烧结温度和造孔剂对沸石基多孔陶瓷膜结构和性能的影响
2022-07-11貟朝乐罗学刚
周 洋 貟朝乐 罗学刚 王 莹
(1.西南科技大学材料与化学学院 四川绵阳 621010;2.中国工程物理研究院 四川绵阳 621900;3.西南科技大学生物质材料教育部工程研究中心 四川绵阳 621010)
膜分离技术具有高效率、高稳定性、能耗低和工艺简单的特点,在分离领域得到了广泛应用[1]。无机陶瓷膜具有很好的化学稳定性(耐酸碱、耐腐蚀)、较强的机械强度、耐高温以及较长的使用寿命,用途广泛。传统的多孔陶瓷膜主要以Al2O3,ZrO2,SiO2,TiO2及其组合为原料,由于它们的价格昂贵并且具有较高的烧结温度(>1 400 ℃)[2],限制了其应用。
近年来,寻找低成本的陶瓷膜原料日益受到关注,如黏土矿物类(高岭土[3]、硅藻土[4]、膨润土[5]、海泡石[6]等)、沸石[7]以及固体废弃物(粉煤灰)[8]等。其中,沸石是一种以硅氧四面体为主要单元结构的架装结构材料,还有其他金属离子存在[9],具有独特的物理和化学性质。沸石包括天然沸石和人造沸石。天然沸石主要由水合铝硅酸盐组成,来源广泛,储备量大,成本低。这些天然材料具有纳米级孔隙的三维框架结构[10],已被证明仅通过高温(约1 150 ℃)相变即可获得陶瓷特性[11],是良好的陶瓷原料。有研究表明,天然沸石开始熔化的温度为800 ℃,可在950~1 000 ℃ 的温度下成功得到平均孔径为0.98 μm的陶瓷膜[12]。Anwar等[13]以天然沸石为原料,淀粉为造孔剂,制备了平均孔径为 1 μm 的陶瓷膜,并在其表面涂覆PVA后将孔径提升到了纳米级。Adam[14]将天然沸石加入高聚物后通过相转化制备中空陶瓷纤维膜,并应用于水中Cr的过滤吸附。但天然沸石成分复杂,其烧结过程复杂[15],影响陶瓷体的孔结构。
人造沸石也称合成沸石,是人工合成的一种具有独特晶体结构的沸石,其与天然沸石组成相似但更加均一,一般可利用高岭土、蒙脱土、硅藻土等合成,制备成本低,烧结温度低于天然沸石。合成沸石在陶瓷制备中常作为助烧剂以降低烧结温度,降低制备的成本和难度。Qian等[16]和Yang等[17]利用NaA型沸石作为助烧剂,将SiC的烧结温度从2 000 ℃ 降低到1 200 ℃ 以下,这是因为NaA型沸石的熔化温度低。Granato等[18]利用13X型沸石负载铜后在1 000 ℃ 将其陶瓷化后并应用于催化反应。Kosanovic等[19]利用铵交换A型沸石,在高温下形成莫来石结构。Marocc等[20]把NaA型沸石通过Sr和Ba改性后在1 500 ℃ 得到了低孔隙率和高于95% 的理论密度的陶瓷。有研究以高岭土为原料合成Y型沸石,并再将其在1 250 ℃ 的温度下烧结得到堇青石陶瓷[21]。Lei等[22]利用废弃NaA型沸石粉末,采用泡沫凝胶注模技术,在850~1 000 ℃ 烧结形成高孔隙率的多孔霞石陶瓷膜,有应用于隔热材料的可能,但其弯曲强度为2.9~4.7 MPa,存在强度降低的问题。在陶瓷膜制备过程中,提高烧结温度,可产生更多的玻璃相使力学强度增强,但使得孔隙率下降。为了使制备的陶瓷膜具有高的孔隙率,通常会在制备过程中加入造孔剂,造孔剂一般分为有机造孔剂和无机造孔剂,如淀粉[13]、木屑[23]、碳酸钙[24]等。
由于沸石的融化温度较低,高温产生的液相会将原有的孔隙填充,形成致密的膜结构[25],这样的膜结构不利于在实际中应用。多数以天然沸石为原料制备的陶瓷膜烧结温度在900 ℃ 以上,制备成本高,制备的陶瓷膜孔径大,在微滤膜和支撑体上应用较多。利用合成沸石制备多孔陶瓷膜鲜有报道。本研究以合成沸石为主要原料,以田菁粉为造孔剂,低温烧结制备多孔陶瓷膜,分析烧结温度和造孔剂对沸石基多孔陶瓷膜结构和性能的影响。
1 材料与方法
1.1 材料与仪器
NaA型沸石粉末,上海有新分子筛有限公司;羟丙基甲基纤维素,黏度4 000 mPa·s,上海阿拉丁生化科技股份有限公司;碱性硅溶胶,质量分数30%,德州晶火技术玻璃有限公司;田菁粉,工业级,山东谷康生物工程有限公司;去离子水,自制。
X射线衍射仪,D8 Advance,德国Bruker公司;热分析仪,TGA Q-500,SDT Q600,美国TA公司;扫描电子显微镜,Sigma 300,德国蔡司;氮气吸附仪,ASAP 2460,美国麦克;台式粉末压片机,FYD-40-A,上海天阖机械有限公司。
1.2 沸石基陶瓷膜的制备
采用操作简单并大规模应用的模压法制备。首先将一定量的NaA型沸石与羟丙基甲基纤维素(质量分数1%)和一定量的田菁粉(质量分数分别为0,1%,2%,3%,4%,5%,6%,7%,8%)在玛瑙研钵中充分混合均匀,然后加入质量分数30%的硅溶胶和适量的去离子水混合揉捏成泥,将泥团用保鲜膜密封存放24 h。再利用液压单轴压片机在5 MPa压力下预压1 min成型,再加压至10 MPa保持5 min,得到直径为30 mm、厚度约为3 mm的圆形陶瓷胚体,在50 ℃ 的烘箱中干燥24 h,最后放入马弗炉中烧结120 min。为了防止在烧结过程中胚体变形炸裂,采用阶段升温:第一阶段快速升温到600 ℃ 保温30 min完成造孔剂分解造孔;第二阶段缓慢升温到烧结温度并保温120 min。
1.3 表征方法
使用X射线衍射仪分析测定陶瓷膜的物相组成,Cu靶(0.154 1 nm),扫描速度5°/min;利用热分析仪测定田菁粉的热分解温度和陶瓷胚体的相变温度,空气气氛,以10 ℃/min的升温速率从室温加热到800 ℃和1 000 ℃;利用扫描电子显微镜对膜的形貌进行表征分析;利用氮气吸附仪在77 K温度下测定多孔陶瓷膜的孔径分布。
1.3.1 径向收缩率测定
通过测试样品烧结前后的直径变化来计算径向收缩率,计算公式如下[26]:
(1)
其中:R0和R分别为烧结前后的直径,mm;S0为陶瓷膜收缩率,%。
1.3.2 弯曲强度测定
本研究采用三点弯曲法测定弯曲强度。将制备的陶瓷膜圆片切割打磨为长度24 mm,宽度为4 mm的长条状,在万能试验机下测定弯曲强度(MTS-C45),跨距为16 mm,加载速率为0.3 mm/min。弯曲强度计算公式如下[27]:
(2)
其中:A1为弯曲强度,MPa;F为破坏载荷,N;l为夹具跨距,mm;b为试样宽度,mm;h为试样厚度,mm。
1.3.3 孔隙率测定
采用阿基米德原理来测定陶瓷膜的孔隙率。将陶瓷膜在100 ℃ 的烘箱中干燥6 h,去除样品中的水分,测得其干重(m1)。在室温下,将其放入去离子水中浸泡24 h,取出后迅速利用毛巾将表面水分擦拭干净,测得其湿重(m2),并测量其表观体积V。孔隙率的估算公式如下[24]:
(3)
其中:ε为孔隙率,%;m1,m2,V和ρwater分别表示干重、湿重、表观体积和水的密度。
1.3.4 氮气渗透量测定
将陶瓷膜固定在膜架中,通过高压气瓶将氮气通过陶瓷膜,测定单位时间内通过陶瓷膜的氮气总量。在不同的工作压力(0.10~0.25 MPa)下,利用转子流量计测量计算氮气渗透量:
(4)
其中:J为氮气渗透量,m3·m-2·h-1;Q为氮气通过的体积,m3;A为膜片的有效面积,m2;t为时间,h。
2 结果与讨论
2.1 造孔剂的热分析
田菁粉是一种天然高分子有机物,属于生物质材料,来源广泛,成本低,在实际运用中常常作为造孔剂和塑化剂。对田菁粉进行了热分析表征,结果如图1所示。100 ℃ 前出现了一个较小的失重峰,主要为田菁粉中的水分蒸发,225 ℃ 田菁粉开始热分解,250 ℃ 分解速率达到最大值,450 ℃ 时田菁粉基本完全分解,产物主要为CO2和H2O。本研究中,泥团的塑性随着田菁粉含量的增加而先变好后变差,当田菁粉质量分数 ≥7% 时,在压制过程中容易被挤出,不易成型,后续实验研究了造孔剂质量分数(0~6%)对陶瓷膜性能的影响。
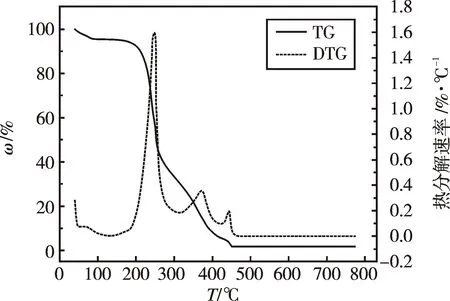
图1 田菁粉的TGAFig.1 TGA of sesbania powder
2.2 造孔剂对膜物理性能的影响
图2(a)显示了不同造孔剂含量的孔隙率与弯曲强度。从图2(a)可以看出,随着造孔剂含量的增加,陶瓷膜的孔隙率从 24.60% 增加到 32.27%,未添加田菁粉的陶瓷膜在成型过程中容易产生裂纹,不易完整成型,说明田菁粉起到造孔和塑型的作用,孔隙率的大小与造孔剂含量有关[23]。随着造孔剂的增加,弯曲强度降低,从34.52 MPa下降到12.23 MPa。由于造孔剂的消失致使膜片中的孔隙增加,使得陶瓷颗粒接触面积减小,从而使得弯曲强度降低[28]。对不同造孔剂含量的陶瓷膜氮气渗透量的测定结果如图2(b)所示。从图2(b)可以看出,造孔剂质量分数从0 增加到6%,氮气渗透量从32.99 m3·m-2·h-1增加到338.79 m3·m-2·h-1,增加约10倍,说明氮气的渗透量与造孔剂含量和孔隙率呈正相关。造孔剂质量分数从 5% 增加到 6% 时,氮气增加量减少,增加不到0.1%,并且伴随着孔隙率的增加,陶瓷膜的弯曲强度从14.73 MPa下降至12.23 MPa。弯曲强度和膜的渗透性是陶瓷膜实际应用的重要性能指标,综合考虑,后续实验造孔剂添加质量分数均采用5%。此外,从图中看出,随着工作压力的增加氮气渗透量呈线性增长,说明压力是氮气通过陶瓷膜的主要驱动力,在0.25 MPa的压力下能够达到312 m3·m-2·h-1的渗透量,与Elgamouz等[29]利用天然黏土中加入质量分数 5% 的碳为造孔剂制备的陶瓷膜渗透量相当。

图2 不同造孔剂含量制备的陶瓷膜的孔隙率、弯曲强度和氮气渗透量Fig.2 Porosity,flexural strength,and nitrogen penetration of the ceramic membrane prepared with different pore-forming agent contents
2.3 烧结温度对陶瓷膜晶相组成的影响
烧结温度在陶瓷膜制备中起着至关重要的作用,影响陶瓷膜的烧结、孔隙率和弯曲强度等。图3为陶瓷胚体的TG-DTA曲线。从TG曲线可以看出,150 ℃ 之前主要是水分的损失,在200~400 ℃ 之间有一个较小的损失,为田菁粉的分解,胚体在600 ℃ 之后质量基本保持不变,总的损失率约为26.8%。从DTA曲线可看出,在150 ℃ 之前的吸热峰是由于胚体水分的蒸发,在312 ℃出现了一个很强的放热峰可能为田菁粉分解产生的热量,在800 ℃ 有一个微弱的放热峰,可能是沸石产生液相,在910 ℃ 和965 ℃ 左右有两个放热峰是沸石结构的坍塌和液相的增多并形成其他晶体结构[22],这有利于陶瓷的烧结,但不利于多孔结构的形成。
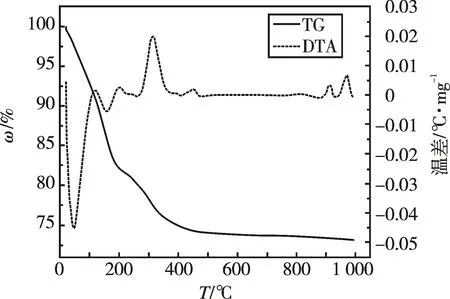
图3 陶瓷胚体的TG-DTA曲线Fig.3 TG-DTA curves of ceramic embryo
从XRD图谱可以看出(图4),经过700 ℃ 和800 ℃ 烧结后,陶瓷膜的XRD图谱与烧结前的NaA型沸石相比基本相似,保留着大量的沸石晶相,但随着烧结温度的升高,沸石衍射峰有所减弱,说明有少数晶体结构被破坏而产生相变。当烧结温度达到900 ℃ 时,沸石的晶体结构已经不存在了,在2θ=21.26°,29.59°,29.37° 和35.06° 处出现了新的衍射峰,这属于三斜霞石衍射峰[30]。与DTA曲线相印证,在 910 ℃ 和 965 ℃ 左右的放热峰,沸石晶体结构坍塌形成了更多玻璃相,三斜霞石向霞石转变[22,31],进而形成致密的膜结构,温度过高不利于多孔陶瓷膜的形成。
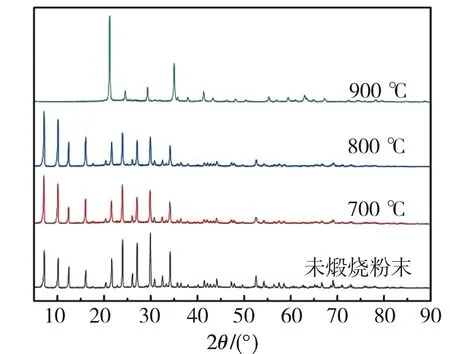
图4 不同温度陶瓷膜的XRD图谱Fig.4 XRD patterns of ceramic membranes at different temperatures
2.4 温度对陶瓷膜微观结构的影响
图5展示了NaA型沸石和不同烧结温度制备的陶瓷膜的SEM图。图5(a)为NaA型沸石形貌图,是一种规则的立方晶体结构,表面光滑,非常松散,颗粒与颗粒之间基本没有连接。烧结温度700 ℃ 制备的陶瓷膜的微观形貌如图5(b)所示,因其未达到烧结温度,结构形态与NaA型一致,并且具有一定的孔隙。图5(c)为烧结温度800 ℃ 制备的陶瓷膜的SEM图像,能够看出颗粒形态发生了改变,颗粒开始融化并黏合在一起,形成了一定的桥接,产生了少量液相,使得颗粒之间的连接变得紧密,孔隙率减少。当烧结温度达到900 ℃ 时,沸石颗粒完全熔化,高温使得沸石的结构坍塌并熔融,重结晶形成了三斜霞石致密的陶瓷膜,孔隙率急剧减少(图5(d))。以上分析说明温度对陶瓷膜的孔隙率有重大影响。

图5 NaA沸石和不同温度陶瓷膜扫描电镜图 Fig.5 SEM images of NaA zeolite and ceramic membranes at different temperatures
通过氮气吸附测定了不同温度制备的陶瓷膜的孔径分布,如图6所示。700 ℃ 时,造孔剂完全分解形成多孔,但温度还不足以使沸石结构坍塌产生液相填充造孔剂留下的空隙结构,使得陶瓷膜的孔径分布范围较大,并且孔径和孔容大,其平均孔径为13.77 nm;800 ℃ 的陶瓷膜由于温度的升高,沸石颗粒开始熔化产生了少量液相,颗粒之间收缩连接和填充了部分孔隙,使得孔径和孔容变小并且孔径分布变窄,其平均孔径为12.91 nm;当温度达到900 ℃ 时,沸石坍塌并产生了更多的液相,造孔剂留下的孔隙被填充,并且陶瓷膜表面出现光滑的釉质,使得孔径和孔容缩小,其孔径分布更窄,主要分布在10 nm以下,其平均孔径为4.86 nm。这是由于高温使得沸石颗粒融化冷却重结晶形成了致密的三斜霞石结构。孔径尺寸远小于采用天然矿物制备的陶瓷膜[32-33]。
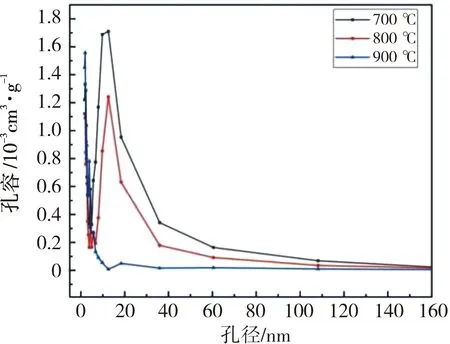
图6 不同温度陶瓷膜的孔径分布Fig.6 Pore size distribution of ceramic membranes at different temperatures
2.5 烧结温度对陶瓷膜物理性能的影响
不同烧结温度对陶瓷膜的孔隙率、径向收缩率和弯曲强度的影响如图7所示。通过图7(a)观察到烧结温度对样品的收缩率和孔隙率影响很大。随着温度的升高,径向收缩率不断增加。700 ℃ 时由于其温度较低不能使沸石的结构破坏而产生液相,使得沸石颗粒不会产生移动而收缩,收缩率仅1.65%;当温度达到800 ℃ 时,收缩率达到5.55%,基本可以判断其达到烧结温度[34],出现了液相,使得颗粒之间流动收缩;温度达到900 ℃ 时,收缩率达21.28%。高温使得沸石结构破坏并熔化产生更多液相,液相将造孔剂形成的孔隙结构填充,使得收缩率急剧增加,也使得孔隙率急剧下降。孔隙率从700 ℃ 的32.42% 到800 ℃ 的30.99%和900 ℃ 的2.23%,逐渐形成致密结构,这与其他文献报道的收缩率与孔隙率随温度变化的趋势一致[34]。
图7(b)显示弯曲强度随温度升高而增强,分别为6.93 MPa(700 ℃),14.57 MPa(800 ℃),45.22 MPa(900 ℃),这是由于温度升高,使得沸石结构坍塌形成了玻璃相,通过致密化进而使得强度得到了提升[35]。

图7 不同烧结温度的孔隙率、径向收缩率和弯曲强度Fig.7 Porosity,radial shrinkage,and flexural strength at different sintering temperatures
温度对多孔陶瓷膜制备具有重大影响。温度太低不能产生液相使得颗粒之间形成桥梁连接,弯曲强度低,温度太高产生过多的液相将孔隙填充形成致密结构,不利于气体的渗透。800 ℃ 不仅有着30.99% 的孔隙率,还具有14.57 MPa的弯曲强度,与Hristov[25]利用天然沸石制备的陶瓷膜相比具有接近的孔隙率,但强度约为其4倍。因此,800 ℃是NaA型沸石制备多孔陶瓷的适宜温度。
图8为不同烧结温度制备的陶瓷膜在不同工作压力下的氮气渗透量。700 ℃ 烧结温度制备的陶瓷膜基本没有产生液相,颗粒之间连接不强,弯曲强度低,制备的3块陶瓷膜当工作压力超过0.20 MPa时均破裂了。从图8可以看出氮气渗透量随着烧结温度的升高而减小,当烧结温度达到900 ℃ 时,由于沸石熔化冷却重结晶形成的孔隙率只有2.23% 的陶瓷膜,在0.25 MPa的压力下氮气渗透量仅有3.93 m3·m-2·h-1,约为800 ℃陶瓷膜氮气渗透量(312 m3·m-2·h-1)的1%,这可能与孔隙率和孔径大小有关。
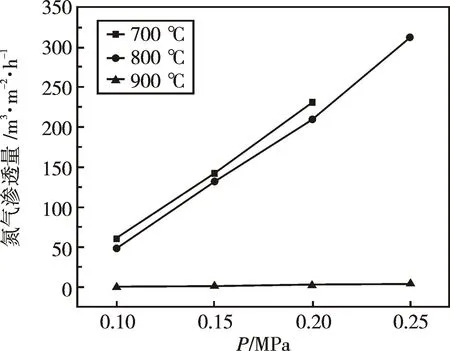
图8 不同温度烧结陶瓷的氮气渗透量Fig.8 Nitrogen permeability of sintered ceramics at different temperatures
3 结论
以NaA型沸石为原料,田菁粉为造孔剂,采用模压法工艺,可以实现低温烧结制备具有纳米孔径的多孔陶瓷膜。陶瓷膜的孔隙率和氮气渗透量与造孔剂含量呈正相关,但是孔隙率越高弯曲强度越低。在烧结温度700~900 ℃ 制备的陶瓷膜,随着温度升高,孔隙率和氮气渗透量减少,弯曲强度增强。烧结温度过高时,沸石的结构破坏并且重新结晶形成三斜霞石,弯曲强度增强,但孔隙率急剧减小,形成致密的膜结构。在最佳造孔剂质量分数 5% 和最佳烧结温度800 ℃ 下制备的多孔陶瓷膜,具有14.75 MPa的弯曲强度和30.99% 的孔隙率,平均孔径为12.91 nm,氮气渗透量为312 m3·m-2·h-1。利用合成沸石在低温烧结制备的陶瓷膜有望在超滤领域应用。