4 000 m3大型复合板球罐焊接工艺研究
2022-07-10刘孟德
李 浩,李 莉,王 奎,刘孟德,周 杨
(1.武汉一冶钢结构有限责任公司,武汉 431400;2.湖北特种设备检验检测研究院,武汉 430077;3.盛虹炼化(连云港)有限公司,江苏连云港 222000)
0 引言
不锈钢复合板是以碳钢或者合金钢为基材、不锈钢为覆材,采用爆炸焊或者轧制等方法制成的双金属复合钢板[1-4]。其一般以基材保证强度,由覆材来保证耐腐蚀性能和耐磨性能。它既有不锈钢的耐用性、耐腐蚀性、耐磨性等优良性能;又有碳素钢高强度、低成本的特点,从而得到了广泛地应用。
某炼油原料及产品罐区有2台4 000 m3不合格液化气球罐(即储存不合格液化气的球罐)、2台4 000 m3HOIL石脑油球罐。目前,这4台4 000 m3不锈钢复合板球罐属国内最大型复合板球罐。该工程球壳板为爆炸焊复合成型的不锈钢复合钢板,4 000 m3不合格液化气球罐复合板为S31603+Q370R,4 000 m3HOIL石脑油球罐复合板为S31603+Q345R,而锻件接管为20MnMoD及16Mn锻件,对其与介质接触的内壁及法兰面进行不锈钢(S31603)耐蚀层堆焊,以达到防腐蚀的效果。4 000 m3不合格液化气球罐和4 000 m3HOIL石脑油球罐主要参数分别见表1,2。
表1 4 000 m3不合格液化气球罐主要参数Tab.1 Main parameters of 4 000 m3 unqualified liquefied gas spherical tank
球罐热处理的情况较特别,需考虑热处理的多种情况[5-6]。模拟最大程度焊后热处理(Max.PWHT)是用以模拟初始材料正火以后所有可能的最大程度的热处理,包括球片与接管组焊后的中间热处理、球罐组焊后最终热处理、一次制造返修的焊后热处理以及一次额外的留给用户将来使用的焊后热处理;模拟最小程度焊后热处理(Min.PWHT)是用以模拟初始材料正火以后制造过程中最小程度的热处理,包括所有中间热处理以及最终热处理。本文主要针对复合板球罐这种特点,对于试样坯料,分别按照Max.PWHT及Min.PWHT两种情况进行试验和分析,寻求有效、合适的焊接工艺,从而保证球罐的质量。
1 试验用材料
根据设计要求,按基材进行强度校核计算,而覆材S31603作为耐腐蚀层,并未考虑到强度计算中。通过对材料力学性能进行复验,均满足GB/T 713—2014《锅炉和压力容器用钢板》、GB/T 24511—2017 《承压设备用不锈钢和耐热钢钢板和钢带》和NB/T 47009—2017 《低温承压设备用合金钢锻件》相应材料标准的要求。基材Q370R,Q345R、覆材S31603以及锻件材料20MnMoD的力学性能复验结果分别见表3~6。

表3 Q370R钢板力学性能复验Tab.3 Retest of the mechanical properties of Q370R plate

表4 Q345R钢板力学性能复验Tab.4 Retest of the mechanical properties of Q345R plate

表5 S31603钢板力学性能复验Tab.5 Retest of the mechanical properties of S31603 plate

表6 20MnMoD钢板力学性能复验Tab.6 Retest of the mechanical properties of 20MnMoD plate
通过对母材的性能进行分析,需选择与之相匹配的焊接材料,本工程采用3种焊接材料进行焊接,即球罐基材焊接材料型号Q345R采用E5015,Q370R采用E5515-N2;堆焊过渡层焊接材料为型号E309LMo-16;堆焊覆材焊接材料型号为E316L-16[7]。此次选用的焊接材料均为国产焊条,并对其进行复验,焊接材料复验结果如表7所示。
表7 焊接材料力学性能复验Tab.7 Retest of the mechanical properties of welding material
2 复合板试板的制作
2.1 复合板的焊接工艺
该复合板球罐材料为分别S31603+Q370R和S31603+Q345R,经多次热循环后,既要保证基材力学性能满足强度要求;还要保证覆材(堆焊层)的耐腐蚀性能。本文对焊接工艺[8]的分析研究主要包括球壳板焊缝焊接、锻件接管内壁耐蚀层堆焊以及锻件接管与复合板壳体焊接[9]。
NB/T 47014—2011《钢制压力容器焊接工艺评定》标准将热处理保温时间作为重要变素,为使球罐产品在使用过程中更加安全,球罐产品分别按Max.PWHT及Min.PWHT进行焊接工艺评定,验证焊接工艺评定的力学性能指标及覆材的耐腐蚀性能在多次热处理循环后,是否仍满足设计及标准要求。
对复合板球罐的不同结构及不同的焊接位置,需制定相应的焊接工艺。球壳锻件与人孔之间及球壳与球壳间的焊接采用焊条电弧焊的焊接方法;锻件接管内壁需进行耐蚀层堆焊[10],而最小的管径仅为DN 80 mm,采用常规焊接方法很难实现,故选择药芯焊丝,采用自动螺旋焊接技术进行焊接。复合板焊条电弧焊对接坡口采用不对称X形坡口,大坡口50°~60°,小坡口55°~65°,结构分别如图1,2所示。
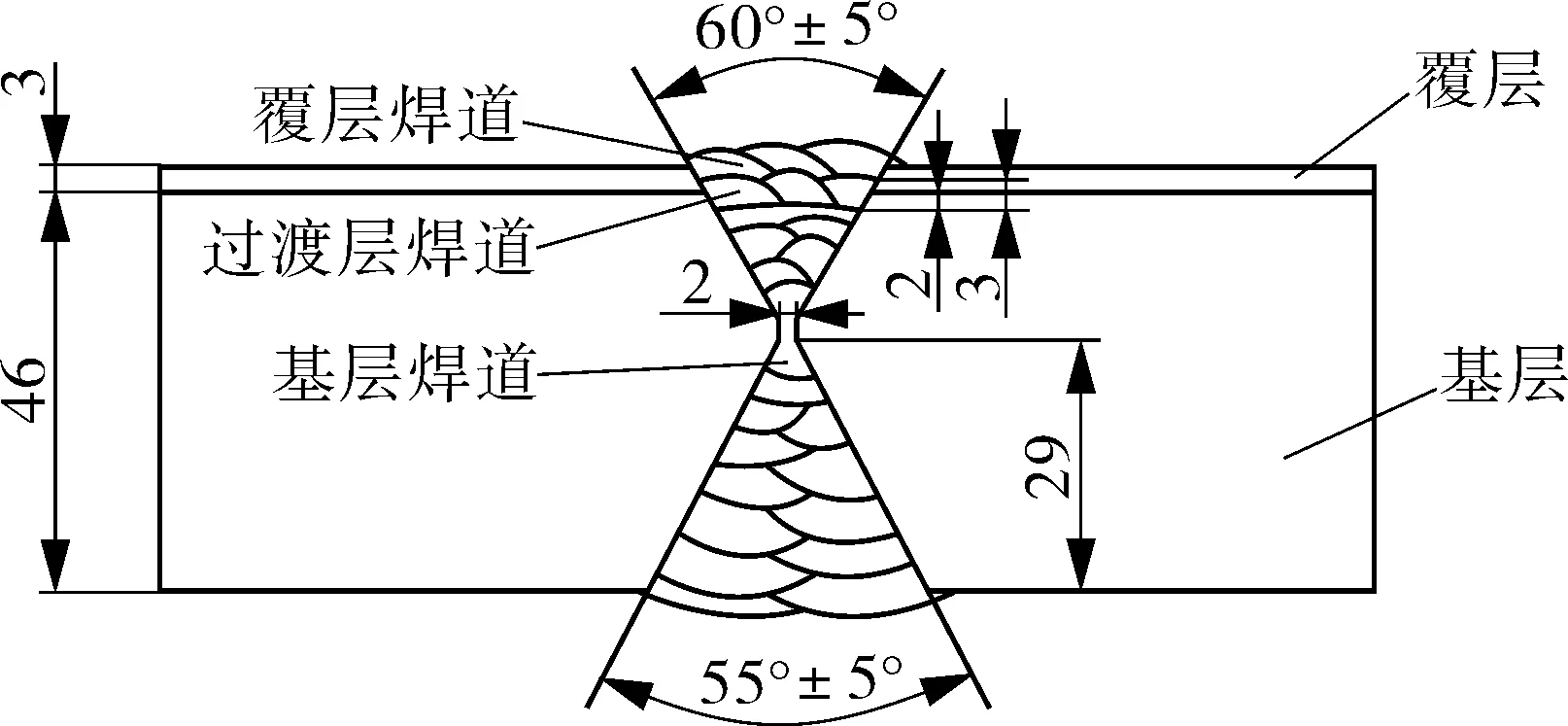
图1 Q370R复合板焊接坡口示意Fig.1 Schematic diagram of the welding groove of Q370R clad plate
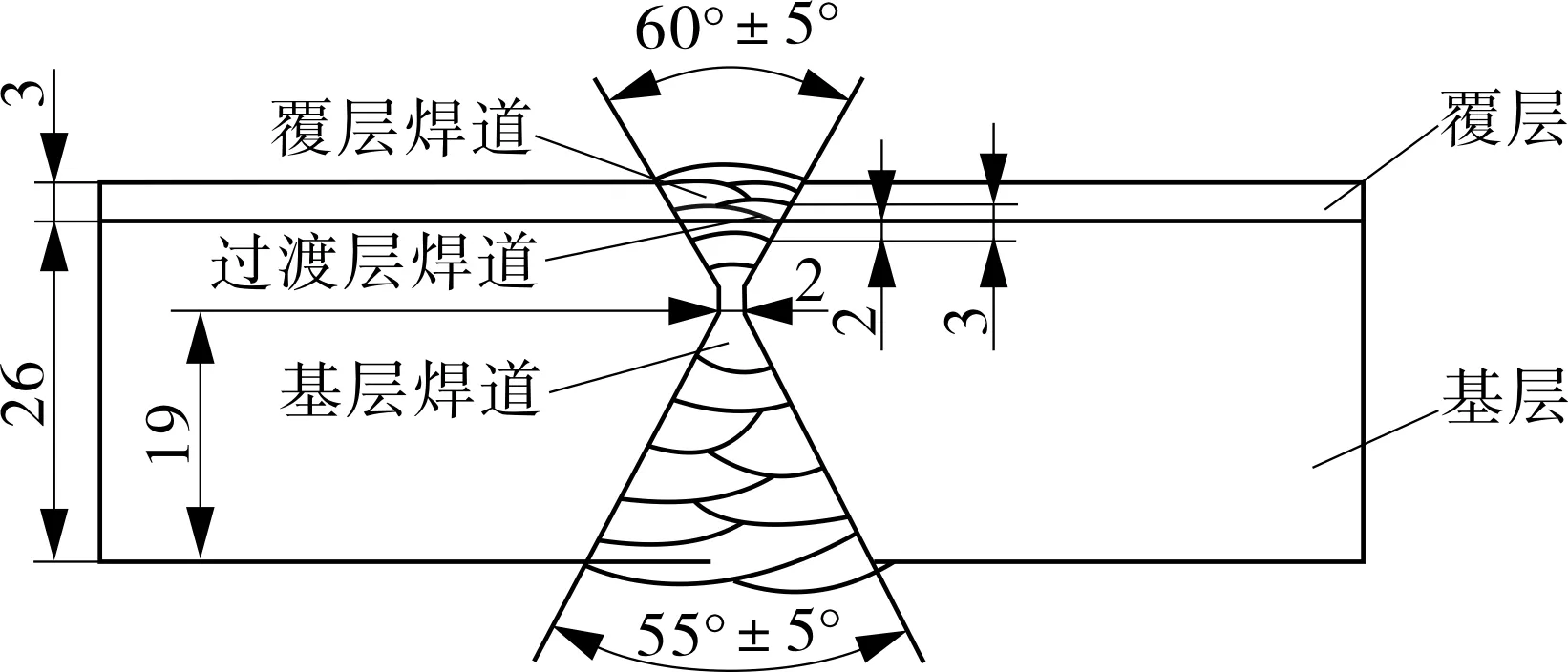
图2 Q345R复合板焊接坡口示意Fig.2 Schematic diagram of the welding groove of Q345R clad plate
按不同母材之间的焊接,确定焊接工艺评定,同种焊接工艺,区别不同的热处理保温时间(1个热循环和3个热循环),工艺评定编号分别为PV176~PV185,某炼油原料及产品罐区复合板球罐焊接工艺评定见表8。
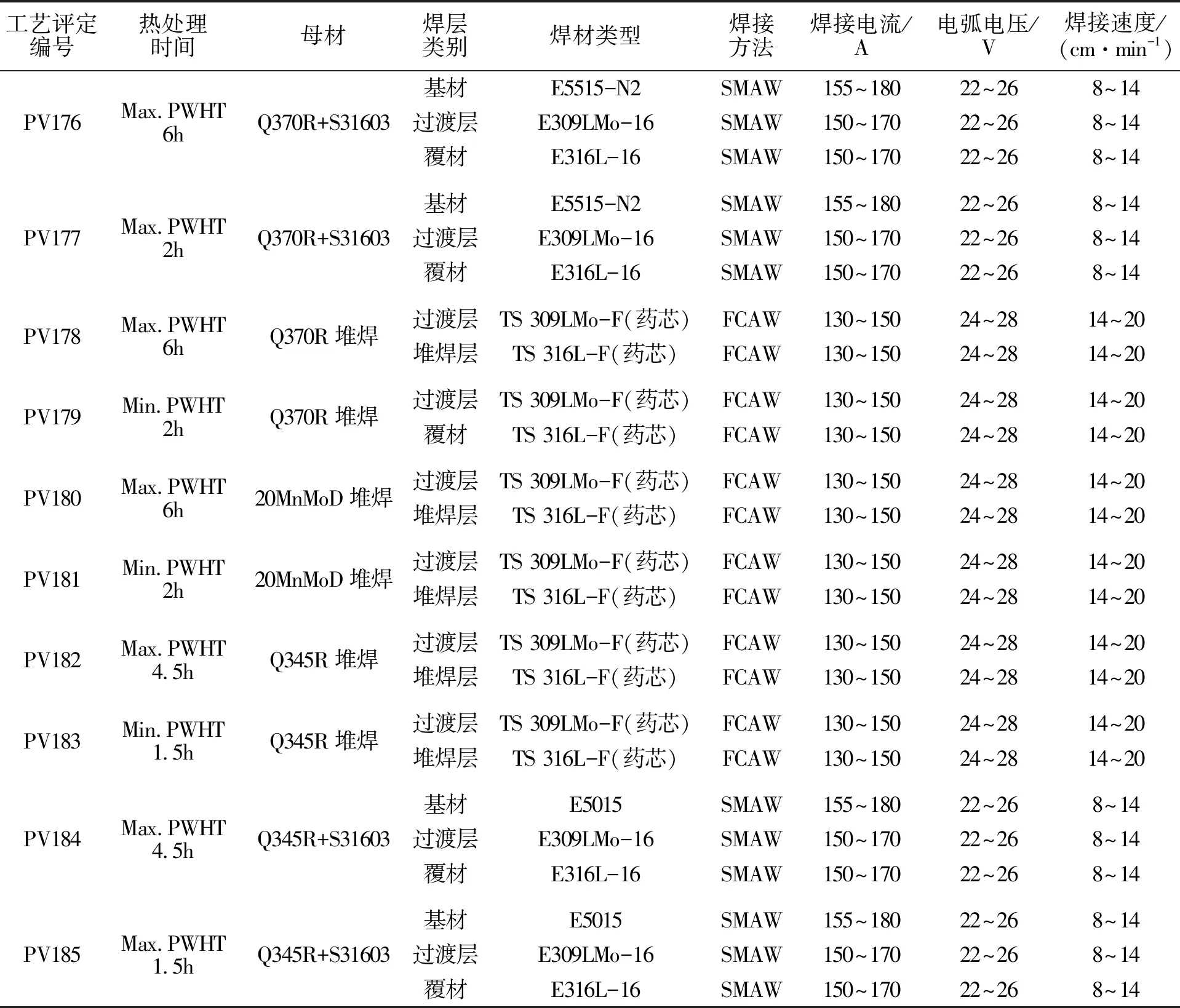
表8 某炼油原料及产品罐区复合板球罐焊接工艺评定主要参数Tab.8 Main parameters of welding procedure qualification of large clad plate spherical tanks in the raw materials and product tank area of an oil refinery
2.2 焊接工艺措施
该工程的焊接分为复合板对接焊及锻件接管内壁耐蚀层堆焊。
(1)复合板对接焊的焊接顺序:基材焊接(外侧)→背面清根→靠近不锈钢侧基材焊接(内侧)→过渡层焊接→无损检测→覆材焊接→无损检测。
(2)锻件接管内壁堆焊的焊接顺序:堆焊表面无损检测→过渡层焊接→无损检测→堆焊焊接→无损检测。
焊接不锈钢复合板时,为了工艺实施方便,减少焊接热循环对不锈钢焊缝的作用,应先焊接基材部分,大部分焊接工作优先在基材侧进行,以减少焊接中可能对复合层造成的损伤。
焊接基板时,覆材侧的基材焊缝应低于基材表面2 mm,对与不锈钢有接触的位置进行打磨清理,焊道距覆材表面1~2 mm。焊接时,应采用薄层多道焊,严格控制焊接线能量,确保焊接接头韧性[11]。
过渡层为基材与覆材之间的焊接是复合板焊接的关键。焊接过渡层时,要保证融合比,减少基材金属对不锈钢层的稀释,采用较小直径的焊条,降低融合比,避免覆材化学成分受影响,防止融合区裂纹的产生,过渡层的厚度不应小于3 mm,并保证将基材全部覆盖。施焊时,严格控制合适的焊接电流,在熔合良好的情况下,焊接速度应尽量快,焊道距覆材表面1~2 mm,用手持砂轮磨平,以利于覆材的焊接。
覆材焊缝将作为抗腐蚀表面与工作介质接触,因此焊接过程中应尽可能采用较小的焊接线能量,并严格控制层间温度,覆材焊接时的道间温度应控制在100~150 ℃之内,应采取多层多道焊的方法,保证焊缝金属具有良好的抗晶间腐蚀性能。
在焊接过程中应注意保持覆材的表面质量,防止焊接飞溅损伤覆材表面及铁离子污染,不得在覆材表面随意起弧。
为了保证不锈钢复合板原有的综合性能,应对基材、过渡层和覆材分别进行焊接。不锈钢复合板覆材焊接时,为保证焊接质量,必须控制焊接热输入,应采取多层多道焊法,尽量采用小的焊接热输入和电流,并快速焊接。
2.3 热处理工艺
焊接工艺评定试板需按球罐现场整体焊后热处理工艺进行消除应力热处理。
Q370R及20MnMoD热处理工艺:热处理温度590±15 ℃,升温至400 ℃以上时,升温速度控制在50~80 ℃/h;降温时、高于400 ℃时,降温速度宜控制在30~50 ℃/h,至400 ℃以下,自然冷却。Max.PWHT保温时间为6 h,Min.PWHT保温时间为2 h。
Q345R及16Mn热处理工艺:热处理温度600±15 ℃,升温至400 ℃以上时,升温速度控制在50~80 ℃/h;降温时、高于400 ℃时,降温速度宜控制在30~50 ℃/h,至400 ℃以下,自然冷却。Max.PWHT保温时间为4.5 h,Min.PWHT保温时间为1.5 h。
对于锻件耐蚀层堆焊,其热处理工艺按基材母材一致原则进行。
3 试验结果及分析
3.1 试板力学性能试验结果
Max.PWHT以及Min.PWHT复合板工艺评定拉伸强度和冲击吸收能量分别见图3,4。
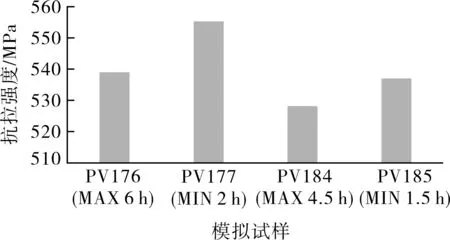
图3 焊接接头抗拉强度Fig.3 Tensile strength of welded joints
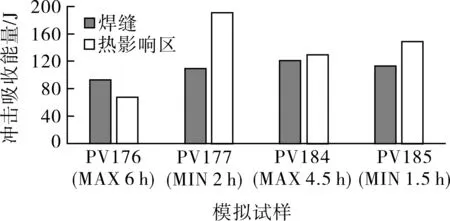
图4 焊接接头冲击吸收能量Fig.4 Impact absorbed energy of welded joints
焊接工艺评定分别通过3次模拟热处理(Max.PWHT)循环与1次模拟热处理循环(Min.PWHT)对其力学性能值进行比较,在其同材质前提下,Max.PWHT试样比Min.PWHT试样抗拉强度值较低,但其热处理温度在回火温度以下,对材料的强度影响有限,试验结论均满足设计及GB/T 713—2014《锅炉和压力容器用钢板》材料标准要求;冲击试验Max.PWHT与Min.PWHT试件数据比较整体差异不明显,但均大于设计及NB/T 47014—2011《承压设备焊接工艺评定》标准的要求,力学性能结果均满足材料及设计文件要求。
3.2 焊接试样金相组织
材料为Q370和Q345R的焊缝及热影响区、S31603+Q370R堆焊层、20MnMoD+S31603堆焊层焊接试样金相组织[12-13]如图5所示。
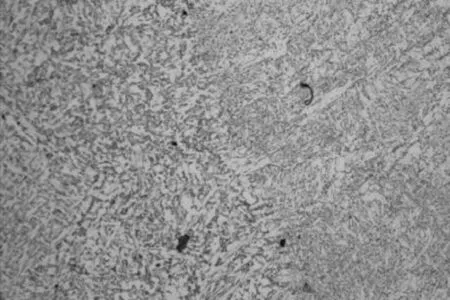
(a)Q370焊缝及热影响区
由图5可以看出,焊接接头融合线区域焊缝组织有序,焊缝组织主要有较小的铁素体加珠光体组织,由于热输入的增加,焊接热影响区局部位置晶粒有变大现象,局部位置呈现出马氏体组织。Max.PWHT试样由于通过长时间的热处理,较Min.PWHT试样其晶粒得到进一步细化,堆焊层金相组织与基材组织层次分明,过渡层焊缝与基材存在相互熔合界面,过渡层融入基材焊缝比较直观。
3.3 耐蚀堆焊层化学成分分析
焊接工艺评定试样的耐蚀堆焊层化学成分见表9。可以看出,表面堆焊耐蚀层金属成分符合设计及NB/T 47014—2011《承压设备焊接工艺评定》要求。
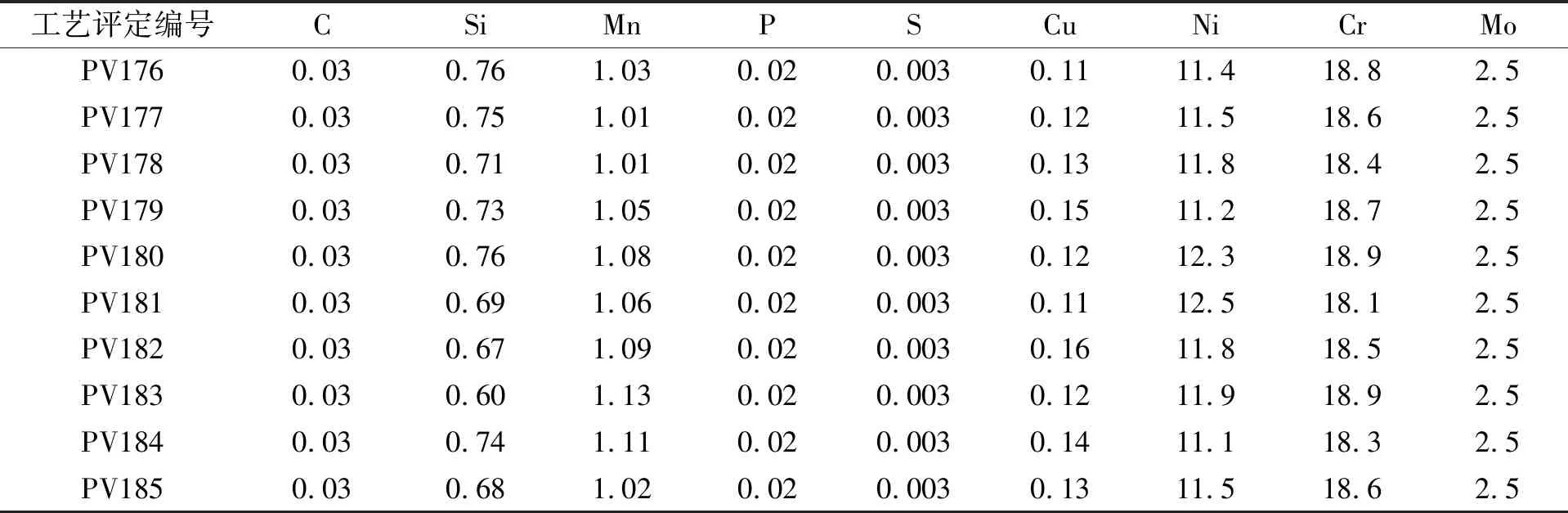
表9 耐蚀堆焊层化学成分Tab.9 Chemical composition of corrosion-resistant surfacing welding layer %
3.4 试板腐蚀试验结果
对耐蚀堆焊层(试样编号为PV180~PV185)分别进行了晶间腐蚀试验和抗硫化物应力腐蚀试验,腐蚀试样前后对比见图6。
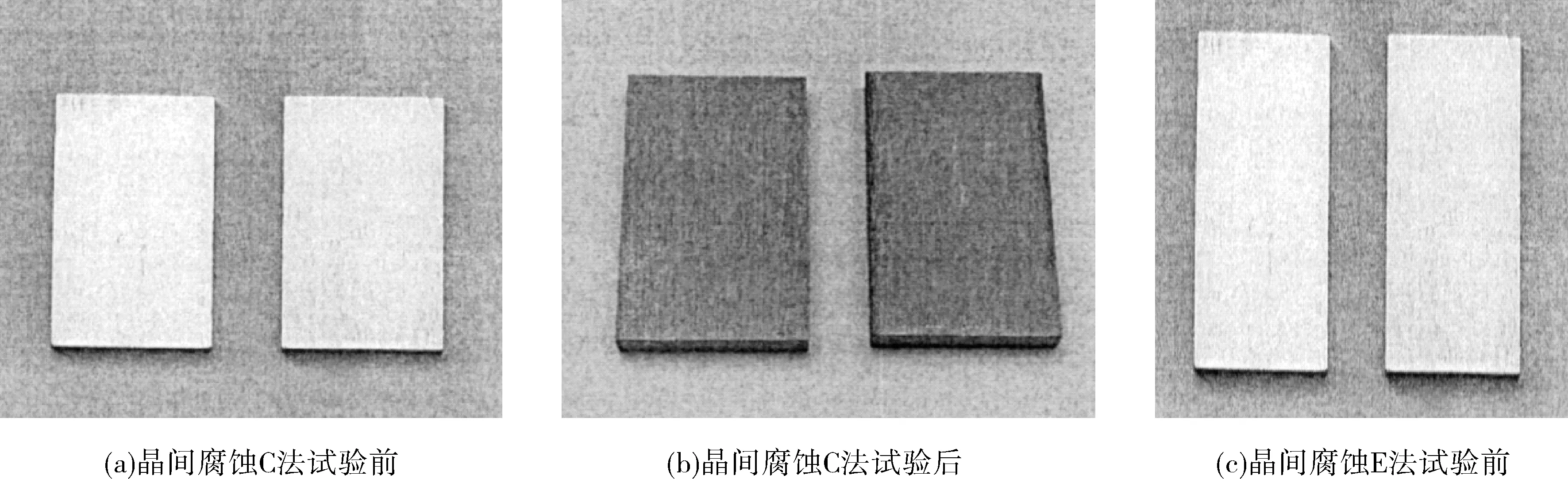
图6 腐蚀试样前后对比Fig.6 Comparison of samples before and after corrosion
按GB/T 4334—2020《金属和合金的腐蚀奥氏体及铁素体-奥氏体(双相)不锈钢晶间腐蚀试验方法》对耐蚀堆焊层焊缝进行晶间腐蚀C法试验,试验结果见表10。
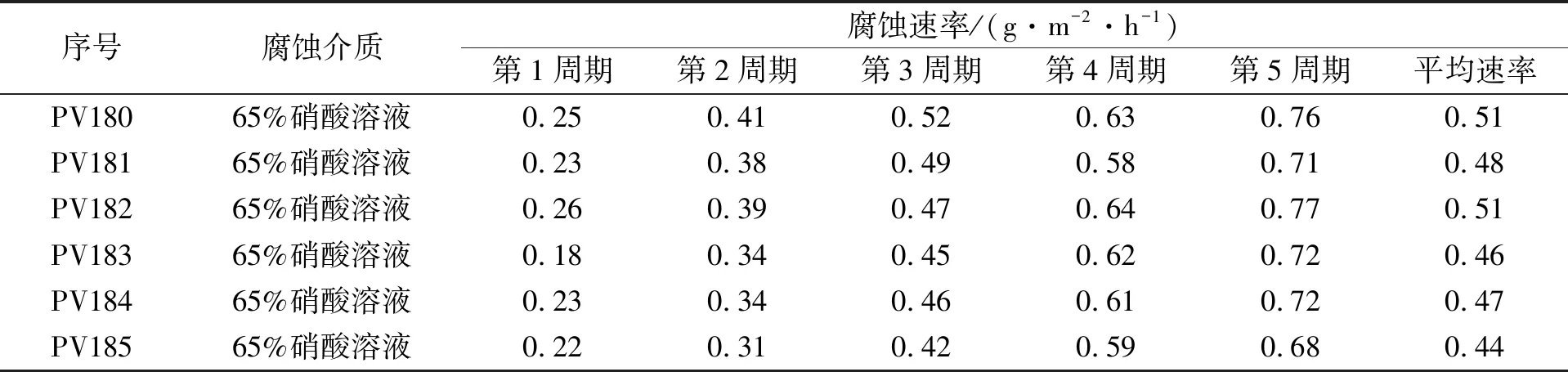
表10 耐蚀堆焊层晶间腐蚀试验(C法)数据Tab.10 Test method C for intergranular corrosion of corrosion resistant surfacing welding layer
按GB/T 4334—2020进行晶间腐蚀E法试验,试验溶液为硫酸-硫酸铜溶液,试验时间为20 h,弯曲试验后未可见识别裂纹。
按GB/T 4157—2017《金属在硫化氢环境中抗硫化物应力开裂和应力腐蚀开裂的实验室试验方法》 进行抗硫化物应力腐蚀E法试验,加载应力为144 MPa(按规定最小屈服强度的80%), 试验时间为720 h,初始溶液pH值为2.8,试验开始pH值为3.1,试验结束pH值为3.8,试验后检查均无裂纹。
从图6和表10可以看出,堆焊层的耐蚀性随着模拟热处理时间的延长,试件所处的热处理敏化温度区间的时间越长,此时容易在晶界析出Cr23C6化合物,造成晶界Cr含量降低的现象,其腐蚀速率也相应加快。但最大及最小模拟焊后热处理的平均腐蚀速率均小于标准及规范要求的0.55 g/(m2·h)上限指标。对堆焊层进行了晶间腐蚀E法,可以看出,最大模拟焊后热处理及最小模拟焊后热处理覆材弯曲试样均未出现可见裂纹缺陷。对耐蚀堆焊的工艺评定试件进行抗硫化物应力腐蚀试验(应力腐蚀E法),将最大模拟焊后热处理及最小模拟焊后热处理试件分别进行四点弯曲加载试验,并浸入经酸化的饱和H2S溶液,浸泡720 h试验结果显示,未出现可见裂纹缺陷。通过试验表明,该焊接工艺的堆焊层耐蚀性符合设计及规范要求,从而确保4 000 m3大型复合板球罐在工况下的整体耐蚀性能。
4 结论
针对大型复合板球罐的特点,覆材选用S31603复合板,分别对最大模拟焊后热处理工艺(Max.PWHT)及最小模拟焊后热处理工艺(Min.PWHT)进行复合板工程焊接工艺的研究,Max.PWHT和Min.PWHT的试验数值均在设计规定范围内。在焊接接头拉伸方面,Max.PWHT由于加热时间较长,比Min.PWHT试样的强度值低;在冲击韧性方面,Max.PWHT与Min.PWHT冲击值差别不明显;在晶间腐蚀方面,由于热处理温度处于敏化温度区间,随着模拟焊后热处理的时间增加,其腐蚀速率也有所加快;在应力腐蚀试验方面,在Max.PWHT与Min.PWHT条件下均未出现裂纹,表明覆材在该模拟焊后热处理后,其抗硫化物应力腐蚀能力较强。无论从力学性能还是腐蚀性性能方面来看,试验结果均能满足设计及规范要求。研究表明,通过选用合适的工艺参数,可应用于大型S31603复合板球罐的异种钢焊接,解决大型复合板球罐焊接技术问题,从而有效保障大型球罐的制造质量。
