浅析样车试制的车身焊接工艺设计
2022-07-06张正举李福贵李林桂张惠立
张正举 李福贵 李林桂 张惠立
上汽通用五菱汽车股份有限公司 广西柳州市 545007
汽车制造工艺中,主要包含四大工艺:冲压工艺、焊装工艺、涂装工艺、总装工艺。其中焊装工艺是指将冲压好的车身零件,按一定的工艺顺序装配并用夹具定位固定后,采用焊接方法将其焊接合成车身总成。焊装工艺在汽车制造工艺中占有重要作用,焊装后的白车身质量会影响到涂装质量、总装质量,进而关系到整车质量。在样车试制过程中,同样包含这四大工艺,为节省样车试制开发成本,工艺方法有所简化,合理的焊装工艺是保证样车试制白车身质量的前提,这就需要前期进行车身焊接工艺设计和工装设计,本文主要探讨样车试制中的车身焊接工艺设计。
1 产品信息输入
1、车身数模。三维软件设计的三维产品数据模型,对某车型进行样车试制时,需提供该车型的车身的三维数模,通过数模可以了解车身的结构构成,便于焊接工艺方案设计。一般情况下用UG,Catia,ProE 等三维软件均能打开数模,并在其中获取数据开展相关工作。

图1 某车型局部数模图片
2、BOM 表。即该车型的造车零件清单,该表包含了白车身的所需00 级零件号和零件名称、产品负责PE 工程师、车身配置信息、材料信息等,这些内容对焊接工艺设计息息相关。
3、造车策略。造车策略是针对某车型某阶段造车提出的需求,焊接工艺设计需根据造车需求进行开展,避免不必要的工艺设计浪费和工艺设计缺损。
4、焊接信息。了解该车型焊接类型,电阻点焊、二保焊、钎焊等,需提前采购或准备对应的焊接设备,清楚车身焊接的关键控制点。
5、其它。涂胶示意图、隔断块示意图、螺栓装配示意图等对白车身制造质量都起到重要作用。
2 焊接工艺方案设计
2.1 BOP 设计
BOP 是零件装焊工序流程图的缩写,对整个焊接工艺设计起指导作用。样车试制中,根据某车型某阶段的产品信息输入内容,设计BOP。BOP 一般按前车体工位、下车体工位、侧围工位、总拼工位、门盖工位、顶盖分拼工位、调整工位等7 个工位编制。每个工位的BOP 都应包含该工位下线零件或车身总成的零件装焊顺序与流转位置、零件号和零件名称、工序等,如图2 所示。

图2 某车型下车体BOP
2.2 焊接工艺方案
2.2.1 BOP。工艺方案包含BOP(零件焊装工序流程图),便于查看和了解该车型的整体工序,BOP 内容如上所述。
2.2.2 工艺布局。根据造车需求和现有场地设备进行工艺布局。样车白车身制造一般采用手工线焊接,主要是BOP 罗列的7 个工位的工艺布局,工艺布局应包含如下信息:工位名称、焊接设备等,如图3所示。

图3 某样车下车体和总拼工艺布局
2.2.3 焊接工艺方案。根据车身数模和焊点数模在三维软件里用焊钳模拟仿真,按BOP 编制出每个工位焊点焊接时的先后顺序和焊钳选型。并结合工装及焊接要求,确定定位焊点和补焊焊点。为后续的焊接工艺指导书编制提供依据。
2.2.4 焊钳选型。焊接工艺方案制定后,需进行焊钳选型,确认焊点的焊钳型号、焊钳可达性,根据产品的形状及尺寸确定焊钳的形式(X 形,C 形)及喉深、开档、行程、电极形状,焊钳的吊挂形式(横吊、纵吊、转环)根据焊点位置和操作位置确定。焊钳型号的确定要在夹具总图设计完成之后,样车试制中,一般焊接线已有,根据现有焊钳布局和工装定位情况,确认焊点的焊钳型号和焊接可达性,如果现有焊钳布局不满足的,需考虑重新设计焊钳或更换焊钳与之匹配。样车制造中,常用的手工悬挂焊机示意图如图4 所示。

图4 悬挂焊机示意图
3 焊接工艺指导书编制
焊接工艺指导书是直接指导生产现场进行装配焊接的工艺,根据工艺方案进行编制。焊接工艺指导书包含以下信息:
1、焊装工艺流程图。指导工人熟悉整个工艺流程及相应零件信息。
2、打码工艺。指导操作人员按要求进行打码。
3、涂胶工艺。指导操作人员按零件装焊顺序对有需要进行涂胶的位置涂胶,并按涂胶要求进行涂胶。
4、隔断块工艺。指导操作人员按零件装焊顺序对有需要隔断块的位置进行安装。
5、螺栓连接工艺。指导操作人员按零件装焊顺序对有需要螺栓或铆钉的位置进行安装。
6、焊点工艺。指导操作人员按零件装焊顺序进行焊接。车身主要是通过电阻点焊焊接固定,按照焊接的先后顺序,需要标出焊点编号、焊接零件编号、焊钳型号、焊接顺序、焊接参数、是否关键焊点等信息,如图4 所示。
7、其它焊接工艺。个别装配位置需要使用二保焊和钎焊等焊接工艺时,指导操作人员按对应的焊接工艺要求和设备进行焊接。

图5 某车型零件焊点工艺示意图
8、焊接参数。电阻点焊的焊接参数主要考虑电流、压力、焊接时间等,根据每个焊点搭接的板材材质、厚度、层数等确定该点的焊接参数。具体要根据实际焊接质量效果进行更改验证。
4 车身制造质量控制
样车试制的白车身焊接质量,主要包含车身零件质量、车身装配质量、焊接质量等。在编制焊接工艺时,也需要准备质量检查和控制表,以便现场造车质量控制和解决。车身焊接质量控制主要包含以下内容:
1、零件质量检查。使用正确的和质量合格的零件来用于焊接。制定相关检测标准,指导操作人员进行零件质量检查。
2、车身装配质量。车身装配质量受零件质量、工装定位方案、工艺方案等因素影响,合理的工艺方案可以指导工装设计,提升车身装配质量。
3、焊点质量控制。焊点控制方法主要有:焊接参数控制、零件匹配质量控制、人员操作培训等,合适的焊接参数是保证焊点质量的基础,零件匹配尺寸差和人员操作不当,都会影响焊点焊接质量。焊点检测方法主要有:破坏性检测、非破坏性检测、无损检测。常用非破坏性检测方法和超声波无损检测分析仪检查焊点质量。
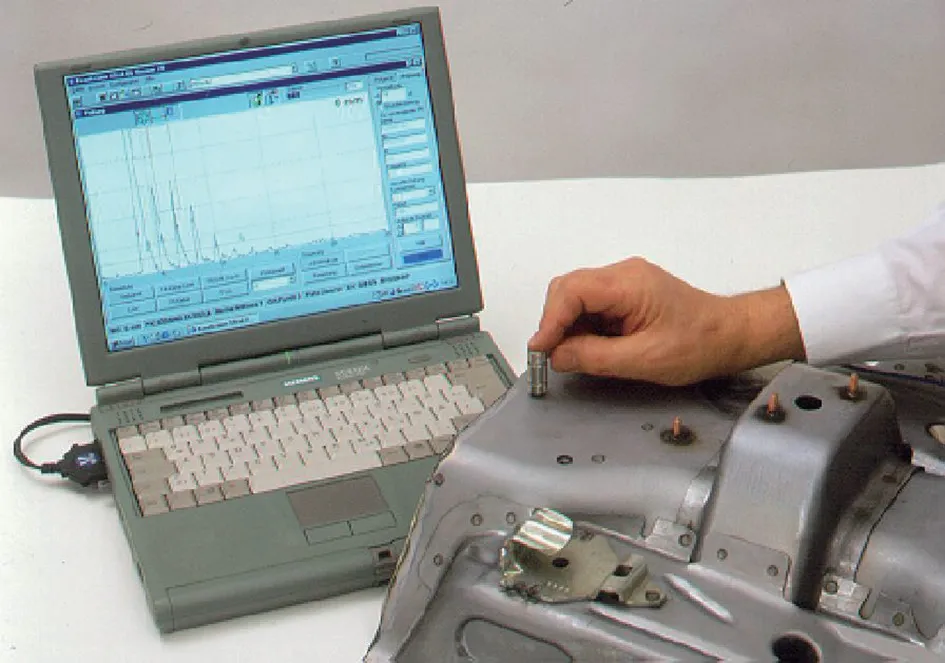
图6 超声波检测仪检测焊点质量
4.白车身三坐标检测。应用三坐标检测设备对白车身进行形位公差的检验与测量,白车身的尺寸精度是是保证整车零部件装配精度的基础,白车身焊接精度关系着整车装配的匹配性、整车的安全性,所以有效的控制、提高白车身的焊接精度,是整车质量的重要保证,也是产品能否具有市场竞争力的重要基础之一。对于白车身,常见的测量元素主要包括曲面点、边界点、包边点、长圆槽、圆孔、方孔、长方孔、六边形孔、直线、平面等,通过构建这些元素,最终体现为白车身间隙面差的测量。

图7 双悬臂&桥式三坐标测量机
5 车身常用焊接方法
样车试制的白车身焊接过程中,常使用以下几种焊接方法。
5.1 电阻点焊
电阻点焊原理是两个焊件压紧在两个电极间通入较大电流,运用电阻热把焊接区域加热,直至加热到可以达到预计尺寸的熔化点,再切断电源,熔化中心受压力影响冷却后会变成焊点。汽车车身焊接中应用最广的是电阻点焊,每个车型一般有几千个焊点。
5.2 二保焊
二保焊既CO气体保护焊。它是用CO作为保护气体,通过连续等速送进可熔化的焊丝与被焊工件之间的电弧作为热源来熔化焊丝和母材金属,形成熔池和焊缝的焊接方法。主要用于车身部分点焊不容易焊接的位置和需要额外加强的部位。
5.3 钎焊
钎焊是采用比母材熔点低的金属材料作为钎料,将焊件和钎料加热到高于钎料的熔点,低于母材熔化温度,利用液态钎料润湿母材,填充接头间隙并与母材相互扩散实现的连接方法。主要用在车身外观质量要求和密封要求高的部位,先钎焊然后再打磨。