超高分子量聚乙烯纤维模量影响因素研究
2022-06-24王爽芳王卉王发阳
王爽芳,王卉,王发阳
(1.连云港神特新材料有限公司 江苏 连云港,222000;2.连云港市纺织工程学会 江苏 连云港,222000)
0 引言
超高分子量聚乙烯纤维(UHMWPE),是继芳纶和碳纤维之后的第三代高性能纤维,具有无法比拟的力学性能,其所具有的比强度和比模量是所有化学纤维中最高的,并且其优异的耐化学性、耐候性、耐低温、耐紫外线以及电绝缘等性能,使其被广泛应用在军事防护、远洋航海、航空航天、海洋养殖等领域[1]。这些领域中目前应用最成熟、最广泛的仍然集中在军事防护上,如军用防弹衣、防弹头盔、军车防护板等。这主要还是基于超高分子量聚乙烯纤维的低密度(0.97 g/cm3)带来的轻质特性以及优异的力学性能(比强度是芳纶的135%)带来的高抗冲击性[2]。
随着防护市场竞争的加剧,各防护客户对纤维的质量要求越来越高,更高强度、更高模量的超高分子量聚乙烯纤维应运而生,该类纤维可称为“超强超模聚乙烯纤维”。相较于两年前国产超高分子量聚乙烯纤维,该类纤维的均强度以阶梯式达到38 cN/dtex、40 cN/dtex,目前行业内国产尖端防护纤维强度均值达到43 cN/dtex,模量均值达到1 800 cN/dtex。
作为防护纤维的重要指标,纤维强度和模量的高低决定了纤维防护能力的高低。不可否认的是,众多研究人员及生产技术人员在超高分子量聚乙烯纤维生产研究过程中,重点关注了纤维强度指标的提升,模量指标往往被作为辅助参数进行研究。但随着近期防弹市场对超高分子量聚乙烯纤维指标要求越来越高,纤维模量指标越来越引起研究人员的关注。众所周知,“能量吸收率”和“能量扩散速度”是评判纤维防弹性能的两个重要指标[3]。研究表明,纤维强度、伸长率越高,“能量吸收率”越大。但是在实际应用中,有人发现纤维伸长率过高,其所制成的防弹材料变形越严重,容易产生严重的“背凸”现象[3]。所以纤维的强度越高,伸长率越小,即模量越高,则冲击能的扩散速度越高,防弹性能越好。由超高分子量聚乙烯纤维的生产经验得知,纤维强度与伸长率之间的关系并不突出,即一定生产状态下伸长率的降低会带来强度增加;但另一状态下,过低的伸长率可能导致强度的降低。本文将通过调整纺丝过程中的分子量和后纺牵伸比两种方式,研究其对纤维模量的影响,从而对提高纤维的防弹性能进行实践探索。
1 实验材料、设备及方法
1.1 实验材料
超高分子量聚乙烯粉末、68#白油、碳氢清洗剂。
1.2 实验设备
(1)缕纱测长机,YG086型,常州二纺精密机械有限公司。
(2)强力机,YG(B)026H-250型,温州市大荣纺织仪器有限公司。
(3)扫描电镜(SEM),EVO10型,德国蔡司)。
(4)乌氏黏度计,φ0.44 mm,上海申立有限公司。
(5)SYD-265E型石油产品运动黏度测定器,上海昌吉地质仪器有限公司。
1.3 实验方法
1.3.1 工艺流程
超高分子量聚乙烯纤维湿法纺丝工艺:PE粉、白油→配料→纺丝→冷却成型→平衡→预牵伸→萃取→干燥→多级牵伸→卷绕→成品检验。
1.3.2 检测方法
线密度测试参照GB/T 14343 执行,断裂强度、初始模量、断裂伸长率、断裂强度变异系数的测定按GB/T 19975执行。
力学性能的测试主要通过强力机实现。按照相应的强力测试程序,设定夹持距离等相关参数,将丝束按标准要求绕在上下夹具上,开始测试,仪器测试并自动计算得到断裂强度、初始模量、断裂伸长率、断裂强度变异系数等数据。
扫描电镜的测试主要是通过仪器设备观察样品截面形状。将预先在液氮中冷萃的纤维束固定在载物盘上,对纤维束喷金(喷金电流5 mA,时间100 s),然后将样品放置到样品台上,调整焦距、放大倍率等,获得图像。
2 实验结果与分析
研究表明,使用湿法纺丝工艺生产的超高分子量聚乙烯纤维,纤维的力学性能与其分子量及取向性和结晶度有直接联系,表现为分子量越大,纤维结晶度越高,取向性越好,其强度模量指标越高[4-5]。而纤维的结晶度与取向性由实际生产过程中牵伸工艺决定。下面结合试验过程与结果,重点分析纤维分子量及牵伸过程对模量的影响。
2.1 分子量对纤维模量的影响研究
表1、图1是纤维模量和强度随着纤维分子量的变化情况。通过大量的纤维生产数据统计分析,可以清晰发现,随着分子量的增加,纤维强度模量指标逐渐提高(表1、图1)。虽然10万左右的分子量提升,指标变化不明显,但随着分子量的逐步增加累计,强度、模量均出现了阶梯式增长,分子量增加40万左右,强度指标增加了3.29 cN/dtex,模量增加了130 cN/dtex。进一步验证了,纤维强度及模量是随着分子量的增加而增加的。
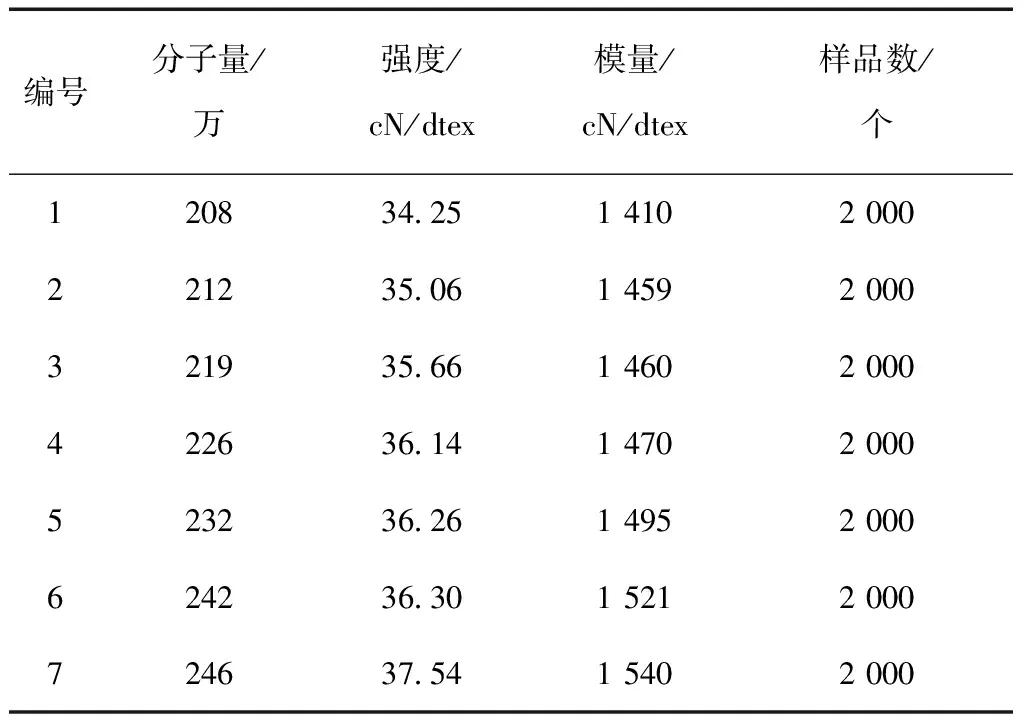
表1 不同分子量超高分子量聚乙烯纤维的力学性能指标(分子量<246万)
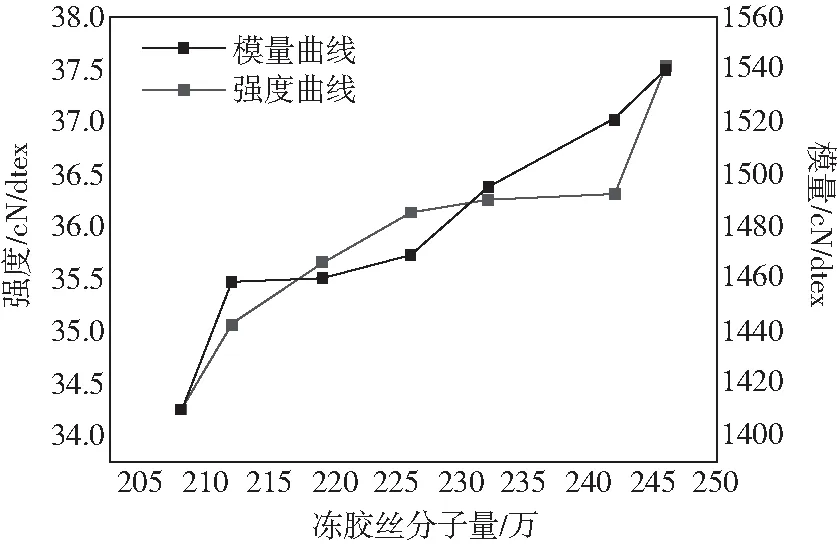
图1 不同分子量下超高分子量聚乙烯纤维的强度、模量变化曲线
为了进一步分析分子量对纤维模量的影响,本文专门进行了更高分子量纤维的实验分析。分别控制分子量在250万、260万、275万、300万、330万左右,且以最优后纺纺丝工艺得到超高分子量聚乙烯纤维。通过实验数据分析(表2)可以看出,当分子量增加到一定程度后,强度指标增加并不明显,而模量指标增长显著,分子量达到300万的纤维,其模量达到1 803 cN/dtex;但当分子量达到或超过330万后,强度出现崩塌式下降,模量也出现不同程度的降低。另外,实验过程中发现,随着分子量的增加,纤维的后纺牵伸变得困难,断丝、毛丝率明显增加,操作性能急剧下降,影响了强度的增加。这表明纤维的质量指标并不是随着分子量的增加而无限增加的;过高的分子量降低了纤维可纺性,从而对纤维质量带来负面影响,且强度先于模量开始受到影响。
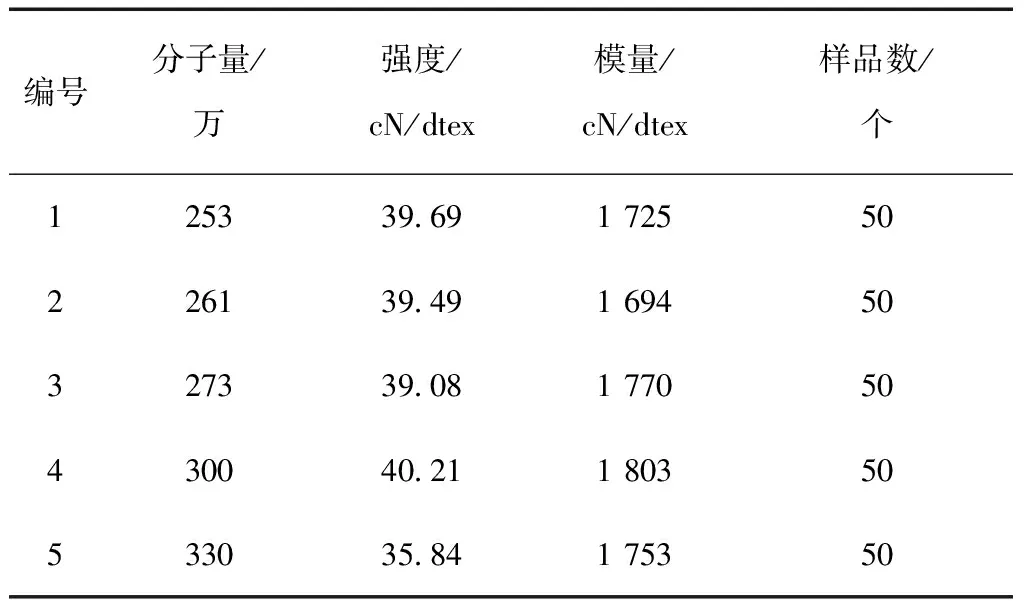
表2 不同分子量超高分子量聚乙烯纤维的力学性能指标
此外,为了进一步确认分子量对纤维模量的影响,本文对实验过程中生产的五个不同分子量冻胶丝,在后纺同一牵伸工艺下得到的成品纤维的形貌进行了平行对比(图2)。从图2可以明显发现,除了330万分子量制备的纤维,其他分子量制备的纤维微观形貌之间并不存在明显的差别,纤维表面光滑无明显的缺陷(如毛丝、裂痕、结节等),且单丝直径(纤度)均匀。这也进一步表明纤维具有均匀的力学性能,为高的纤维模量提供支持。而330万分子量的成品纤维表面粗糙,存在明显缺陷,这表明纤维牵伸并不理想,直接影响了纤维质量。
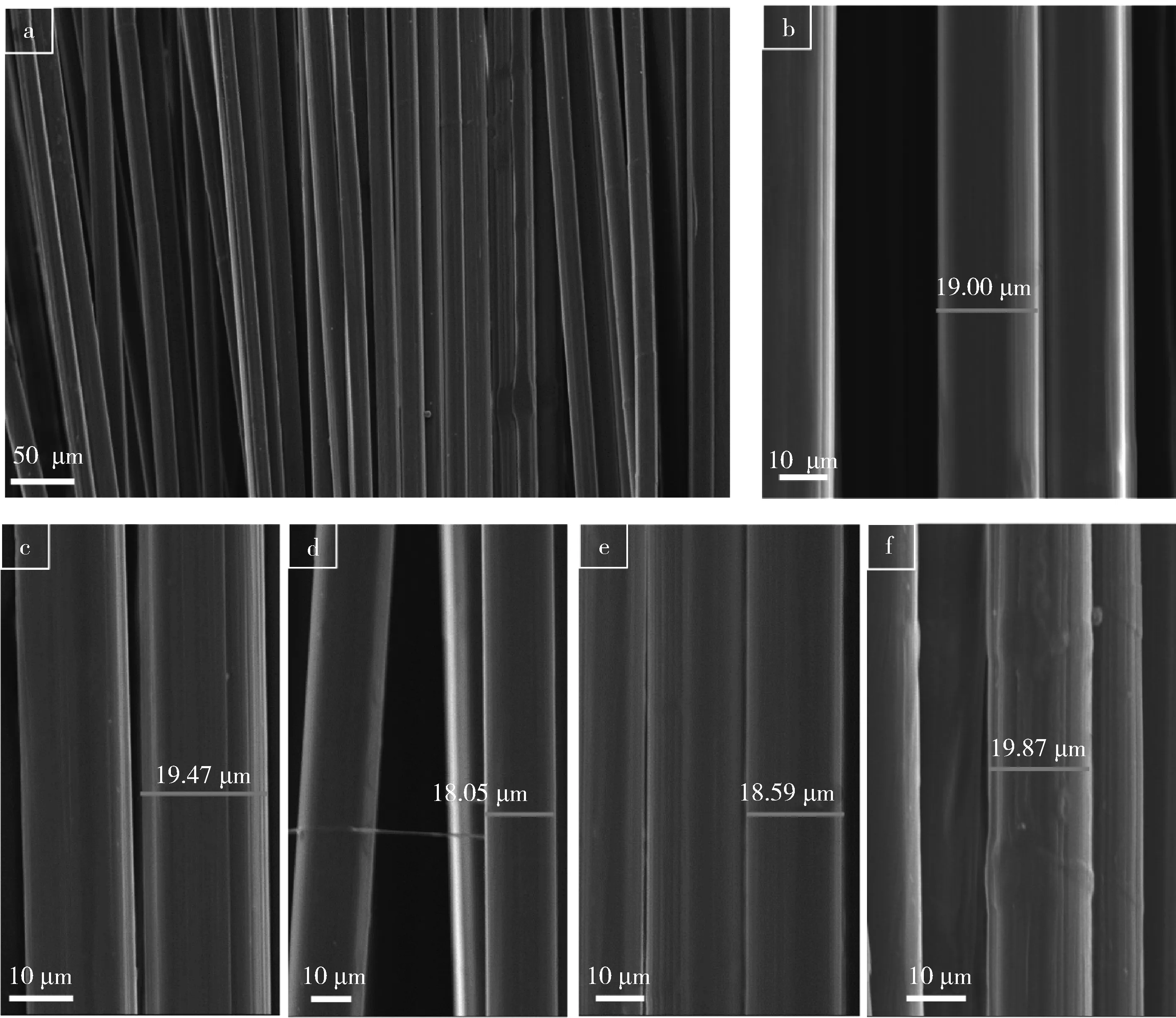
图2 不同分子量超高分子量聚乙烯纤维表面形貌
从上述研究结果可以看出,超高分子量聚乙烯纤维的分子量升高可以显著提高纤维强度、模量,纤维分子量超过260万以后,模量的提升较强度更加明显。分子量进一步增加到330万及以上时,纤维可纺性降低,影响了指标的提升。
2.2 后纺牵伸过程对纤维模量的影响研究
在超高分子量聚乙烯纤维湿法纺丝生产过程中,纤维的结晶状态一直是影响力学指标的最主要因素。不论是在前纺生产过程中凝胶丝的结晶成核和生长阶段,还是平衡过程中结晶的完善阶段,后纺生产过程中的超倍拉伸结晶过程更是重中之重。研究表明,结晶的影响一般表现为:随着结晶度的上升,纤维断裂强度、模量均提高,但断裂伸长率会下降[4]。结合防弹机理分析,结晶度提高带来的模量升高,可以很好地降低“背凸”现象,提高防弹效果。本文在前期关于超高分子量聚乙烯纤维热牵伸性能研究的基础上[6],在保证最优牵伸温度的条件下,针对牵伸比及 “复牵”过程对纤维模量的影响方面,进行了更加详细的实验研究。
2.2.1 牵伸比的影响
众多关于超高分子量聚乙烯纤维超倍牵伸过程中结晶形态的研究表明,在牵伸过程中,聚乙烯大分子由折叠链逐步转化为伸直链,并沿着牵伸方向平行排列,纤维结晶度及取向性、长程有序性急剧增大,大分子之间的范德华力增强,断裂强度及模量增加[7-8],但纤维的力学性能并不是随着牵伸比的增加持续提高,过大的牵伸会破坏纤维结构,致使其性能下降[9]。
在湿法纺丝工艺的基础上,用261万分子量的冻胶丝,在保证最优的牵伸温度前提下,对不同牵伸比下生产的纤维相关性能进行了研究(表3)。本次实验较传统生产方法,纤维分子量更高,牵伸比更大(大于60)。实验结果验证了牵伸比对纤维纤度及生产率的传统认识,同时显示,在超大牵伸比的条件下(牵伸倍数是102)时,强度甚至略有下降,但模量的增加较为明显。17%的牵伸比增加,带来将近10%的模量增加,这为该纤维的工艺调控提供了新的途径。

表3 不同牵伸比下超高分子量聚乙烯纤维的性能指标
2.2.2 “复牵”过程的影响
除了研究总牵伸比对纤维强度和模量的影响外,本文还对热牵过程进行了实验分析。此前的研究证明,超高分子量聚乙烯纤维热牵伸过程,4.5~6.0的牵伸比和144~150 ℃的牵伸温度是最适合的工艺参数[6]。在此基础上,本实验对已经完成热牵过程的成品纤维,再次进行一道热牵伸操作(“复牵”),并对不同“复牵”比得到的纤维力学性能进行对比分析。
成品纤维是成熟工艺生产得到的,其物理指标为表4中编号1 的相关数据。使用成品纤维,再次进行一道热牵操作,过程中控制热牵温度在(140±5)℃,通过不断增加“复牵”牵伸比,得到相关实验数据(表4)。对比分析发现,当超高分子量聚乙烯成品纤维(默认为牵伸完全),进一步进行牵伸时,其强度指标波动较大,且存在下降趋势,但纤维模量却出现升高,表现不同于强度的变化趋势。这再次证明了纤维牵伸完全后的“复牵”过程对模量的提升有积极作用,而这一过程对强度来说,表现出了“过牵”的影响。
表4 “复牵”过程中不同牵伸比下超高分子量聚乙烯纤维试验指标统计
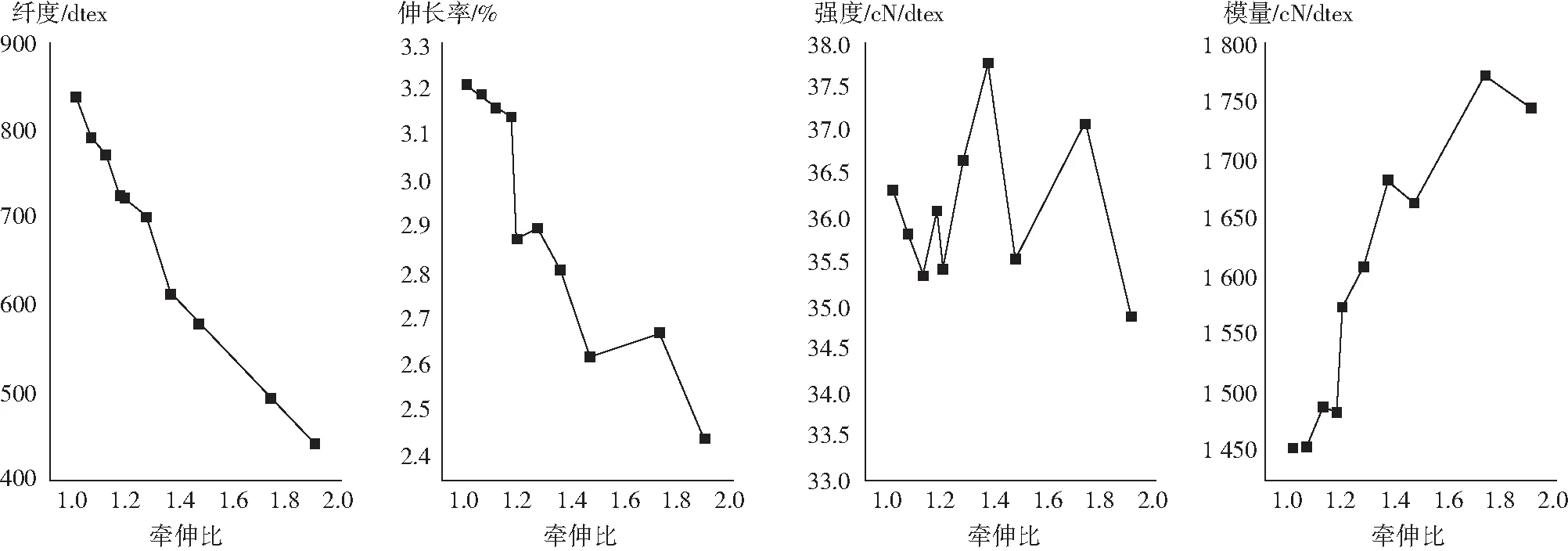
图3 “复牵”过程中不同牵伸比下超高分子量聚乙烯纤维纤度、伸长率、强度、模量变化曲线图
实验证明,在超倍拉伸过程中,不破坏纤维结构前,纤维强度、模量的变化并不是一致的,纤维达到完全牵伸(此时强度达到稳定的最高值)后,进一步的牵伸会带来强度的降低,但模量却持续提高,这为降低“背凸”现象、提高超高分子量聚乙烯纤维防弹性能提供了新的思路。
3 结论
为了减小超高分子量聚乙烯纤维制成的防弹制品的“背凸”现象,提升其防弹效果,本文重点针对分子量以及牵伸过程对纤维模量的影响进行了研究,可以得到以下结论。
(1)纤维分子量的提高,可以有效地提高超高分子量聚乙烯纤维的强度、模量指标;但更高分子量时,强度达到最高值后存在下降趋势,而模量却存在持续提高的趋势直至纤维表面出现缺陷。
(2)随着超高分子量聚乙烯纤维牵伸比的增加,其强度、模量随之提高;但当牵伸完全后做进一步牵伸时,强度并没有表现出升高趋势,而模量的提升却非常明显。
(3)纤维分子量的提升及完全牵伸后的再牵伸操作,为后续通过纤维模量提升,来提高其防弹性能提供了新的研究思路。
