弧形门洞加工工艺
——展开分析法加工弧形门洞
2022-06-28柳海文
柳海文
(广西利升石业有限公司,广西贺州 542827)
石材产品中,加工难度较大的为异型产品,在众多异型产品中加工难度最大的,是嵌套三维异型产品的加工,在嵌套三维异型产品中有种称为“弧形门洞”的产品加工难度更大。
所谓“弧形门洞”,就是门洞的立面是一面弧形墙,墙面以外弧圆弧板面作为装饰面,在墙面上开挖一个门洞,在门洞的正上方(顶端),又以内弧圆弧板面作为装饰面。如图1所示,图1中过厅中的3个门洞就是弧形门洞;从图1可以看出弧形门洞在平面上的投影是圆弧形的。但是,仅靠图1的平面图是不能加工出门洞弧形墙的,还需要立面图才能实现门洞弧形墙的加工,见图2为门洞的三维图。
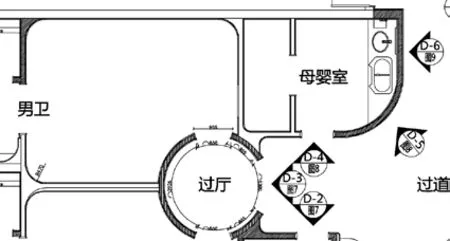
图1
1、图示说明
图1是一个别墅项目的平面布局图的一部分。其中过厅的周边就是弧形墙,图1的D-3立面,以外弧的圆弧板面作为装饰面。按项目要求,在图1D-3的圆弧板装饰面上开挖弧形门洞,弧形门洞的上方顶端,以内弧的圆弧板面作为装饰面。
图2为弧形门洞立面图,要求在图1D -3立面(装饰面)开挖“宽1404mm×高2710mm”的弧形门洞。从图2立面图可以看出,门洞开挖好后,D-3立面的装饰面是由L外841mm×R 外1380mm×H 高800mm×δ厚度20mm=2件(异型弧板,编号为:过D-51、过D-55、);L外841mm×R 外1380mm×H高800mm×δ20mm=2件(异型弧板,编号为:过D -50、D过-54);L外118mm×R 外1380mm×H 高800mm×δ20mm=4件(小弧板,编号为:D过-48、过D-49、过D-52、过D-53)共计8件圆弧板拼接而成的弧形墙。
编号说明:文中的“L”表示圆弧板的弦长,“L外”表示外弦长;“R”表示圆弧板的半径,“R外”表示圆弧板外半径;“H ”表示圆弧板的高度;“δ”表示圆弧板的厚度或最薄厚度;从图2可以看出弧形门洞的顶端,要开挖(加工)成R内702的半圆形,也就是说所加工的弧形门洞顶端是采用R内702的圆弧板,拼接为内半圆作为装饰面的。
弧形门洞圆弧板的加工难点:三维图形嵌套加工,弧面上再加工圆弧面,即要在水平面加工圆弧面,又要在垂直面上加工圆弧面,即双圆弧面造型。也就是对上述的8件圆弧板进行加工(即编号为“D过-48~D过-52”8件圆弧板)。
其中小圆弧板,编号为:D过-4 8、D过-4 9、D过-52、D过-53。
这4件小圆弧板的加工工艺:选料→开料绳锯挖弧板粗磨打磨抛光(水磨)切角→修端(修高)试拼 检验编号→包装入库。这也是一般普通圆弧板(即空心柱弧板、弧形墙面弧板)常规的加工工艺了。此加工工艺我在此就不再转述了。具体见晏辉于1999年6月,发表于《石材》杂志的《空心柱加工技术》。
剩下的4件圆弧板,同样按照上述圆弧板的加工艺流程加工成:L外841×R外1380×H高800×δ20=4件,但这4件弧板需二次进行门洞的开挖加工(即编号为“D过-50、D过-51、D过-54、D过-55”4件)。

图2 过厅D-3门洞立面(展开图)
2、展开分析法的分析
所谓展开分析法:就是利用平行投影技术,将门洞尺寸线以平行投影技术投影到圆弧面上,如图2所示的门洞线,再将图2的立面图按圆弧板弧长方向展开压平,转化为2D 平面图,随后对门洞线进行分析,门洞线随着弧面的展开压平,找出门洞线宽度、高度随着弧面展开为平面的变化关系。最后,利用展开后的门洞线对上述4件圆弧进行开挖门洞的一种作业方法。
展开分板法加工弧形门洞它的优点是:不需要高、精、专的数控加工设备、和较高学历和素质的数控机床的编程和操作人员,一般所有的石材厂家都能实现和完成的一种最简单、便捷的加工方法;它几乎实用于所有石材加工厂家、加工门店、石材安装施工现场;所使用的加工工具普通和通用;加工成本低廉,值得在石材行业进行推广和应用。
此方法如果能在石材行业推广和应用开来,将能为石材行业弧形门洞的加工提供简单、便捷、成本低廉的快速解决方式。在石材行业弧形门洞的加工领域中具有极高的推广价值和广阔的应用前景。
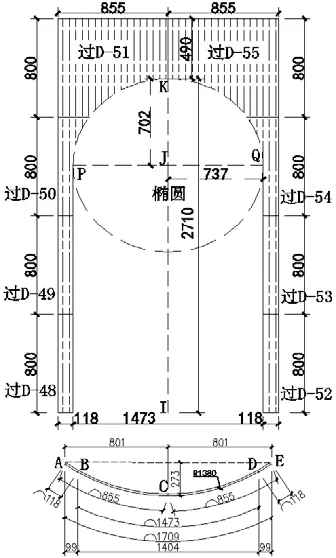
图3 过厅D-3立面(展开图)
平行投影技术中有一个重要特性:就是物体平行投影后的垂直宽度和高度不变。在上述图2中,将门洞线平行投影至一个平面上,其门洞的宽度和高度不变;如果平行投影到弧面上,其门洞宽度方向在弧面上所截取的弦长B D 线段=1404和高度H F=2710与门洞宽度和高度相同(同长),也就是如图2立面图所示。
弧形墙按弧长方向展开压平后,其中4件需开挖门洞线的展开图,见图4。

图4 需开挖门洞线的展开图
弧形门洞弧板加工工艺有展开分析法和数控投影技术加工工艺。其中数控投影技术加工工艺以分“2D投影技术”加工工艺与“3D 投影技术”加工工艺。本文主要介绍展开分析法加工工艺技术。
3、展开分析法的加工工艺
展开分析法的加工工艺流程:待加工区域的分区1∶1打印图纸压线裁剪→图纸粘贴手工切割→试拼检验编号→包装入库。
(1)待加工区域的分区
将图4所示的展开立面图,先在图纸上设立基准线,将展开后的门洞投影线和基准线所封闭的区域进行线段分区,并对所分的每个区域予以编号,要求所分区域,以A 4或A 3的纸能以1∶1打印出来,且能完整打印得出所分区域周边的封闭线为原则,如图5所示。
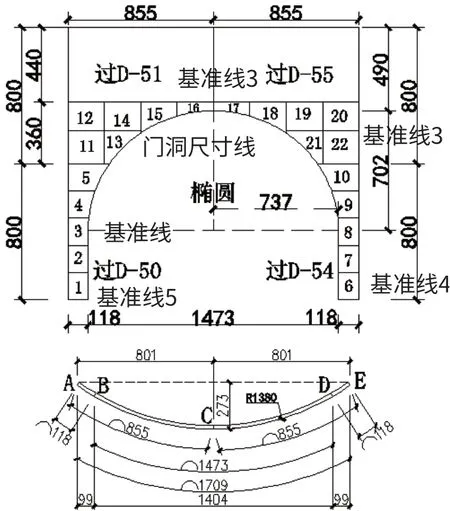
图5 过厅D-3立面(展开图)
图6就是编号21区域周边的封闭线以1∶1的比例打印出来的
(2)1∶1打印图纸
按编号1~22打印,将所有区域以激光打印机1:1的比例全部打印出来,要求所打印出来的区域,能看到每一分区域周边的完整封闭线,如图6所示(编号21区域周边的封闭线)。
(3)压线裁剪
压线裁剪,按编号1~22将所打印出来的每一张A 4或A 3纸,每个区域,按分区线(区域封闭线进行压线)裁剪,保留门洞线,如图7所示。
(4)图纸粘贴
对照图5所示的分区图编号位置拼接图,分别在实物L外841×R外1380×H 高800×δ20=4件圆弧板上,进粘贴做业,对应的编号粘贴在对应的圆弧板对应的位置上,粘贴完后,分别将会在每一块实物圆弧板上得到一条开挖门洞的曲线。这一过程实际上是以实物圆弧板的弧面为基础辅助,将2D 平面转化3D 弧面的一个过程。(如图8所示,以其中一件圆板,编号“D过-55”为例)
图6 贴线
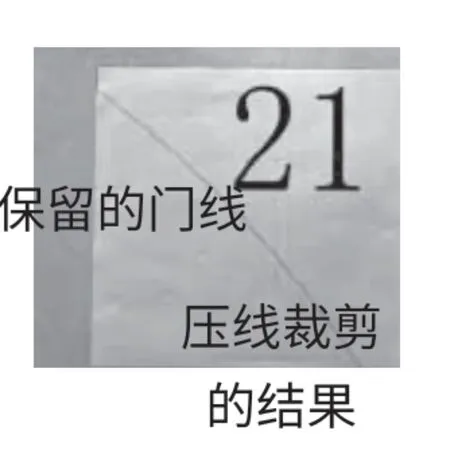
图7 贴裁切号
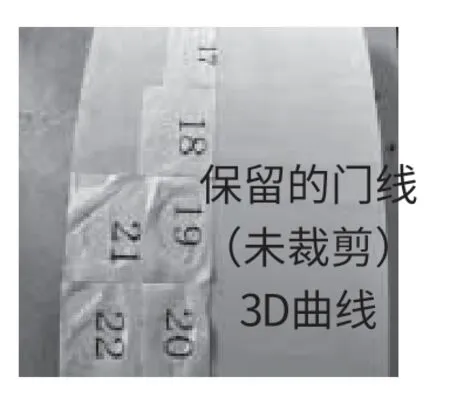
图8 贴裁切号
(4)手工切割
以手工加工的方式沿图纸曲线进行手工切割作业,即可得到D过-50、D过-51、D过-54、D过-55这4件弧板上的门洞轮廓,如图8、图9所示。图10、图11为编号D过-55的切割加工过程。

图9 贴标去号

图10 贴标去号
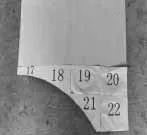
图11 贴标去号
试拼、检验编号、包装入库:将门洞加工完毕后,将开好门洞的整体弧形墙面进行试拼、检验编号、外观质量缺陷的修补等后工序处理、最后包装入库。
4、弧形门洞的其它加工工艺
弧形门洞的其它加工方法主要有:投影技术在计算机辅助设计和辅助制造中的应用。在本文中,此部分只做概括性的,简明扼要的介绍,不做重点图文并茂论述。
凡有过使用计算机辅助设计、制造软件即接触过数控软件的人应该都不陌生,比方说:M aster cam、U G 或者Pro-E等软件。
(1)投影技术加工工艺
在曲面加工中有一种投影加工,所谓投影加工,就是将已有的刀路径文件或几何图形投影到选取曲面上,生成新的加工刀具路径,然后以新的刀具路径对曲面进行3D 加工的一种数控编程加工技术。
投影技术加工工艺流程:电脑绘制待造型图形轮廓→程序编制→装夹→程序零点设置→程序模拟试加工→加工→试拼检验编号→包装入库
(2)3D Contour(三维轮廓)加工工艺
用3D Contour(三维轮廓)加工,就是将将几何图形或轮廓线,首先平行投影到选取曲面上,然后对曲面上的投影曲线进行3D 轮廓外形编程,生成加工的刀具路径和NC程序,再以该刀具路径和程序对曲面进行Contour (3D)加工的一种数控编程加工技术。
3D Contour(三维轮廓)加工工艺流程:电脑绘制待造型图形轮廓→程序编制→装夹→程序零点设置→程序模拟试加工→加工→试拼检验编号→包装入库。
(3)两者的区别
3D Contour(三维轮廓)加工工艺与2D 投影技术加工工艺的显著区别就是:前者是将门洞尺寸线先投影至选定的实体曲面上,从而在实体上得到3D Contour(三维轮廓)曲线,再以3D Contour(三维轮廓)进行3D Contour(三维轮廓)编程,生成数控加工程序,然后再一件件的对实体产品进行加工;后者是直接以二维门洞尺寸线进行2D Contour(二维轮廓)编程,生成数控加工程序,然后再利用投影加工技术,将2D Contour(二维轮廓)编程,生成数控加工程序的刀具路径投影至选定的实体曲面上生成新的加工程序,然后将实体产品拼接为一体再进行加工;也就说前者是投影几何图形,后者是投影刀具路径。
本文以所阐述的是现今整个石材行业加工弧形门洞的所有加工方法和加工艺,现将其系统性的归纳下来,希望今后对于本行业内此类产品的加工有所指导和借鉴。
