具紧固,影响检修效率。
4、斜锲斜度不够,无法起到斜锲应有的作用。
针对以上疑难杂症,通过现场勘查后,对助卷辊改造方案如下:
1、改善螺杆的材质,适当增加螺杆的强度及硬度,减少因螺杆材质问题引起的滑牙拉长现象。
2、设计轴承座垫片,改变原先螺栓焊接方式,将垫板与轴承座焊接起来,保证螺杆接触面的平整,降低螺杆因接触面不均导致的受力不均现象。
3、改进轴承座图纸,在不影响轴承座本身受力的情况的扩大螺杆装配台面,使得在紧固螺杆时可以直接用辅助工具,如电动扳手等替代人为紧固,能更好的节约紧固时间,且紧固效果较好。
4、改进斜锲的配合斜度。增加斜锲的配合斜度,将斜锲的固有作用发挥到最大,紧固效果得到改善。
四、总结
经过对助卷辊轴承座和斜锲等系列的改造且上使用后,助卷辊螺杆易松动现象得到了很大的改善,检修效率及完成率得到了提高,降低了人工劳动强度。同时助卷辊辊面也得到了较大的保护,钢卷实物质量得到了一定的改善。
参考文献
[1]吴晓明、栾海英,王益群.热轧带钢地下卷取机踏步系统的应用研究.液压与气动.2003.
[2]廖永锋.热轧带钢卷取机的惯性力矩研究.重型机械.2001(9)
[3]田富俊.2050 轧机卷取机助卷辊踏步控制系统建模与分析.沈阳:东北大学机械工程学院.2001(1).
[4]莫军晓.地下卷取机设备操作维修手册.陕西:中冶陕压.2005(5)