海藻酸钙水凝胶喷射式生物3D 打印工艺研究
2022-07-01连伟龙严峻腾王永辉关志强
连 芩,焦 天,连伟龙,严峻腾,王永辉,关志强
( 1. 西安交通大学机械工程学院,机械制造系统工程国家重点实验室,陕西 西安 710054;2. 国家药品监督管理局医用增材制造器械研究与评价重点实验室,陕西 西安 710054;3. 西安交通大学第二附属医院关节外科中心,陕西 西安 710004 )
相比于其他生物3D 打印技术, 喷墨打印技术具有高速、高精度、非接触的特点[1-3],在制造空间分辨率高的复杂结构上有非常大的优势[4-5],近年来被广泛用于组织工程的研究中[6-15]。
现有的喷墨打印方法包括单组分喷墨打印和双组分喷墨打印两种。 目前研究较多的是单组分喷墨打印法,其是将生物墨水液滴直接打印到交联溶液中进行固化的方法[11,16-17]。 一方面,单组分喷墨打印的液滴在交联溶液中运动复杂,路径与形状难以精确控制,从而导致液滴的成形精度和位置精度不稳定;另一方面,为了保持交联溶液中离子的浓度,需要不断地更换交联溶液, 不仅会造成材料的浪费,而且导致制造工艺更加复杂。 有研究通过双组分喷墨打印的方法构建生物组织,即通过双喷头喷射相互交联的两种溶液到同一位置的方法打印生物组织[7,9,18]。相比于单组分喷墨打印,双组分喷墨打印更有利于控制墨水液滴的成形,同时也更节约材料,但双组分喷墨打印工艺要求双组分液滴精确地喷射到同一位置,对打印的精度和工艺的稳定性提出了更高的要求。
应用于组织工程领域的喷墨打印技术最终将面对临床的需求,所以不仅要求打印技术具有较高的成形精度和分辨率,而且要求有较高的成形效率和自动化程度,在有效的时间内打印出可移植的组织或器官。 然而,目前的喷墨打印喷头通常只有一个或几个喷嘴,成形效率低,而且需要大量的时间规划打印路径,自动化程度低、打印周期长[19-20],开发一种高精度、高效率、自动化的双组分喷墨打印方法显得很有必要。
本研究提出了一种双喷嘴喷射式生物3D 打印水凝胶的方法。 以海藻酸钠和氯化钙溶液作为双组分溶液,研究了溶液组分、黏度、表面张力等流变特性与喷射性能的关系,确定了适合喷墨打印的最佳液体浓度和制备工艺, 并研究了驱动电压幅值、打印频率与墨水喷射性能的关系,获得了双组分多喷嘴喷墨3D 打印工艺参数。 在此基础上,采用获得的工艺参数进行水凝胶支架的打印,探索双喷嘴喷射式生物3D 打印水凝胶的方法在结构复杂的组织工程支架的一体化制造方面的应用。
1 材料与方法
1.1 双组分多喷嘴喷墨3D 打印系统
根据双组分多喷嘴喷墨3D 打印方法搭建了图1 所示的3D 打印系统,该打印系统可根据打印模型自动化的控制平行排列的两排压电喷嘴喷射两种组分溶液到同一位置,通过两种组分溶液的快速交联固化制造水凝胶支架。 该系统搭载了两个多喷嘴喷头,每个喷头有512 个直径42 μm 的喷嘴,两种墨水可以通过气动压力分别供给到两个喷头处,通过调节压力获得最佳的喷射弯液面。 三维运动系统可以带动喷头实现X、Y、Z 三坐标方向200 mm×200 mm×100 mm 范围的运动,运动精度为1 μm。三维运动系统的运动及两个喷头的喷射都可以通过喷头控制软件进行控制, 喷头的驱动电压波形、电压幅值、打印频率、喷头的误差补偿参数和每一个喷嘴的开关都可以通过软件进行设置,自动、高效地打印大尺寸水凝胶支架。

图1 双喷嘴喷墨3D 打印系统
1.2 打印墨水制备
本研究选择海藻酸钠(NaAlg)和氯化钙(CaCl2)溶液作为打印材料。 为了确定适合打印的溶液浓度和制备工艺,对不同浓度和制备方案下海藻酸钠溶液和氯化钙溶液的流变特性进行分析测试。
室温下, 将海藻酸钠粉末溶于磷酸盐缓冲液(DPBS)中,以400 r/min 转速磁力搅拌12 h,制备成质量浓度为10、20、30、40、50、60、70、80 g/L 的海藻酸钠DPBS 水溶液;随后,将配制好的海藻酸钠溶液放入立式压力蒸汽灭菌器中加热到125 ℃并维持25 min,待溶液冷却至室温后测量黏度和表面张力;为避免溶液中的颗粒物堵塞喷嘴, 使用孔径1 μm的滤膜对溶液进行抽滤。
室温下,将氯化钙粉末溶于超纯水中,以转速200 r/min 磁力搅拌30 min,制备成质量浓度分别为10、20、30、40、50、60、70、80 g/L 的溶液;再在氯化钙水溶液中加入体积分数0.01%含氟非离子表面活性剂FC-4430,以转速200 r/min 磁力搅拌30 min;最后采用孔径1 μm 的滤膜对溶液进行抽滤, 避免溶液中的颗粒物堵塞喷嘴。
1.3 双组分喷射工艺研究
1.3.1 流变特性
喷墨打印的溶液必须满足一定的流变特性才可能从喷嘴喷出。 Derby 曾对喷墨打印的喷射原理进行了研究,得到以下公式[25]:

式中:γ 为液体的表面张力,N/m;ρ 为液体的密度,kg/m3;α 为喷嘴直径,m;η 为液体的黏度,Pa·s。
当Z<1 时,溶液无法喷射;当Z 值在1~10 时,溶液满足喷射的流变特性需求;当Z>10 时,喷射时会形成大量卫星液滴。
采用数显黏度计和全自动表面张力仪测试了质量浓度10~80 g/L(间隔10 g/L)的海藻酸钠溶液在高温处理前、高温后过滤前、高温后过滤后的黏度与表面张力,并计算其标准差;同时也测量了质量浓度10~80 g/L(间隔10 g/L)的氯化钙溶液在加入表面活性剂前、加入表面活性剂后过滤前和加入表面活性剂后过滤后的黏度与表面张力,并计算其标准差。 计算不同浓度和工艺条件下两种溶液的Z值,并进行统计分析。
1.3.2 喷射性能
打印墨水的浓度、驱动电压幅值和打印频率是影响墨滴喷射与成形的关键因素[21-24]。 首先研究溶液浓度对喷射性能的影响,电压幅值和打印频率分别设置为80 V 和1 kHz, 测试质量浓度30~50 g/L(间隔10 g/L)的海藻酸钠溶液和10~80 g/L 的氯化钙溶液的喷射性能。 将上述浓度的海藻酸钠和氯化钙溶液分别喷射到不同的玻璃基板上,计算基板上墨滴的数目和喷嘴数的比值为溶液的出墨率,确定具有最高出墨率的溶液浓度。
接下来研究打印工艺参数对喷射性能的影响。使用质量浓度为40 g/L 的海藻酸钠溶液和40 g/L的氯化钙溶液,电压幅值分别设定为50、60、70、80、90、100、110、120、130 V,打印频率分别设定为0.2、5、10、15、20、25、30、35、40 kHz,测试不同电压幅值和打印频率下海藻酸钠和氯化钙溶液的出墨率,确定两种溶液出墨率均在95%以上的电压幅值与打印频率范围。
1.4 水凝胶支架打印
为验证双组分多喷嘴打印方法的可行性,设计了带有流道的60 mm×30 mm×1 mm 矩形水凝胶支架模型。 在计算机的软件打印页面设定打印电压幅值80 V、 打印频率2 kHz, 使用质量浓度为40 g/L的氯化钙和40 g/L 的海藻酸钠溶液作为双组分墨水,进行水凝胶支架的打印。 并对打印的凝胶支架的成形效率、材料利用率进行分析。
2 结果与讨论
2.1 不同溶液的双组分喷射工艺流变特性
2.1.1 海藻酸钠溶液
图2 和图3 分别是质量浓度为10~80 g/L(间隔10 g/L)的海藻酸钠溶液在搅拌后、高温处理后和在1 μm 滤膜高温过滤后的黏度与表面张力。 如图2所示,在所有的工艺条件下海藻酸钠溶液的黏度随浓度增加而显著升高,高温处理前海藻酸钠溶液由于黏度过高而不具备喷墨打印的理论要求,高温处理后各浓度的海藻酸钠溶液黏度急剧下降,部分溶液在理论上满足喷墨打印的要求,且高温过滤后黏度并未发生明显变化。 如图3 所示,不同的工艺条件下的海藻酸钠溶液表面张力随浓度的提高缓慢降低,通过高温处理海藻酸钠溶液表面张力有轻微降低,但过滤处理后,表面张力有所提高。
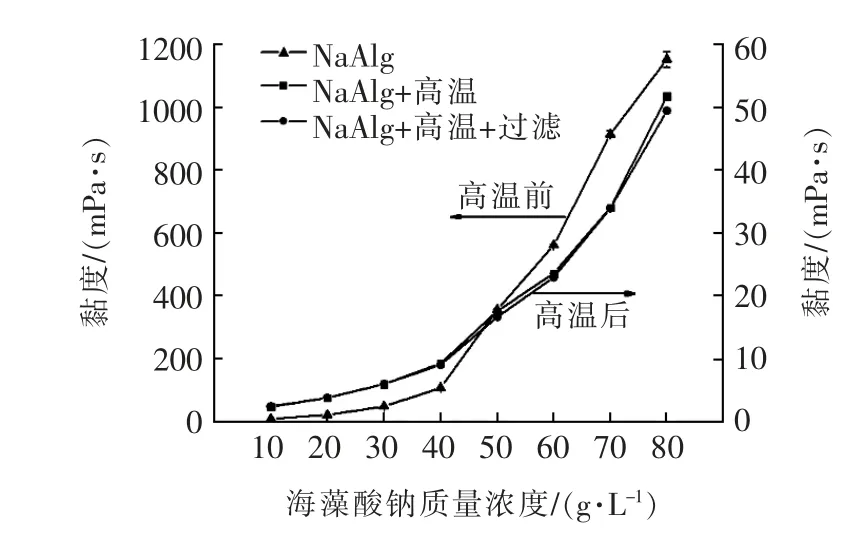
图2 海藻酸钠溶液黏度随浓度变化曲线
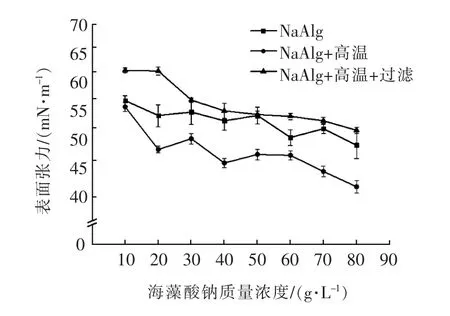
图3 海藻酸钠溶液表面张力随浓度变化曲线
图4 是根据喷射性能计算公式计算的不同浓度和工艺条件下海藻酸钠溶液的Z 值。 可看出,高温处理前只有质量浓度10g/L 和20 g/L 的海藻酸钠溶液在理论上满足喷墨打印的要求,但此况下溶液的Z 值较低,可能会造成喷头堵塞;在高温处理后,质量浓度30、40、50、60 g/L 的海藻酸钠溶液在理论上满足喷墨打印要求,且过滤前后的海藻酸钠溶液Z 值变化不大。结果表明,高温处理能显著改善海藻酸钠溶液的打印性能,过滤处理对海藻酸钠溶液的打印性能无明显影响。 考虑到过滤处理后60 g/L 海藻酸钠溶液Z 值较低可能会造成喷头堵塞,所以选择质量浓度30、40、50 g/L 的海藻酸钠溶液进行后续的喷射性能研究。

图4 海藻酸钠溶液Z 值
2.1.2 氯化钙溶液
图5 和图6 分别是质量浓度为10~80 g/L(间隔10 g/L)的氯化钙溶液在搅拌后、加入表面活性剂后和1 μm 滤膜过滤后的黏度与表面张力。如图所示,各种工艺条件下不同浓度的氯化钙溶液黏度并无明显差异,但在添加表面活性剂后氯化钙溶液的表面张力显著下降,且过滤处理对氯化钙溶液表面张力无明显影响。

图5 氯化钙溶液黏度随浓度变化曲线

图6 氯化钙溶液表面张力随浓度变化曲线
图7 是根据喷射性能计算公式计算的不同浓度和工艺条件下氯化钙溶液的Z 值。 可看出,各种工艺条件下的氯化钙溶液Z 值均较高,但加入表面活性后,Z 值比较接近喷墨的理论区间,在该种情况下氯化钙溶液从理论上而言会伴随出现卫星液滴喷射。
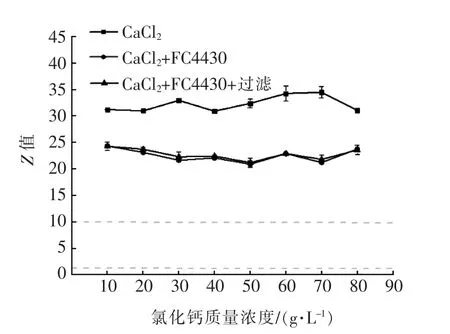
图7 氯化钙溶液Z 值
2.2 不同参数的双组分喷射工艺喷射性能
2.2.1 不同浓度
图8 是在电压幅值80 V、 打印频率1 kHz 时,质量浓度30~50 g/L(间隔10 g/L)的海藻酸钠溶液和10~80 g/L(间隔10 g/L)的氯化钙溶液的出墨率。如图所示,海藻酸钠溶液和氯化钙溶液都在质量浓度为40 g/L 时出墨率最高, 分别达到98.2%和96.8%。 图9 是质量浓度为40 g/L 的海藻酸钠溶液和氯化钙溶液的喷射效果, 都能达到最满意的效益,所以选择质量浓度40 g/L 的海藻酸钠溶液和氯化钙溶液进行水凝胶支架打印研究。
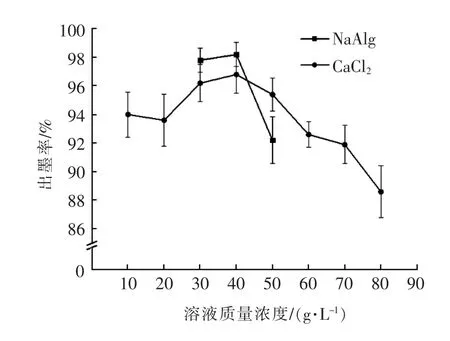
图8 海藻酸钠溶液和氯化钙溶液的出墨率

图9 不同溶液的喷射效果
2.2.2 不同电压幅值和打印频率
图10 是质量浓度为40 g/L 的海藻酸钠溶液在不同电压幅值和打印频率下的出墨率,可见随着电压幅值的升高,出墨率呈现先升后降,随着打印频率的升高,出墨率逐渐降低。 总结可得,在电压幅值80~120 V、打印频率0.2~15 kHz 时,海藻酸钠溶液可以获得95%以上的出墨率。
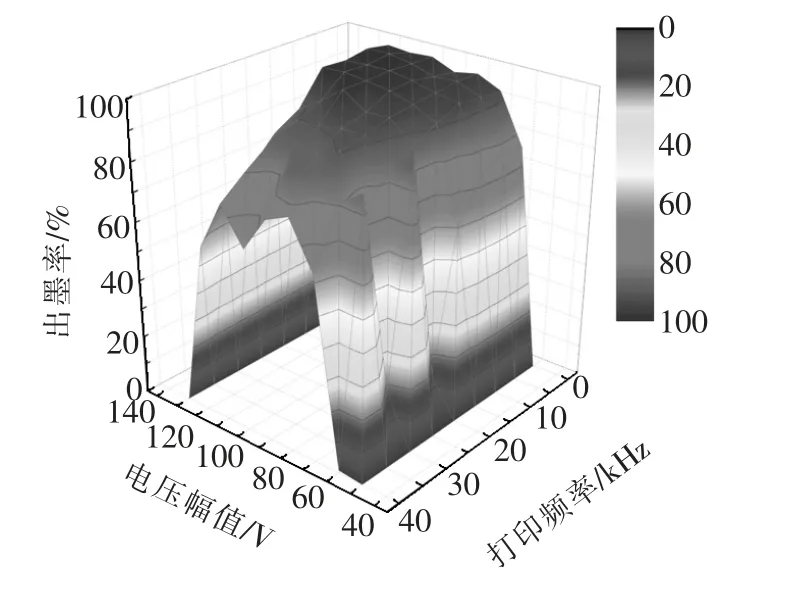
图10 不同电压幅值和打印频率下海藻酸钠溶液的出墨率
图11 是质量浓度为40 g/L 的氯化钙溶液在不同电压幅值和打印频率下的出墨率,可见随着电压幅值的升高,出墨率无明显变化,而打印频率升高到5 kHz 后, 出墨率迅速降低。 在电压幅值为70~120 V、打印频率0.2~5 kHz 时,氯化钙溶液可以获得95%以上的出墨率。 由于双组分喷墨打印水凝胶支架要求两种溶液的出墨率均须高于95%,适合双组分喷墨打印水凝胶支架的电压幅值范围是80~120 V、打印频率范围是0.2~5 kHz。

图11 不同电压幅值和打印频率下氯化钙溶液的出墨率
2.3 打印水凝胶支架
图12 是采用2 kHz 的打印频率打印了200 层,获得了包含复杂流道的60 mm×30 mm×1 mm 矩形水凝胶支架,其流道最窄处不足1 mm。 支架采用一体化成形,无需复杂的打印步骤,打印用时344 s,打印过程中无材料浪费,材料利用率接近100%。
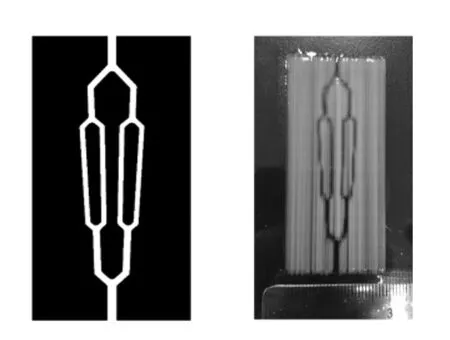
图12 带流道矩形水凝胶支架CAD 模型和打印效果
目前喷墨打印技术打印频率最高为2 kHz[9,26],液滴尺寸最大为80 pL[7],喷嘴数量最多为4 个[27-28],打印效率最高为0.64 μL/s。本研究采用的打印频率为2 kHz,液滴大小为35 pL,喷孔数量为512 个,打印效率为35.84 μL/s, 是目前最高打印效率的56倍。 目前喷墨打印技术打印的水凝胶支架最大尺寸为37 mm×13 mm[7],本研究打印的水凝胶支架尺寸较现有喷墨打印的水凝胶支架尺寸显著提高,这证明双组分多喷嘴喷墨3D 打印方法与工艺有望应用于复杂结构的组织工程支架的一体化制造。
3 结论
本文提出了一种双喷嘴喷射式生物3D 打印水凝胶的方法,并研究了不同溶液组分、不同打印参数对多喷嘴喷墨3D 打印的影响,得到以下结论:
(1)通过测试不同浓度海藻酸钠溶液和氯化钙双组分墨水的流变特性与喷射性能,确定了适合喷墨打印的海藻酸钠溶液和氯化钙溶液的最佳质量浓度均为40 g/L。
(2)通过测试不同电压幅值和打印频率对溶液出墨率的影响,确定了双组分喷墨打印工艺参数组为电压幅值80~100 V、打印频率0.2~5 kHz。
(3)完成了尺寸为60 mm×30 mm×1 mm 海藻酸钙凝胶支架的打印,支架打印效率为35.84 μL/s,远远高于现有喷墨打印效率,打印的水凝胶支架尺寸较现有的喷墨打印的水凝胶支架尺寸显著提高,打印材料利用率接近100%, 有望应用于结构复杂的组织工程支架的一体化制造。
