球磨分散和超声分散碳纳米管强化天然橡胶性能对比
2022-06-22张铎晋琦李维鸽李世强王涛闫鹏
张铎,晋琦,李维鸽,李世强,王涛,闫鹏
(1.陕西延长石油(集团)有限责任公司研究院,陕西 西安 710075;2.陕西延长石油集团橡胶有限公司,陕西 咸阳 712023;3.浙江大学 台州研究院,浙江 台州 318000)
天然橡胶(NR)具有高弹性、高伸长率、绝缘性、隔水性、环境友好性等特点,被广泛的应用于各个领域。碳纳米管(CNT)拥有良好的力学、导热、导电等性能,是一种具有良好应用潜力的天然橡胶补强材料。CNT补强天然橡胶复合材料,能够在力学性能[1]、导电[2]、导热[3]方面有显著的提升。目前,碳纳米管强化橡胶主要的问题是碳纳米管在橡胶中的分散问题。本文考察了超声和球磨两种分散方式,对CNT强化天然橡胶复合材料在加工性能、力学、导热、导电和耐磨方面的影响。
1 实验部分
1.1 材料与仪器
天然胶乳,泰国三棵树品牌,干胶含量≥60%;天然橡胶,越南3 L橡胶;ZnO(有效含量99.7%)、硬脂酸、硫磺(不溶性硫磺,硫含量>99.9%)、促进剂M均为工业级橡胶助剂;十二烷基苯磺酸钠(SDS),分析纯;碳纳米管,自制,SEM照片见图1,为多壁碳纳米管,有效含量95%左右。
QM-SP4球磨机;YM-650Y超声分散机;ZG-0.5 L 实验室小型密炼机;ZG-20T液压压片机。
1.2 CNT强化NR复合材料的制备
将一定量的胶乳、去离子水、SDS混合搅拌20 min,在连续搅拌的状态下,缓慢加入CNT,再搅拌30 min。将得到的混合液使用行星球磨机球磨6 h或超声处理4 h,超声功率150 W。将处理后的混合液倒入托盘中,放入100 ℃的烘箱中烘干12 h。将烘干复合橡胶材料连同ZnO、硬脂酸在145 ℃下混合密炼,再将密炼温度降到110 ℃,加入硫磺、促进剂M,密炼后的试样用开炼机出片,然后使用平板压力机进行硫化处理,硫化条件为145 ℃×T90。
CNT在橡胶中的质量分数为CNT质量与天然橡胶质量之比,天然胶乳中的橡胶质量分数按照60%计算。
1.3 测试分析
采用日立SU-8010 场发射扫描电镜观测试样形貌。采用Nicolet 5SXC型傅里叶变换红外光谱仪(KBr压片)进行红外结构分析,红外扫描范围1 200~3 800 cm-1。采用DRM-II型导热系数测定仪(平板稳态法)测定试样的导热系数。使用HPS2683A型高阻仪测试试样的体积电阻。采用UR-2010型号无转子硫化仪测试硫化性能,测试温度为145 ℃。采用辊筒式磨耗试验机对试样进行DIN磨耗测试。使用HS-3000A型号电子拉力试验机进行力学性能测试,参照GB/T 528—1998标准,拉伸速率为 500 mm/min。
2 结果与讨论
2.1 微观形貌
5% CNT质量分数的超声和球磨强化天然橡胶试样的SEM见图2。

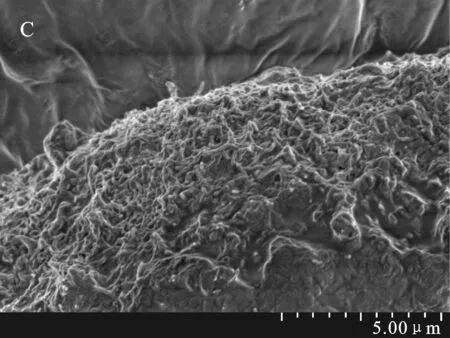
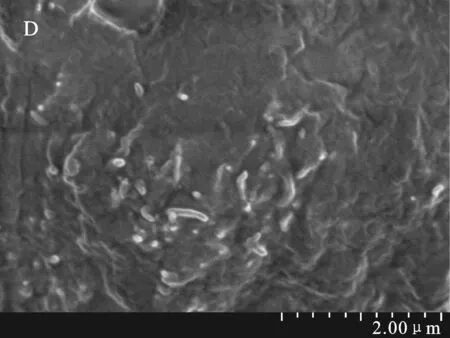
图2 超声分散(图A、B)和球磨分散(图C、D)5% CNT碳纳米管强化天然橡胶复合材料SEM照片Fig.2 SEM photographs of ultrasonic dispersion(A,B) and ball-milling dispersion(C,D)of 5% CNT reinforced NR
由图2可知,在超声分散(图2A),CNT能够较为均匀分散在复合材料中,但是还是有部分CNT的缠绕团聚(图2B),说明即使经过长时间的超声处理,仍无法彻底打破CNT的缠绕团聚。球磨分散,CNT较为均匀的分散在橡胶试样内(图2C),缠绕团聚明显减少,且CNT漏出部分较少,碳纳米管的平均长度明显缩短,在橡胶中的分散的更为均匀(图2D)[4],说明短切型碳纳米管更有利于提高碳纳米管在天然橡胶中的分散性[5]。
2.2 红外分析
将1 g碳纳米管与500 mL水进行混合,分别球磨和超声处理4 h,将得到的溶液蒸干,对得到的碳纳米管进行红外分析,结果见图3。
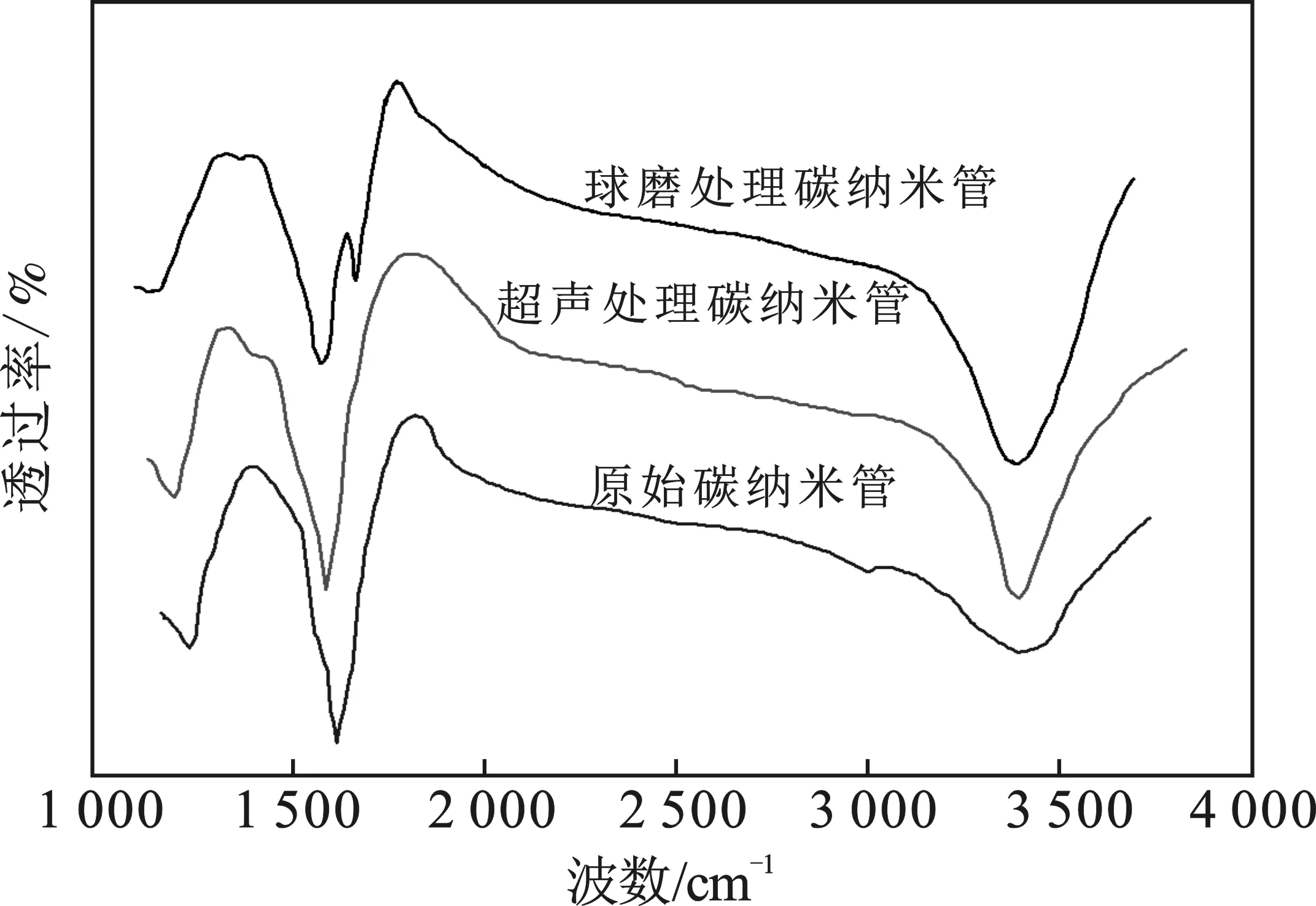
图3 球磨和超声分散液蒸干CNTs的红外光谱谱图Fig.3 FTIR spectra of CNTs by ball-milling and ultrasonic dispersion
由图3可知,1 574 cm-1处为碳纳米管管壁的E1u振动模,表示碳纳米管中石墨结构的存在[6]。超声处理样品,在此处的峰的强度基本无变化,而球磨试样峰强度有所降低。3 433 cm-1为羟基的振动峰,球磨和超声处理试样,在此处峰的强度均有所增强,说明含有的羟基的含量有所增加。1 720 cm-1对应的为羧基的振动峰,3种试样中,球磨试样出现了羧基对应振动峰,说明经过球磨处理后,碳纳米管断裂,产生了一些活泼缺陷位,一部分羧基被嫁接到这些缺陷位上。羟基和羧基这些含氧官能团的引入,使得碳管与橡胶材料的结合力发生改变,进而影响改性橡胶材料的各项性能。
2.3 硫化特性
图4展示了球磨分散和超声分散强化橡胶复合材料的硫化特性曲线。
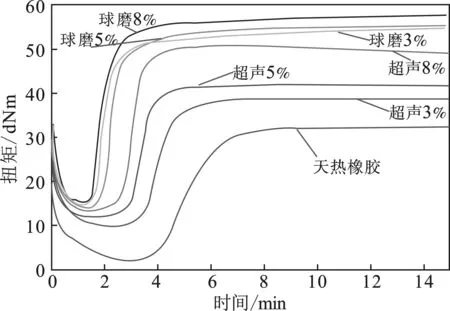
图4 超声分散和球磨分散碳纳米管强化 天然橡胶复合材料在145 ℃下的硫化曲线Fig.4 Vulcanization curves of ultrasonic dispersion and ball-milling dispersion CNT reinforced NR composites at 145 ℃
由图4可知,CNT强化橡胶相对于天然橡胶,焦烧时间(T10)和正硫化时间(T90)明显缩短,说明硫化速度得到提升。CNT的导热速率是橡胶的104倍,所以加入的CNT能够在硫化过程中,在混合材料内作为优异的导热介质,这无疑能够进一步加快硫化速度。
由图4可知,球磨分散试样所需的硫化时间更短,说明球磨法得到的试样在导热方面提升更为显著,这在后续对导热系数的考察中得到印证。另外这也有可能是由于球磨法CNT分散的更充分,球磨后CNT平均长度变短,在复合材料内部能够形成更多的网络结构,从而加速硫化反应。超声分散试样和球磨分散试样的T90均随着CNT含量增长而降低,而球磨分散试样降低的幅度相对更小,这由于在球磨试样中,CNT分散的较为充分,不同CNT的试样导热率均处于较高水平,所以硫化时间差距不大,而超声分散试样中,由于CNT分散效果较差,有CNT团聚,所以含量的增长对加快硫化速度表现的更明显。
最大转矩(MH)与最小转矩(ML)之差通常可以说明橡胶材料的硫化程度。由表1可知,球磨分散试样相对于超声分散试样差值更大,这说明球磨分散的试样硫化程度增长更为显著。不同CNT含量球磨分散试样和超声分散试样与硫化程度没有明显的对应关系,这说明CNT的含量对硫化程度的影响不显著。但是随着CNT含量的增加,MH也增加,说明材料的加工性能随CNT的增长越来越差。
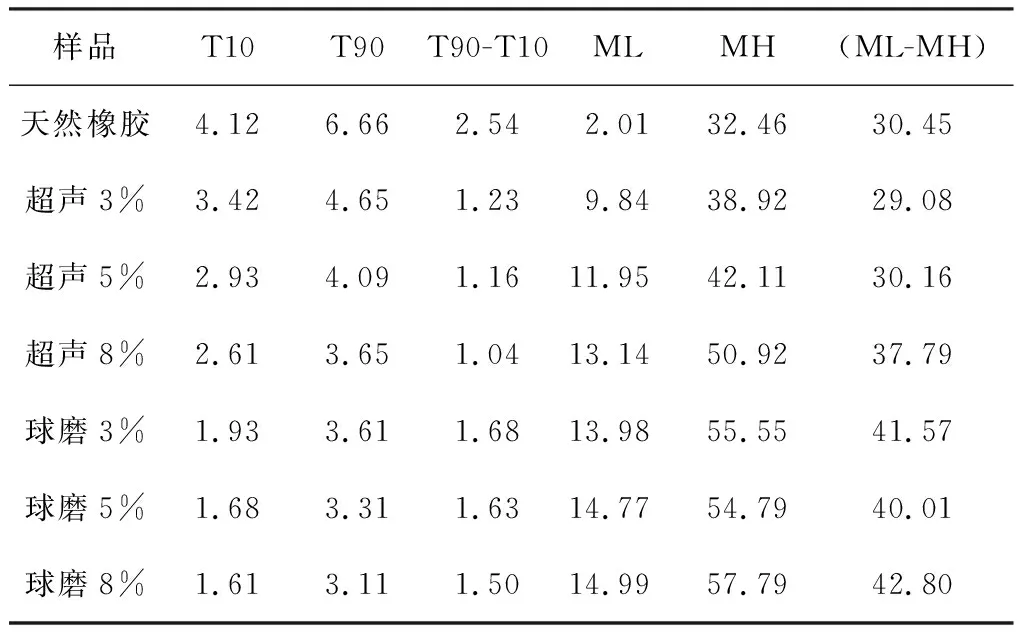
表1 超声分散和球磨分散碳纳米管强化天然橡 胶复合材料在145 ℃下的硫化特性参数Table 1 Vulcanization parameters of ultrasonic dispersion and ball-milling dispersion CNT reinforced NR composites at 145 ℃
2.4 力学性能
超声分散和球磨分散试样的力学性能见图5和表2。
由表2可知,5%CNT的超声分散试样具有最高的拉伸强度,达到了29 MPa,8%与3%试样的拉伸强度相对较低,CNT含量低,导致在复合材料中无法形成有效的连接网络,而高CNT含量,会在复合材料中形成团聚,均会造成拉伸强度的降低,这说明CNT的含量不是越高越好,存在一个最佳范围,这种现象在碳纳米管强化橡胶的研究中被普遍发现[3,7-8]。对于球磨分散试样,伸强度随着CNT含量的增高而降低,特别是CNT含量达到8%左右时,拉伸强度显著下降到了17.51 MPa。这可能是由于球磨后CNT变短,虽然在橡胶中的分散性有所提高,但是相对于长度更长的CNT,相互嫁接缠绕减少,另外,更多的短切CNT,增加了CNT与橡胶之间的界面空间,都有可能降低力学性能。
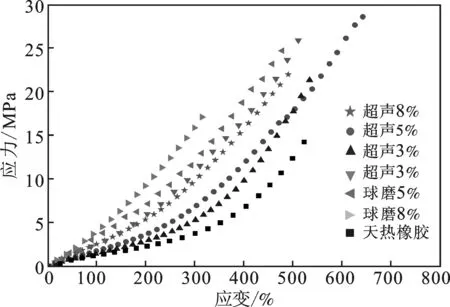
图5 超声分散和球磨分散碳纳米管强化 天然橡胶复合材料应力-应变曲线Fig.5 Stress-strain curves of CNT reinforced NR composites of ultrasonic dispersion and ball-milling dispersion

表2 超声分散和球磨分散碳纳米管强化天然橡胶复合材料的力学性能Table 2 Mechanical properties of CNT reinforced NR composites of ultrasonic dispersion and ball-milling dispersion
无论是超声分散,还是球磨分散试样,定伸应力均随CNT含量的增长而增大。总体对比来看,球磨分散试样的定伸应力要高于超声分散试样。
总体来看,对于球磨后的短切型的CNT,所需较少的含量就能对复合材料的力学性能起到明显的促进作用;而对于超声试样,可能部分团聚的CNT无法起到强化作用,所以这部分CNT会被“浪费”掉,所需要的最佳含量会有所增长。Sui等[9]分别用未处理碳纳米管和球磨碳纳米管强化天然橡胶,其结果表明,球磨碳纳米管强化橡胶,在硬度、拉伸强度、300%定伸应力方面提升更显著,碳纳米管在复合材料中具有更好的分散性。
2.5 导热和导电性能
球磨分散和超声分散试样的导热系数见图6。
由图6可知,无论是超声分散,还是球磨分散的试样,导热系数均随CNT含量的增加而增长。相同CNT含量,球磨分散试样的导热系数要更高,且随着CNT含量增加,与超声分散试样的差值相差越大。Han等[10]系统总结了影响碳纳米管强化聚合物材料对提升导热系数的影响,认为主要影响因素有聚合物结晶、CNT取向、CNT分散、CNT与橡胶界面特性等。球磨分散,CNT长度更短,这有利于CNT形成相互搭桥结构,从而在复合材料中创造更多的导热通路。另外,CNT经过球磨后,表面结构和特性也会发生改变,这可能会改变CNT与橡胶相结合的界面特性,从而影响到界面导热系数。超声分散对导热系数的提升效果没有球磨分散明显,可能还是由于CNT缠绕团聚较多,无法形成有效的导热通路。
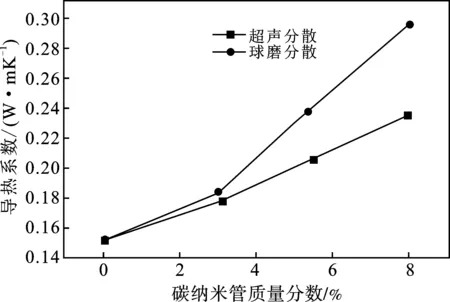
图6 超声分散和球磨分散碳纳米管强 化天然橡胶复合材料导热系数Fig.6 Thermal conductivity of CNT reinforced NR composites of ultrasonic dispersion and ball-milling dispersion
图7展示了球磨分散和超声分散复合材料的体积电阻。
由图7可知,超声分散和球磨分散中,体积电阻率随着碳纳米管含量的增加而降低,球磨分散试样体积电阻率降低的更为明显。CNT强化橡胶导热系数的提升,会有一个显著的突破含量,超过这个含量后,在复合材料中开始形成连接通路,使得电阻率的降低有跃迁效应,该含量称为渗滤阈值[3]。添加3%的CNT后,无论是超声分散还是球磨分散,体积电阻率均显著降低,说明3%的CNT含量已经超过了渗滤阈值。球磨分散体积电阻率随碳纳米管含量增加降低更为显著,当CNT含量为8%时,体积电阻率降低到4×106Ω·cm。

图7 超声分散和球磨分散碳纳米管强 化天然橡胶复合材料体积电阻率Fig.7 Volume resistivity of CNT reinforced NR composites of ultrasonic dispersion and ball-milling dispersion
2.6 DIN磨耗
球磨分散和超声分散的DIN相对磨耗体积见表3。

表3 超声分散和球磨分散碳纳米管强化天然 橡胶复合材料DIN相对磨耗体积Table 3 DIN volume abrasion loss of CNT reinforced NR composites of ultrasonic dispersion and ball-milling dispersion
由表3可知,无论是球磨分散,还是超声分散,5%CNT试样的DIN相对磨耗体积均最小,耐磨性最好。这说明不同含量CNT强化天然橡胶的耐磨性,CNT的含量存在一个最佳范围。
CNT含量相同情况下,超声分散试样的DIN相对磨耗体积均小于球磨分散试样,说明超声分散改性试样更耐磨。超声分散处理试样,其中的CNT的平均长度更长,较长的CNT强化橡胶有利于提高复合材料的耐磨性[11]。
3 结论
(1)超声分散CNT强化天然橡胶复合材料,CNT有明显的团聚缠绕现象;球磨分散的试样,CNT平均长度更短,开口更多,分散更为均匀。
(2)使用湿式球磨对CNT进行处理,碳纳米管中会嫁接更多的羟基、羧基的含氧基团,这会对改性橡胶材料的性能产生影响。
(3)随着CNT含量的增加,硫化时间缩短,这是由于CNT导热率高,能够在硫化过程中提供更多的热量。球磨分散试样的硫化时间要小于超声分散试样,最大转矩(MH)与最小转矩(ML)之差要大于超声分散试样,说明硫化的更充分。
(4)超声分散试样CNT质量分数为5%时,具有最高的拉伸强度;球磨分散试样的拉伸强度,随着CNT质量分数的增大而减小。超声分散和球磨分散试样的100%,200%,300%定伸应力随着CNT含量的增大而增大。
(5)在降低体积电阻和提升导热系数性能方面,球磨分散要优于超声分散。
(6)在提高耐磨性方面,超声分散要优于球磨分散。
