6系铝合金MIG点焊模式的焊接质量提升措施
2022-07-12韩世涛陆宏韬林相远王周冰曹振华王宇
韩世涛,陆宏韬,林相远,王周冰,曹振华,王宇
辽宁忠旺集团有限公司 辽宁辽阳 111003
1 序言
近年来,汽车轻量化发展成为趋势,而铝合金由于具有重量轻、耐腐蚀等优点,所以成为汽车轻量化的首选材料之一。目前,MIG焊是十分普遍且生产成本相对较低的铝合金焊接技术。在对6系铝合金薄板接头进行MIG焊接时,十分容易产生过熔的现象。有研究表明,对于搭接接头而言,熔透时的接头强度最高,但该研究对象为不锈钢[1,2]。对于6系铝合金而言,其热裂纹敏感性较高,因焊接热输入过大而导致的过熔现象则易引起液化裂纹等缺陷的产生。若采用MIG点焊模式,则更易避免焊点过熔现象的发生,减少焊接变形,保证接头质量。但由于电弧焊自身特点的原因,MIG点焊易产生熔深浅、虚焊的情况,这也导致其应用受到了限制。本文针对MIG点焊现存的问题,提出了一种解决措施并提供了相关数据,为相关产品的焊接设计人员及生产工艺人员提供参考。
2 试验材料与方法
试验母材为6063-T6挤压型材,壁厚3mm,母材化学成分及力学性能分别满足GB/T 3190—2020《变形铝及铝合金化学成分》及GB/T 6892—2015《一般工业用铝及铝合金挤压型材》要求,详见表1、表2。

表1 6063-T6铝合金化学成分(质量分数) (%)

表2 6063-T6铝合金力学性能
本次试验使用焊接设备为Fronius TPS 5000逆变式数字化铝焊机,机器人手臂为KUKA KR90,焊丝为EN ISO 18273:S Al 5356(φ1.2mm),焊接方法为单脉冲MIG自动点焊。在Fronius TPS 5000中,MIG点焊功能的主要可调节参数分为焊接电流及焊接时间,并无引弧、收弧电流的设置。焊接姿态如图1所示。
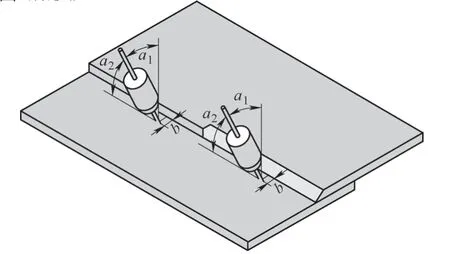
图1 焊接姿态
试验接头形式分为I形坡口搭接接头与单V形坡口(45°)搭接接头,焊枪侧倾角α1均为5°,焊枪后倾角α2均为90°,焊丝与搭接接头上板边缘距离b=3mm,焊丝干伸长为15mm。MIG点焊焊接参数见表3,保护气体均为99.99%Ar,气体流量均为20L/min。
本次试验采用控制变量法进行,表3中序号I-1~I-5为不同焊接电流下I形坡口的焊接参数、序号V-1~V-5为不同焊接电流下单V形坡口的焊接参数。焊接完成后依次进行目视观察、拉伸性能检测、宏观金相与微观金相观察,然后通过试验结果数据来进行分析。
3 试验结果及分析
3.1 目视观察及接头拉伸断裂结果
使用表3中序号I-1~I-5的焊接参数进行焊接,焊后试验结果见表4。由表4可见,在焊接电流为130A、140A时,由于焊接参数过小,故导致接头底板连接位置出现弱连接的情况。当焊接电流为150~170A时,随着焊接电流的增大,最大拉伸载荷逐步上升。当焊接电流达到170A时,拉伸断裂位置由底板弱连接位置转移至填充金属,且此时最大拉伸载荷值最高,说明此时底板弱连接问题得到了一定程度的解决。
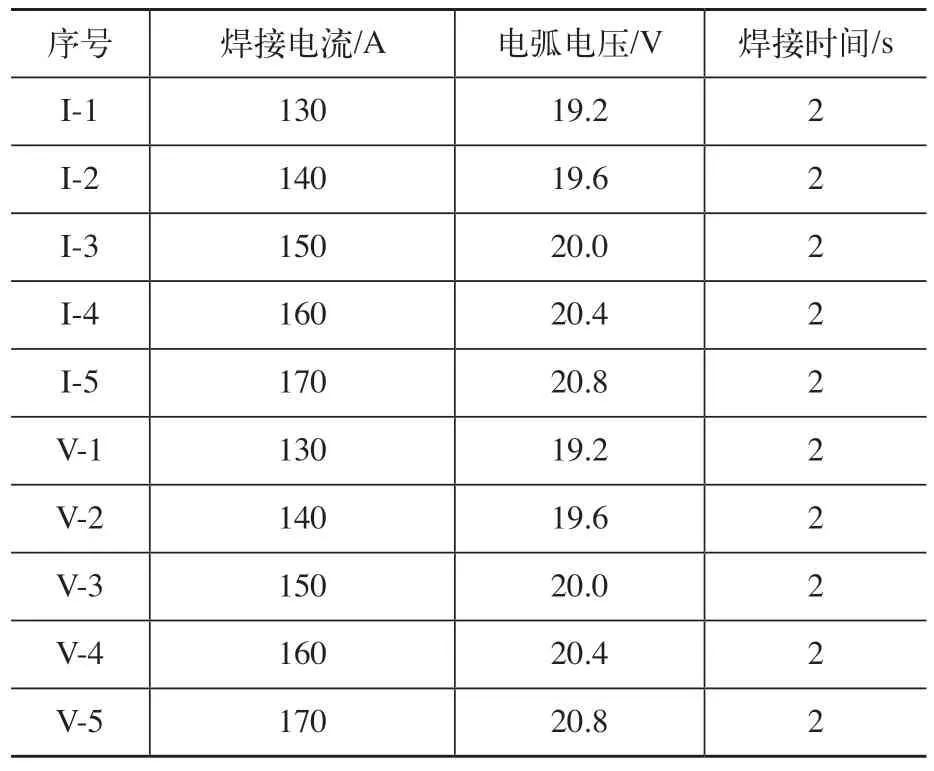
表3 MIG点焊焊接参数
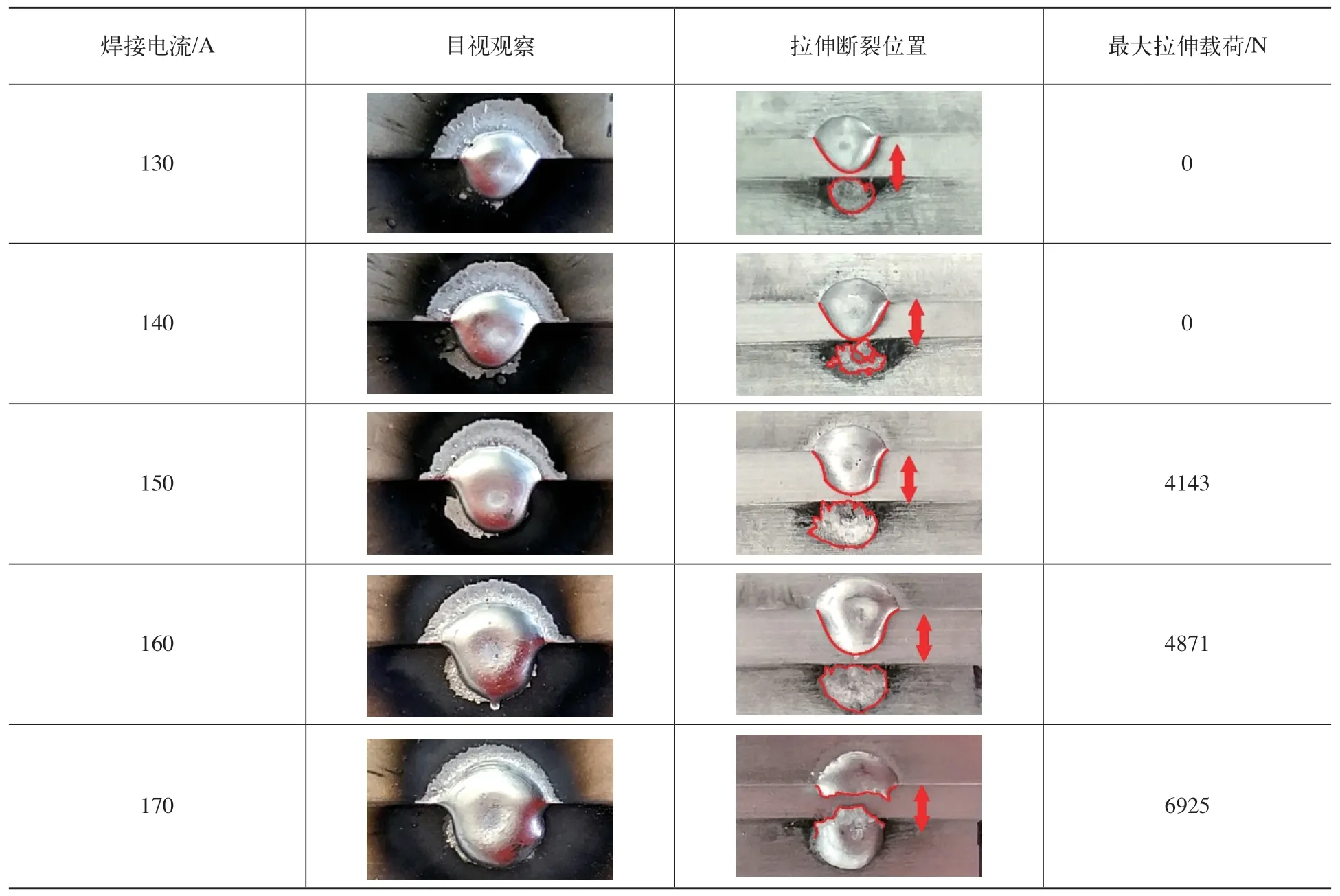
表4 I形坡口焊接接头
使用表3中序号V-1~V-5的焊接参数进行焊接,焊后试验结果见表5。由表5可见,在单V形坡口下,接头的拉伸断裂位置均位于填充金属,说明采用单V形坡口可有效地避免底板弱连接的问题。随着焊接电流的增加,填充金属体积以及与上下板之间的连接面积逐渐增大,接头最大拉伸载荷值也逐步攀升。因此,MIG点焊模式配合单V形坡口相对于配合I形坡口可以更有效地避免底板弱连接问题的发生,接头质量也更为稳定。
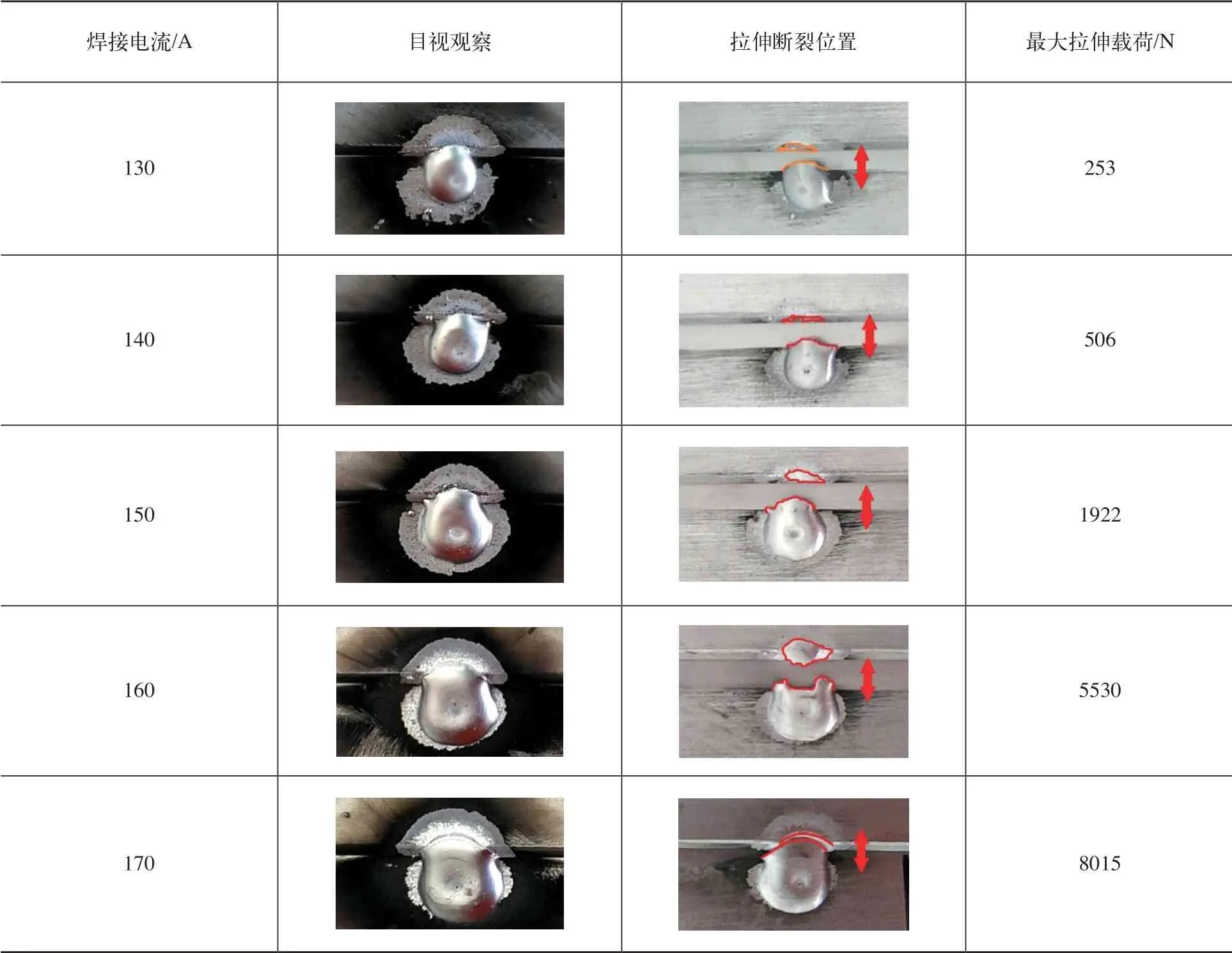
表5 单V形坡口焊接接头
3.2 金相分析
对表4、表5中的焊接接头进行金相观察,发现当焊接电流≤160A时,接头内部均无显微裂纹存在,而在焊接电流为170A时,接头内部均发现了显微裂纹的存在。现以160A与170A焊接电流的I形坡口接头与单V形坡口接头的宏观及微观形貌为例进行分析,如图2所示。根据业内学者的研究结果,可以将这种显微裂纹确定为液化裂纹[2]。液化裂纹的产生是由于焊接过程的快速加热所致。在母材的快速加热过程中,β相来不及溶解,而当温度超过共晶温度时,β相中的组元还未完全溶入α固溶体中,最终在α与β两相界面出现薄弱的共晶液相,最终在应力作用下沿着晶界液膜开裂,形成裂纹。
对于图2c、图2d而言,液化裂纹主要存在于母材的粗晶层中,这是由于粗晶层对于裂纹的敏感度更高所致。对于图2g及图2h而言,相对I形坡口,更多的焊接热输入传导至底板,伴随着熔覆金属自身重力的下压作用,使母材背部粗晶层区域以及母材内部均出现了液化裂纹。
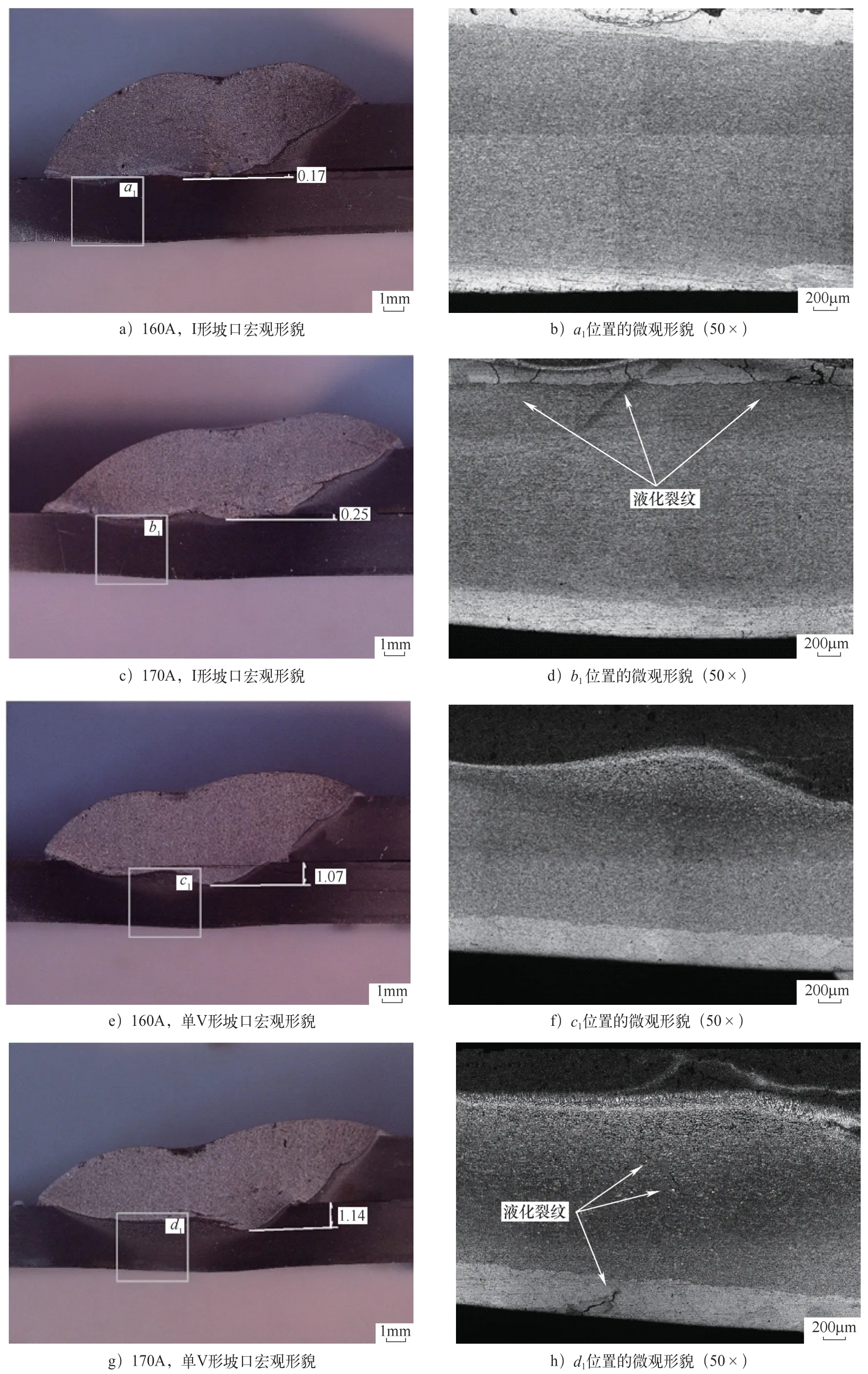
图2 接头宏观及微观形貌
对于易出现弱连接问题的底板连接位置而言,随着焊接电流的增加,底板侧熔深均逐步增大。通过对比也可发现单V形坡口的底板侧熔深明显大于I形坡口,这也进一步证实了单V形坡口对于增大熔深、保证接头质量稳定性的重要作用。
综上所述,搭接接头I形坡口的液化裂纹问题以及底板熔深问题限制了MIG点焊模式的使用。而将I形坡口改变为搭接接头单V形坡口后,底板熔深问题得到了有效解决,合适的焊接工艺窗口也更为宽泛,使MIG点焊模式应用的稳定性得到了提升。
4 结束语
对于MIG点焊模式在6系铝合金搭接接头上的生产应用而言,使用单V形坡口替代I形坡口可以有效地避免底板熔深不足、弱连接的情况发生。但由于6系铝合金热裂纹敏感性较高,过大的焊接热输入易导致接头内部液化裂纹的产生,因此在生产中应合理控制焊接参数,以获得较高质量的MIG点焊接头。
