L公司后桥装配线作业系统测量与分析
2022-07-04李军李翔宇蒋顺利范炳毅
李军 李翔宇 蒋顺利 范炳毅
1 桂林信息科技学院 商学院,广西 桂林 541004;2 桂林电子科技大学 北海校区,广西 北海 536000;3 桂林电子科技大学 商学院,广西 桂林 541004
L公司专注于经济型微型汽车的发动机、零部件和专用车业务,是本省的龙头企业,其车桥厂主打产品如图1所示。CN100系列产品是公司的核心业务。随着车桥产品技术的逐渐成熟和汽车行业的快速发展,CN100系列后桥产品市场需求迅速增加。为满足市场需要,进一步提高企业的生产效率和效益,本文以该企业生产的CN100系列后桥产品作为研究对象,采用IE方法进行秒表时间测量研究,主要是想调查现行作业的一手数据资料,为公司全面实施精益生产模式打好基础。

图1 CN100系列后桥产品图
1 后桥装配线现状描述
L公司车桥厂后桥装配A线是总装车间内一条典型的后桥产品装配流水生产线。采取三班制式生产,典型产品为CN100,线体工作站数为19个。
后桥装配A线的布局如图2所示。图2中S1、S2、…、S19为装配线的工作站编号,由于后桥产品左右对称的特性,因此产品在进行装配生产时也会有左右对称安装的情况。其中,图2中S5、S6、S7、S14、S16、S18属于双边装配操作的工作站,P1、P2、…、P26为后桥装配工位编号,每个工位由1名员工进行作业,共26名作业人员。CN100系列后桥具体的作业流程及作业人数如表1所示。

图2 后桥装配线布局图
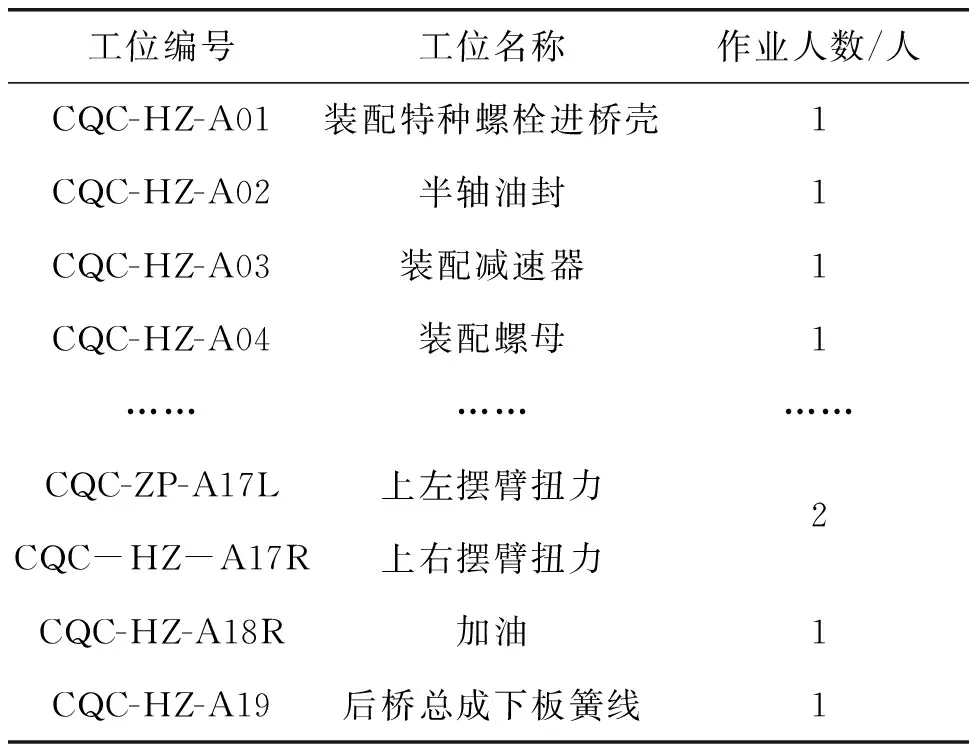
表1 后桥装配线作业流程
由于后桥装配线各工位划分细致且工位关系较为复杂,对于后桥产品来说,通用的全自动设备难以完成细致复杂的装配作业,因此该装配线目前仍主要以手工作业为主。在后桥产品进入量产稳定期后,根据客户所提供的市场需求,装配线的产能也要历经多次调整。在现行的工位配置及作业方式下,装配线中工位间的作业时间存在较大的差异,在目前产能可以满足客户需求的情况下,其产能矛盾尚不明显。但随着汽车行业的快速发展,CN100系列后桥的市场需求也会进一步增加,将导致装配线产能矛盾越来越突出。瓶颈工位产能不足,导致在规定的上班时间内量产计划无法达成,而相对有的工位却产能富余,会产生闲置浪费现象。由于装配线上工位间节拍不均衡,致使装配产能不能整体得到提升[1-2]。因此,我们需要借助IE中的作业测定方法对此进行分析,为企业下一步的改善提供依据。
2 后桥装配线作业测定技术
针对后桥装配线实际情况,选取摄影机、秒表为主要计时工具,进行测量、分析和检查后桥装配线各工位作业时间。研究的具体步骤为:
1)收集资料。按作业测量方法要求有:标准作业手法、产品或零部件数据、设备及工艺参数、作业人员素质信息、作业现场环境等。
2)划分作业单元。通过作业单元的划分,以便于对某一作业进行观测和分析,使作业疲劳宽放时间的确定更为合理,标准时间的制定更为精确。
3)确定观测次数。误差界限法作为一种统计学中常用的方法,一般定出可靠度为95%,误差为±5%的置信度标准的观测次数,其计算公式如下:
(1)
式中:Xi,试观测的值;n,试观测的次数;N,应该观测的次数。
4)进行时间测量。连续测时法是其中最常用的基本方法。当每个作业单元结束时,观测者读出指针时间并记录在相应的表格中,待观测过程结束后,将两个相邻作业单元的终点时间相减,即求得作业单元的实际观测时间。
5)计算观测时间。通常采用“X-σ控制图法”作为剔除异常值的方法。该方法建立在正态分布的基础上,认为在平均值3σ以内的观测值为正常值,将偏离平均值3σ以外的观测值判定为异常值,该方法通常称为三倍标准差法[3-4]。
三倍标准差法对应的数学计算公式为:
(2)
(3)

在剔除观测数据中的异常值后,可计算作业单元的算术平均值,以便进行后续工作。
6)评比观测时间。实际作业过程中,作业者的速度或快于正常作业速度,或慢于正常作业速度。因此,对所观测的实际作业时间进行修正,即:
正常作业时间=观测时间×速度评定系数
速度评定系数即为所观测的作业速度与正常作业速度的比值。
7)确定宽放时间。作业宽放时间没有统一的标准,确定各作业时间的宽放率与各作业单元的作业人员、作业类型、作业性质及作业环境等有着密切的关系,要根据作业实际情况综合判定宽放时间。
8)确定标准时间。
至此,通过上述秒表时间研究过程,即可确定所要测定的各作业单元的标准作业时间,各工位作业标准时间即为工位中包含的若干作业单元标准作业时间总和,如图3所示。

图3 标准时间构成
3 后桥装配线工位作业时间测定
确定好后桥装配线的作业流程及内容后,利用秒表时间研究法在生产现场进行数据的收集。在对工位进行时间分析时,根据现场实际的作业情况,我们将每个工位中所发生的作业要素分为增值作业(V)、非增值作业(N)、步行(W)和等待(I)等四种类型。则每个工位的标准作业时间即为上述四种类型作业时间总和:
工位标准作业时间(T)=增值时间(V)+非增值时间(N)+步行时间(W)+等待时间(I)
3.1 CQC-HZ-A01装配特种螺栓进桥壳作业测定
下面以工位CQC-HZ-A01装配特种螺栓进桥壳为例进行作业分析和作业测定为例。其主要步骤如下:
1)根据作业手法标准,将整个工位作业划分为8个作业要素,并对其作业类型进行分类,具体见表2所示。
2)首先对工位的作业进行10次试观测,以工位中的第一作业要素为例,10次试观测的数据为1.8s、1.9s、1.8s、1.6s、1.9s、2.2s、1.9s、1.7s、2.1s、1.5s,取置信水平为95%,误差要求控制在5%以内,则:
代入式(1)得:

即至少应该观测19次。现将观测人员分为2个小组,每组测定10次,共计20次,分别记录观测小组最终所测得的观测值,并计算观测平均值,如表2所示。
3)对各作业要素的观测数据进行分析处理,剔除异常值。以第二作业要素为例,根据三倍标准差法的数学式(2)和(3)进行计算分析:
4)最后根据实际情况对各作业要素进行作业评定,并确定宽放时间,由此可计算出各作业要素的标准时间,装配特种螺栓进桥壳工位作业标准时间即为各作业要素标准时间总和,如表2所示。

表2 工位作业及时间分析表
3.2 各工位作业分析及时间研究
同理可对其他各工位的作业要素进行分析,并测得标准作业时间。如表3~表5为后桥装配线上各工位作业要素分析及时间研究结果。
工位编号:CQC-HZ-A01,工位作业要素分析及时间研究如表3所示。
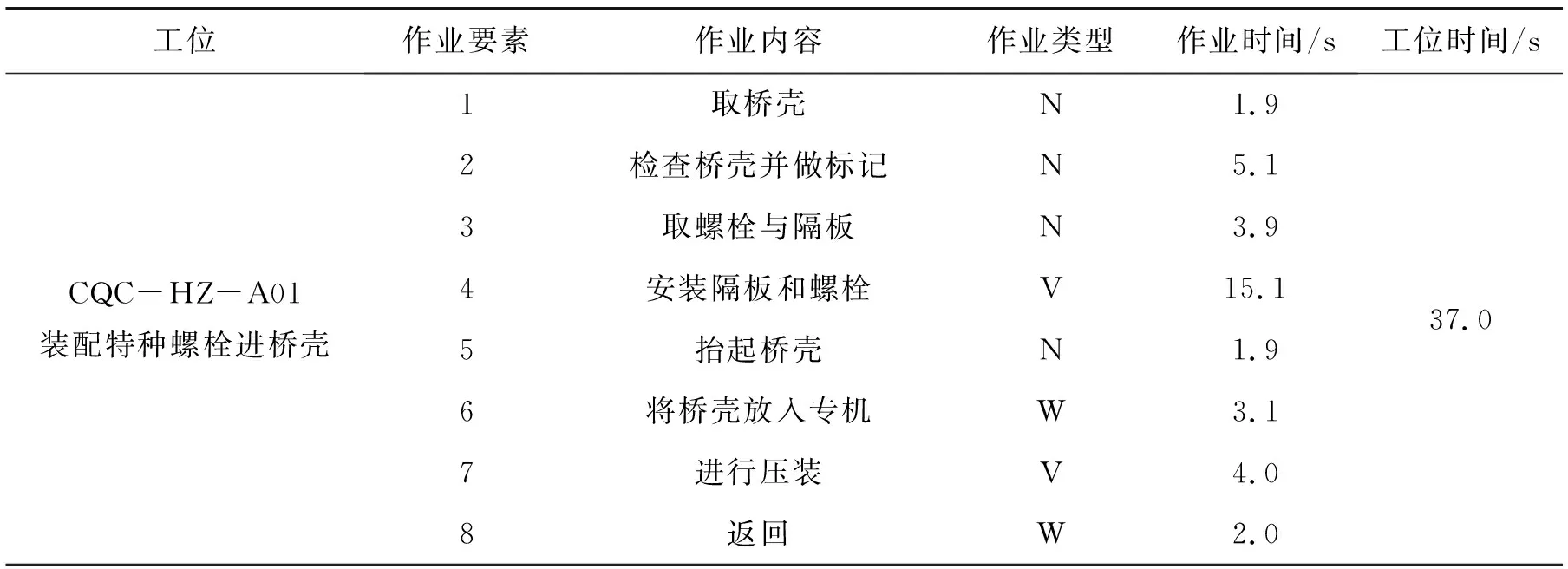
表3 CQC-HZ-A01工位作业分析及时间研究
工位编号:CQC-HZ-A02,为半轴油封作业,包含8个作业要素,作业时间共计39.0 s,该工位作业要素分析及时间研究如表4所示。

表4 CQC-HZ-A02工位作业分析及时间研究
工位编号:CQC-HZ-A19,工位名称:后桥总成下板簧线,作业要素为11个,共用时41.9 s,工位作业要素分析及时间研究如表5所示。

表5 CQC-HZ-A19工位作业分析及时间研究
同理,CQC-HZ-A03~CQC-HZ-A18R工位,计算方法与此类似,为节省篇幅,此处省略了其详细的分析、计算过程,最后直接给出了各工位作业的标准时间,具体如表6所示。
4 平衡前后桥装配线各工位作业数据分析
对后桥装配线各工位时间研究所测得的数据按照不同作业类型时间进行分类汇总,如表6所示。26个工位作业时间总计为1 083.7 s,工位中等待时间共53.0 s,作业中有闲置浪费现象。其中工位中最长作业时间为60.0 s,最短作业时间为30.0 s,两者相差达30.0s,所以后桥装配线存在严重的不平衡问题。
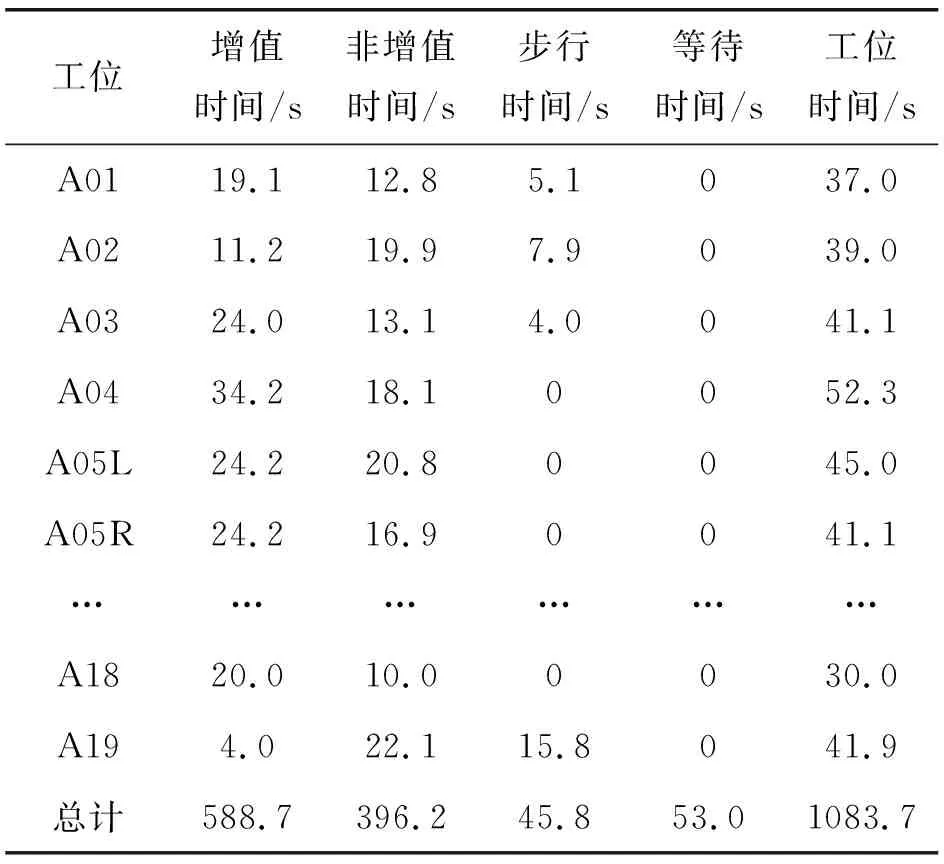
表6 平衡前后桥装配线时间研究数据汇总表
根据装配线平衡率公式,可计算出现行装配线配置下平衡率P为:
装配线的平滑系数为:
一般要求生产线的平衡率达到85%以上,平滑系数在10以下比较好。由计算的P和SI判断,目前L公司后桥装配线配置及作业并没有在科学管理的原则下进行管控,对于装配线的不平衡问题,还没有用IE的方法主动挖掘和解决[5],有30.5%的作业工时被浪费,故目前后桥装配线尚有较大的改进空间。
根据平衡前所测得的后桥装配线数据,可绘制出后桥装配线平衡状态图,如图4所示。从平衡状态图可直观看出工位CQC-HZ-A11、CQC-HZ-A04等作业时间较长,严重影响到后桥装配线的平衡,制约了后桥装配线的整体产能,故在后续的精益生产改善活动中,要以此发现的问题为依据进行系统优化。

图4 平衡前后桥装配线平衡
5 结语
针对L公司CN100系列产品后桥装配线上的26个工位实际作业情况,采用秒表测时法,深入生产现场观察、测量、分析和计算,发现现行的生产线平衡率仅为69.5%,平滑系数达19.5,工时浪费严重。从后桥装配线平衡状态图中,显示CQC-HZ-A11、CQC-HZ-A04等为瓶颈工位,与其他工位对比,发现后桥装配线各工位间节拍差异较大,处于严重的不均衡状态,因此必须进行改善。建议改善首先以后桥装配线平衡墙为切入点,对其瓶颈工位进行局部优化,消除作业等待闲置浪费,使生产节拍得到一定程度的降低[6];然后再对各工位中的作业要素重新进行分配,经过设计调整,按精益生产的追求目标使后桥装配线基本实现一个流的生产。作为国内最具发展潜力的乘用车公司,应坚持管理改革和精益创新,不断提高汽车装配生产效率和效益,才能使公司成为具有综合竞争实力、国际化的汽车工业公司。
